Известны станы для изготовления электросварных тонкостенных труб со спиральным швом с отбортовочными роликами для подготовки смыкающихся краев. Однако эти устройства для формовки труб из винтообразно навиваемой ленты не обеспечивают совпадение краев спирального шва после завивки перед сваркой.
В описываемом стане этот недостаток устранен путем применения рядом установленных кольцевых обойм, которые снабжены роликами, обжимающими снаружи навитую трубную заготовку при ее пропуске через эти обоймы. Такое выполнение стана с применением кольцевых обойм с роликами позволяет осуществить процесс изготовления тонкостенных сварных труб из винтообразно (спирально) навиваемой ленты (полосы).
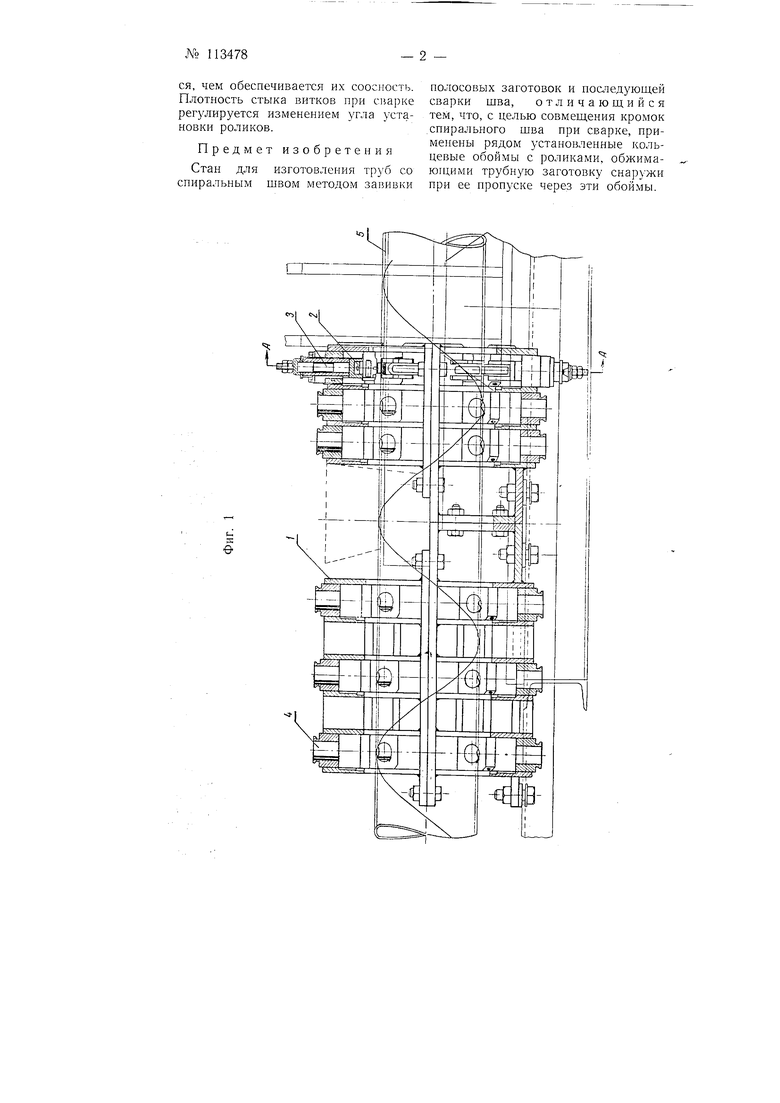
На фиг. 1 схематически изображена установка на стане роликовой обоймы для калибровки и взаимной центровки витков трубной заготовки в разрезе; на фиг. 2 - разрез по ЛЛ на фиг. 1.
В кольцевой обойме /, размещены ролики 2, установленные на осях 3. расположенных в гнездах 4. Кольцевая обойма устанавливается на выходной стороне стана для изготовления труб и охватывает своими роликами трубу 5 на длине примерно двух витков. Ролики 2 в корпусе кольцевой обоймы 1 устанавливаются в нескОо1ько рядов, по пять - шесть роликов в каждом ряду. Количество рядов и шаг между ними выбираются в зависимости от шага спирального шва. Желательно, чтобы количество рядов роликов, приходящихся на один виток трубы, было не менее двух. Сварка трубы производится в кольцевой обойме, для чего в ее середине имеется разрыв для размещения сварочных устройств.
Настройка стана на свертывание полосы в трубную заготовку производится из расчета получения витков этой заготовки с размером по их диаметру несколько большим, чем требующийся диаметр трубы. Таким образом, полученные витки заготовки, при их проталкивании станом через кольцевую обойму, роликами последней обжимаются до требуемого диаметра, чем обеспечиваются одинаковые размеры витков по диаметру, и свариваемые витки роликами кольцевой обоймы взаимно центрируются, чем обеспечивается их соосность. Плотность стыка витков при сварке регулируется изменением угла установки роликов.
Предмет изобретения
Стан для изготовления труб со спиральным швом методом завивки
полосовых заготовок и последующей сварки шва, отличающийся тем, что, с целью совмещения кромок .спирального шва при сварке, применены рядом установленные кольцевые обоймы с роликами, обжимаюп;ими трубную заготовку снаружи при ее пропуске через эти обоймы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для изготовления двухслойных спиральношовных труб | 1968 |
|
SU276895A1 |
| Способ холодной прокатки труб роликами | 1958 |
|
SU119162A1 |
| Стан для изготовления спирально сфальцованных труб, преимущественно корпусов крупных емкостей | 1991 |
|
SU1766554A1 |
| Устройство для формовки спирально-шовных труб | 1979 |
|
SU854491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫЙ- СПИРАЛЬНОШОВНЫХ ТРУБЬНс | 1971 |
|
SU305974A1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Способ изготовления спиральношовных труб | 1980 |
|
SU893283A2 |
| Стан для сборки и сварки прямошовных труб | 2017 |
|
RU2635649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2002 |
|
RU2240882C2 |
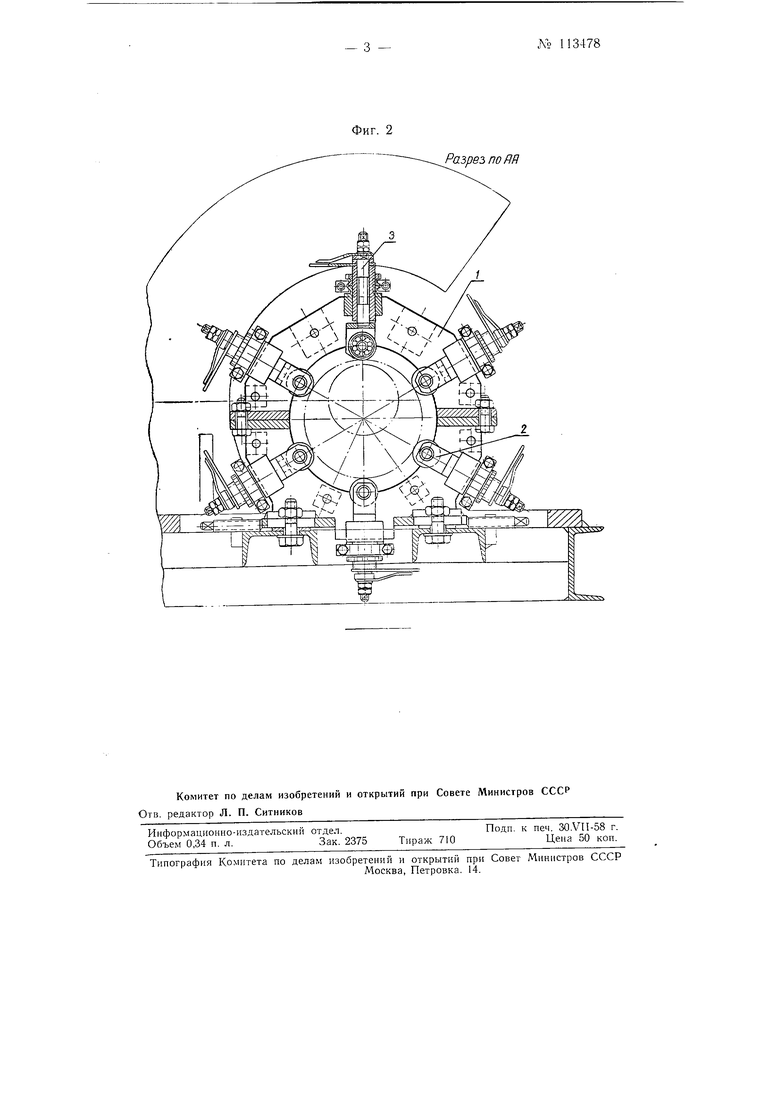
Фиг. 2
Разрез по Пи
