Особенностью предлагаемого способа холодной прокатки труб яв. ляется то, что, с целью улучшения условий деформации металла и уменьшения расхода энергии, обжатие металла производится тремя или более роликами с нарезанными на бочке калибрами переменного диаметра, установленными в сепараторе и опирающимися своими цапфами на прямолинейные планки, смонтированные в рабочей клети, имеюшей возвратно-поступательное движение.
Осуществление описываемого способа производится при помощи устройства, в котором благодаря совпадению окружной скорости роликов по катающему диаметру со скоростью сепаратора применены подвижные рейки.
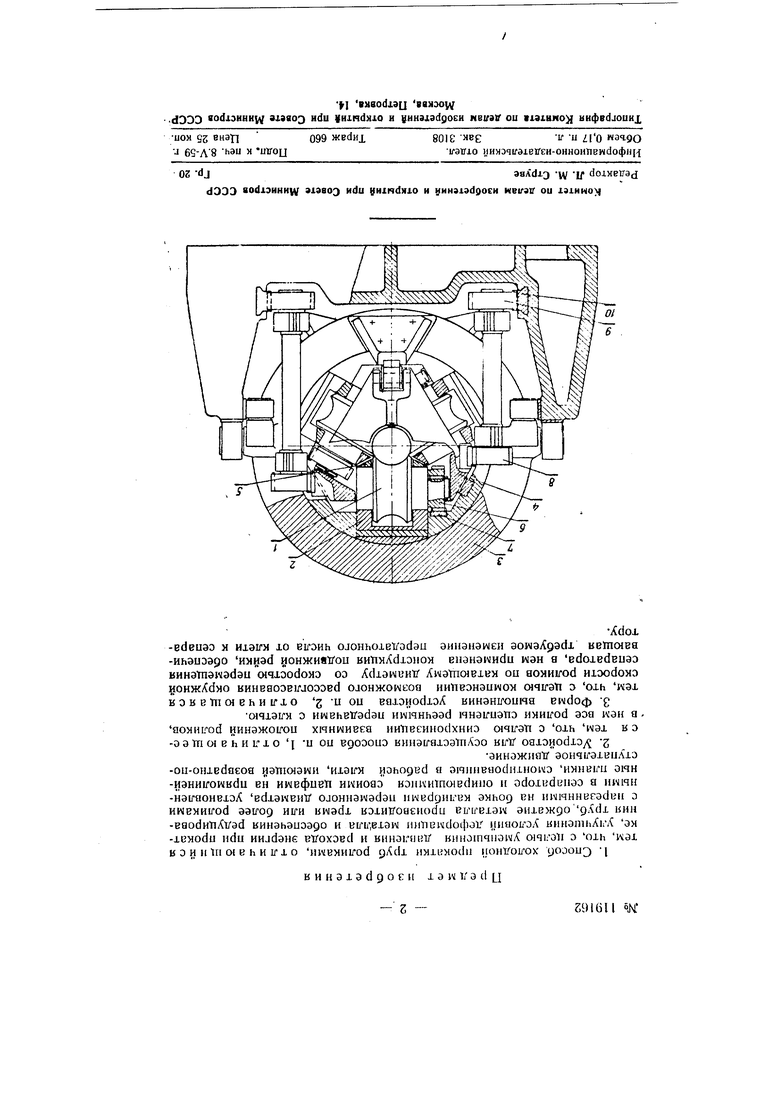
На чертеже показана схема стана с реечной подачей.
Устройство состоит из роликов /, опирающихся своими цапфами на планки 2, закрепленные неподвижно на толстостенной втулке 3. Ролики установлены в сепараторе 4 и могут свободно перемещаться в радиальном направлении. Примененные уравновешивающие приспособления 5 обеспечивают постоянное прижатие цапф роликов к пластинам 2. На щейке ролика имеется шестерня 6, сцепленная с рейкой 7. Вал с двумя реечными щестернями 5 и 9 установлен в обойме. Шестерня S сцепляется с рейкой, закрепленной неподвижно в сепараторе, а шестерня 9-с рейкой 10, установленной между гидравлическими или пружинными упорами.
Устройство обеспечивает постоянное совпадение окружной скорости роликов по катающему диаметру со скоростью перемещения сепаратора, а также повышенную стойкость рабочего инструмента, улучшение качества прокатываемых труб и снижает расхдд энергии на прокатку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Планетарный стан для прокатки сортового металла простых сечений | 1956 |
|
SU107346A1 |
| Способ получения труб и прокатный стан для его осуществления | 1960 |
|
SU136297A1 |
| Многороликовый стан холодной прокатки тонкостенных труб | 1954 |
|
SU102863A1 |
| Способ прокатки цилиндрических изделий с продольными пазами | 1967 |
|
SU325773A1 |
| Стан для изготовления труб со спиральным швом | 1957 |
|
SU113478A1 |
| Непрерывный стан для прокатки труб и прутков | 1957 |
|
SU113414A1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| Рабочая клеть стана холодной прокатки труб роликами | 1983 |
|
SU1127651A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |