Ия естен способ прсжатки цилиндрических изделий с продольными палами на станах типа ХЛ.Т.Р, включающий деформацию гладкой цилиндрической заготовки профилированными роликами.
Предлагаемый спгк-об отличается тем, что с целью формообразования зуба со свободным у1иирением в радиальном направлении при изготовлении зубчатых используют слошную заготовку с диаметром, меньшим диаметра готового изделия, осуществляя обжатие только по впадинам профиля.
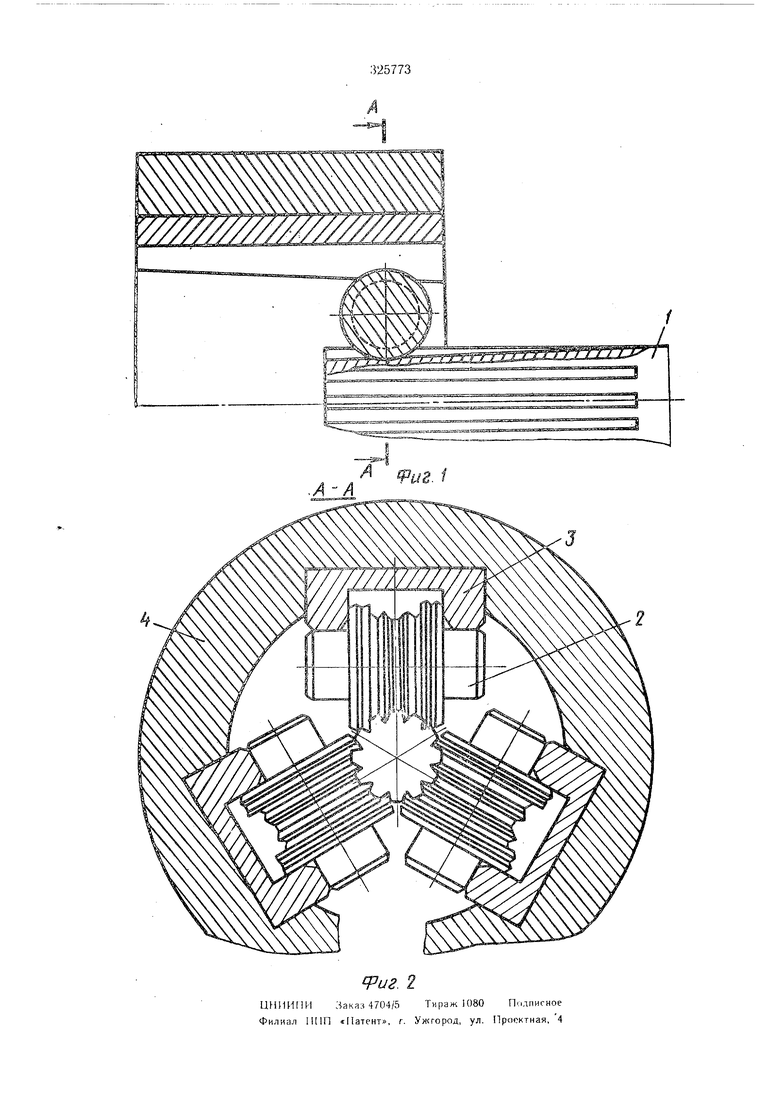
На фиг. i изображено устройство для осуществления предлагаемого способа, общий вид; на фиг. 2 разрез по А-А на фиг. 1.
Гладкую цилиндрическую сплошную заготовку 1 деформируют тремя или более валками 2, имеющими калибровку, соответствующую 1)окат 11ваемому профилю. Оси валков 2 расположены в 1ЛОСКОСТИ, перпендикулярной продольной оси заготовки 1. Валки 2 опираются па профильные планки 3, смонтированные в жесткой толстостенной втулке 4, перемещающейся возвратно-поступательно.
алки 2, опираясь на планки 3, катятся ПС) ним, обжимая заготовку 1. Дойдя до крайнего положения, валки 2 возвращаются назад и разводятся. Валки освобождают заготовку 1, и она перемешается на величину подачи, совершая поворот относительно своей продольной оси, необходимый для поочередной обработки профиля всех зубьев.
Прокатка производится без удлинения ис ходной заготовки, а головка зуба образуегся за счет металла, выдавливаемого из в 1адин со свободным ростом прокатываемых зубьев в радиальном направлении по длине очага деформации без их обжатия по окружности выступов.
Формула изобретения
Способ прокатки цилиндрических изделий с продольными пазами на станах типа Х.П.Т.Р, включающий деформацию гладкой цилиндрической заготовки профилированными роликами, отличающийся тем, что, с целью формообразования зуба со свободным уширецием в радиальном направлении при изготовлении зубчатых изделий, используют сплошную заготовку с диаметром, меньшим диаметра готового изделия, осуществляя обжатие только по впадинам профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для прокатки цилиндрических изделий с продольными ребрами | 1979 |
|
SU893358A1 |
| Способ продольной прокатки зубчатых профилей | 1978 |
|
SU721211A1 |
| Способ прокатки в валках с волнообразным профилем бочки | 2018 |
|
RU2698241C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2436640C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |