2.Способ по п. 1, отл и ч а ю щ и и с я тем, что фрикционное воздействие осуществляют путем одно временного вращения в противоположных направлениях заготовки и;тугоплавкого основания или вращением одной заготовки или-одного тугоплавкого основания. 3.Устройство для литья, изделий из пластмасс, содержащее привод, цилиндрический корпус, имеющий центральную камеру для материала с днищем, и расположенные по периферии корпуса формы, соединенные литниковыми каналами с центральной камерой для материала, отличающее-1 с я тем, что оно снабжено средствами для поступательного и вращательного перемещений монолитной заготовки материала, а в днище камеры установлена площадка из тугоплавкого металла, имеющая плоскую или вогнутую форму. 4. Устройство по п. 3, от л и ч а ю/щ е е с я тем,- что в качестве привода корпуса и средства для поступательного и вращательного перемещений заготовки материала использован токарный или сверлильный станок.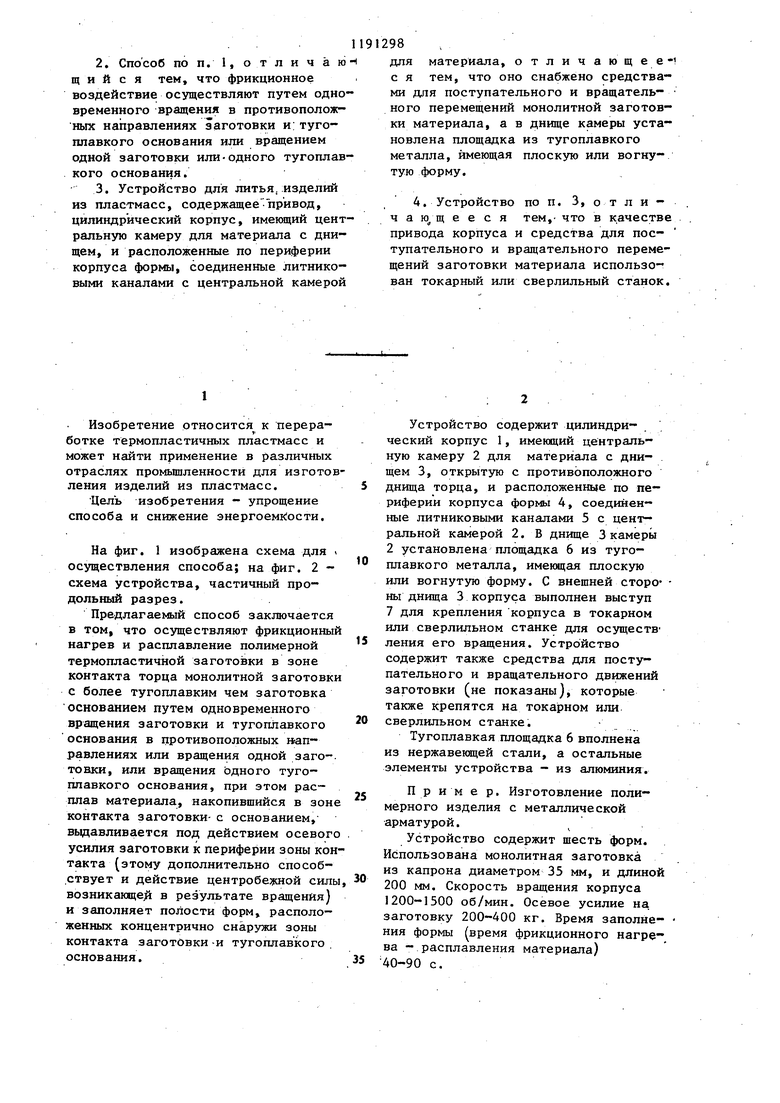
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2487774C1 |
| УЧЕБНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2023 |
|
RU2816474C1 |
| Нескользящий мат для токарного станка | 2015 |
|
RU2754544C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169642C2 |
| Способ литья стальной заготовки | 2019 |
|
RU2720415C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| УСТРОЙСТВО ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ | 1999 |
|
RU2169059C2 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| УСТРОЙСТВО ФИКСАЦИИ КОРПУСА РАКЕТНОГО ДВИГАТЕЛЯ НА ТОКАРНОМ СТАНКЕ | 2019 |
|
RU2740293C1 |
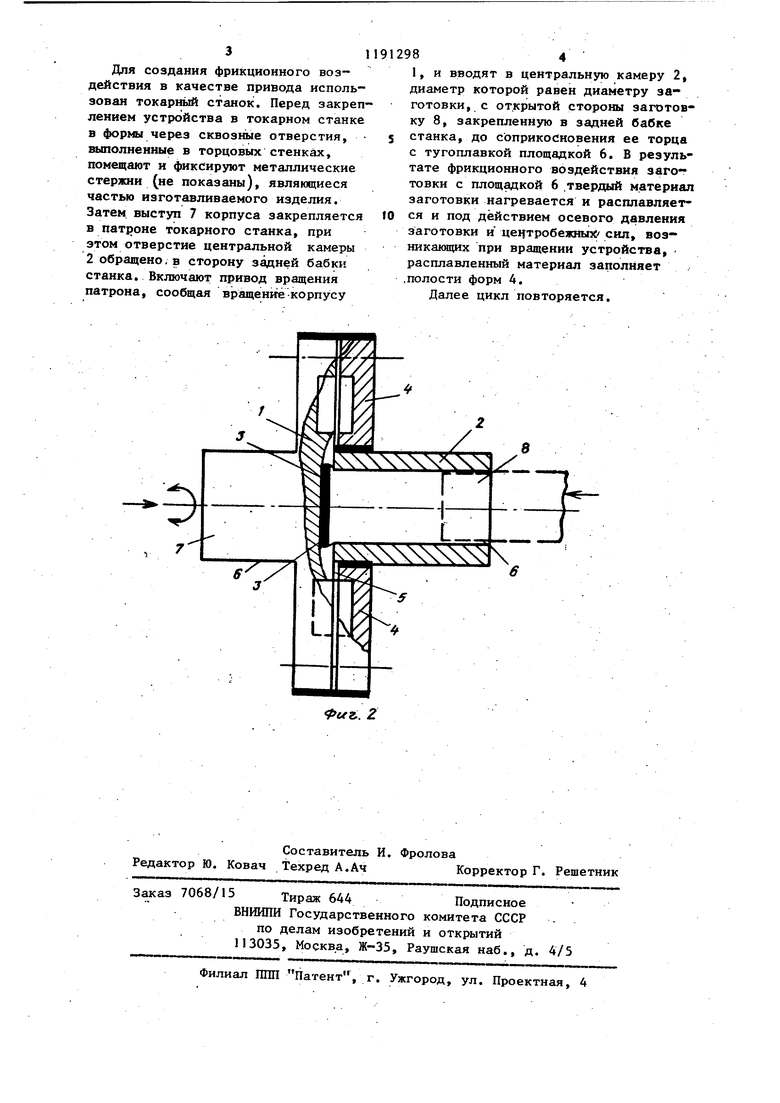
1. Способ литья изделий из пластмасс, включающий расплавление материала в загрузочной камере и заполнение полости формы под действием центробежных сил, отличающийся тем, что, с целью упрощения способа и снижения энергоемкости, расплавление материала осуществляют фрикционным воздействием монолитной заготовки материала на более тугоплавкое чем заготовка основание. (Л I /Х - 1 I- ,« J I . ««. /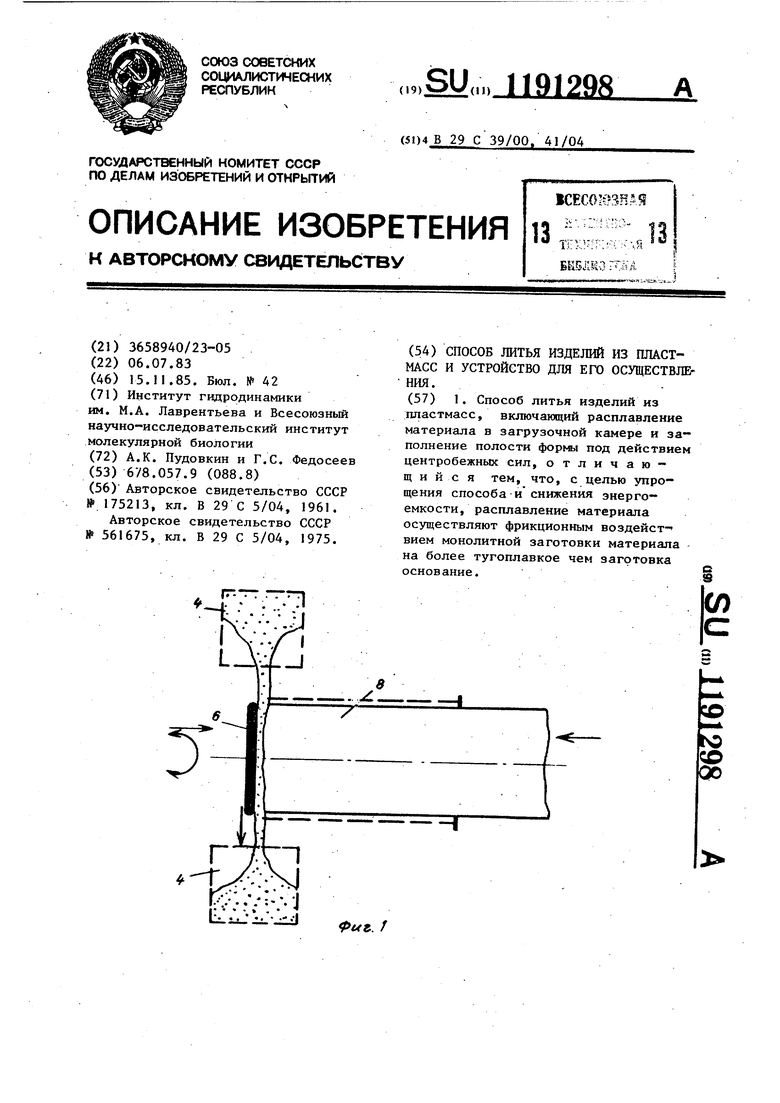
Изобретение относится к переработке термопластичных пластмасс и может найти применение в различных отраслях промышленности для изгото ления изделий из пластмасс. Цель изобретения - упрощение способа и снижение энергоемкости. На фиг. 1 изображена схема для осуществления способа; на фиг. 2 схема устройства, частичный продольный разрез. Предлагаемый способ заключается в том, что осуществляют фрикционны нагрев и расплавление полимерной термопластичной заготовки в зоне контакта торца монолитной заготовк с более тугоплавким чем заготовка основ Шием путем одновременного вращения заготовки и тугоплавкого основания в противоположных направлениях или вращения одной заготовки, или вращения Ьдного тугоплавкого основания, при этом расплав материала, накопившийся в зон контакта заготовки- с основанием, вьщавливается под действием осевог усилия заготовки к периферии зоны кон такта (этому дополнительно способствует и действие центробежной сил возникающей в результате вращения) и заполняет полости форм, расположенных концентрично снаружи зоны контакта заготовки -и тугоплавкого основания. Устройство содержит цилиндрический корпус 1, имеющий центральную камеру 2 для материала с днищем 3, открытую с противоположного днища торца, и расположенные по периферии корпуса формы 4, соединенные литниковыми каналами 5 с центральной камерой 2. В днище 3 камеры 2 установлена площадка 6 из тугоплавкого металла, имеющая плоскую или вогнутую форму. С внешней сторо- ны днища 3 корпуса выполнен выступ 7 для крепления корпуса в токарном или сверлильном станке для осуществ ления его вращения. Устройство содержит также средства для поступательного и вращательного движений заготовки (не показаны), которые также крепятся на токарном или сверлильном станке. Тугоплавкая площадка 6 вполнена из нержавеклцей стали, а остальные элементы устройства - из алюминия. Пример. Изготовление полимерного изделия с металлической арматурой. Устройство содержит шесть форм. Использована монолитная заготовка из капрона диаметром 35 мм, и длиной 200 мм. Скорость вращения корпуса 1200-1500 об/мин. Осевое усилие на заготовку 200-400 кг. Время заполнения формы (время фрикционного нагрева - расплавления материала) 0-90 с.
31
Для создания фрикционного воздействия в качестве привода использован токарный станок. Перед закреплением устройства в токарном станке в формы через сквозные отверстия, выполненные в торцовых стенках, помещают и фиксируют металлические стержни (не показаны), являющиеся частью изготавливаемого изделия. Затем, выступ 7 корпуса закрепляется в патроне токарного станка, при этом отверстие центральной камеры 2 обращено,в сторону задней бабки станка. Включают привод вращения патрона, сообщая вращение корпусу
912984
1, и вводят в центральную камеру 2, диаметр которой равен диаметру заготовки, с открытой стороны заготовку 8, закрепленную в задней бабке S станка, до соприкосновения ее торца с тугоплавкой площадкой 6. В результате фрикционного воздействия заго товки с площадкой 6 .твердый м.атериал заготовки нагревается и расплавляется и под действием осевого давления заготовки и центробежных/ сил, возникающих при вращении устройства, расплавленный материал заполняет .полости форм 4.
Далее цикл повторяется.
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ТЕРМОПЛАСТОВ | 0 |
|
SU175213A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для центробежного литья пластмассовых изделий в формах | 1975 |
|
SU561675A1 |
| Солесос | 1922 |
|
SU29A1 |
