.1 . - Изобретение относится к термомет- рии, а именно к изготовлению горячего спая зачехленных в металлическую оболочку термопар.
Цель изобретения - повышение точнести измерения температуры изготав :ливаемых термопар Sa счет уменьшения инерционности.
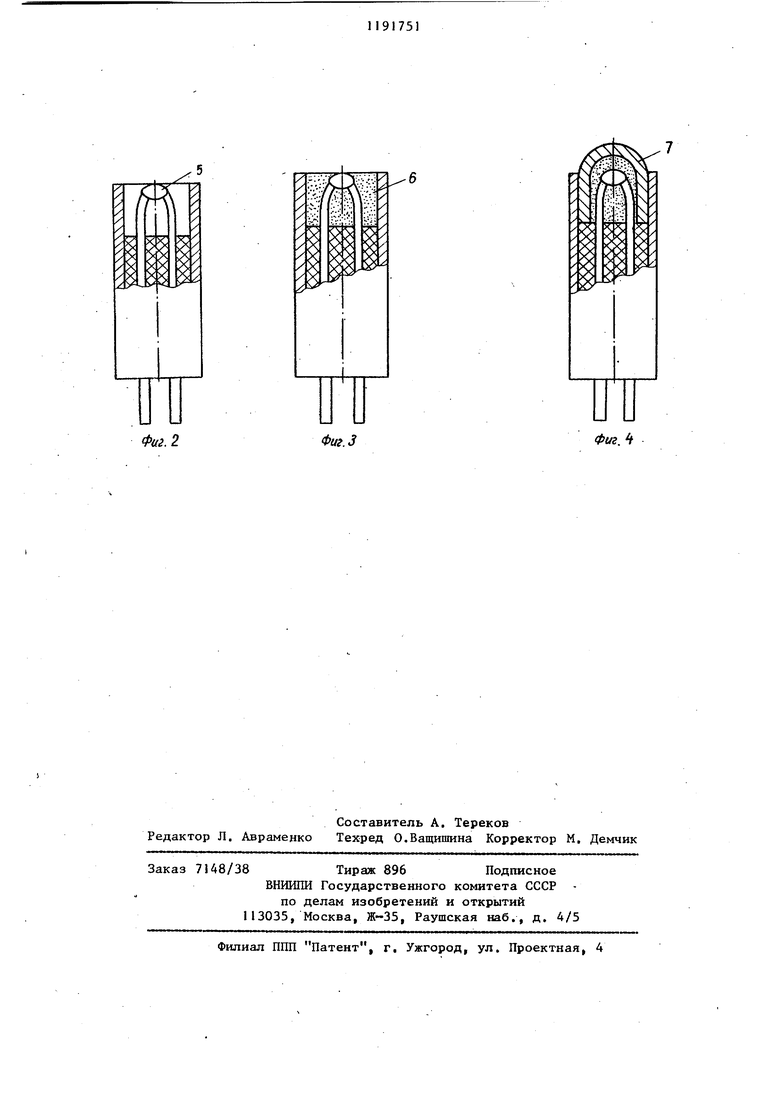
На фиг, 1 показано удаление из оболочки .термопары минеральной электрической изоляции; на фиг. 2 изготовление спая термопары; на фиг. 3 засьшка области горячего спая смесью порошков; на фиг. 4 вид термопары в сборе перед диффузионной сваркой.
На фиг. 1-4 обозначена термопара со стальным чехлом минеральная электрическая изоляция 2, термоэлектроды 3, защитная оболочка 4 термопары, горячга спай 5 термопары, смесь 6 порошков металла и окиси магния, цпливдрпческая заглушка 7 чашеобразной формы.
Изготовление горячего спая зачехлепной 13 оболочку термопары производится следующим образом.
В заготовке 1 термопары, пред-ставляющей собой мерный отрезок термопарного кабеля со шлифованным торцом, удаляют минеральную изоляцию 2 на глубину, превьпиающую зону горячег спая (фиг. 1). Вытравливание изоляци проводят в горячем растворе тршюна на глубину, равную диаметру кабеля,
Термопариые провода 3 остаются в плоскости торца оболочки термопары 4 В горячем растворе тршюна проводят также очистку поверхности термопарных проводов и внутренней поверхност оболочки кабеля.
Термопарные провода сваривают лазерной сваркой с образованием ша- рика горячего спая 5 (фиг. 2). Затем область горячего спая запрлняют предварительно подготовленной смесью металлического порошка с порошком окиси магния всоотношении на 1 об.ч металлического порошка 2-3 об.ч. порошка окиси магния 6 (фиг. 3).
512
При выбраннбм соотношении компонентов частицы окиси магния, этого инертного материала по отношению к термопарным проводам и оболочки кабеля, создают каркас порошковой засыпки, который не претерпевает объемных изменений ни при температуре спекания смеси порошков, ни при температуре эксплуатации термопары.
После заполнения области горячего спая смесью порошков в оболочке 4с использованием специального приспособления устанавливают цилиндрическую заглушку 7 чашеобразной формы из-материала, идентичного материалу оболочки кабеля, на глубину удаления минеральной изоляции (фиг. 4). Затем производит диффузионную сварку заглушки 7 с оболочкой термопары 4 при 1150°С в вакууме порядка 110 мм.рт.ст. и длительности вьщержг ки порядка 10-15 мин. В процессе диффузионной сварки заглушки 7 и оболочки 4 происходит одновременное спекание смеси порошков металла, например никелевого, я окиси магния.
Для обеспечения надежности герметичного соединения заглушки с оболочкой с повышенными показателями по механической прочности и -термостойкости на поверхность заглушки предварительно наносят сяой химического никеля толщиной 6-9 мкм с содержанием фосфора в пределах до 15%.
Химический никель служ1-1Т расплавляющейся прослойкой за счет образования в процессе нагрева эвтектики никель - фосфор, которая- растворяется в соединяемых деталях в npo4j;ecce их диффузионной сварки.
В случае применения термопарного кабеля с оболочкой из нержавеющей аустенитной стали или никелевого жаростойкого сплава заглувпсу выполняют из нержавеющей аустенитной стали.
Дпя кабелей с диаметром оболочки 3 мм и выше предпочтительно использовать точеные заглушки, а для меньших диаметров- сварные на основе стан- дартньтх трубок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления горячего спая термопары | 1980 |
|
SU900125A2 |
| Способ изготовления горячего спая термопары | 1984 |
|
SU1185117A1 |
| Способ изготовления горячего спая термопары | 1981 |
|
SU1052886A1 |
| Способ изготовления горячего спая термопары | 1978 |
|
SU687350A2 |
| Способ изготовления кабельной термопары | 1989 |
|
SU1696902A1 |
| Способ изготовления горячего спая термопары | 1975 |
|
SU573726A1 |
| ДАТЧИК ТЕМПЕРАТУРЫ | 2012 |
|
RU2494357C1 |
| Способ изготовления горячего спая кабельной термопары | 1988 |
|
SU1624277A1 |
| Способ изготовления горячего спая кабельной термопары | 1986 |
|
SU1420390A1 |
| Способ изготовления горячего спая кабельной термопары | 1987 |
|
SU1545097A2 |
СПОСОБ ИЗГОТОВЛЕННЯ ГОРЯЧЕГО СПАЯ ЗАЧЕХЛЕННОЙ В ОБОЛОЧКУ ТЕРМОПАРЫ, заключанрщейся в удалении из торцовой части оболочки электрической изоляции, очистке термоэлектроводов и оболочки, сварке горячего спая и заполнении области горячего спая смесью металлического порошка с порошком окиси магния в соотношении на 1 об.ч. металлического порошка 2-3 об.ч, порошка окиси магния, последующем спекании смеси порошков и герметизации горячего спая, отличающийся тем, что, с целью повышения точности измерения изготавливаемых термопар путем уменьшения их инерционности, сварку термоэлектродов ведут в плоскости торца защитной оболочки и после заполнения области горячего спая смесью порошков металла и окиси магния внутри торцовой части защитной обоi лочки устанавливают цили1здрическую заглушку чашеобразной формы с плот(Л ной посадкой по внутренней поверхности оболочки на глубину удаления изоляции, а герметизацию горячего спая производят посредством диффузионной сварки. СП
| УСТРОЙСТВО ДЛЯ ПОДСЧЕТА НЕРАВНОЦЕННЫХ СОЕДИНЕНИЙ В ТЕЛЕФОННЫХ УСТАНОВКАХ | 1926 |
|
SU7548A1 |
| Ступка | 1922 |
|
SU536A1 |
| Miniatur mantel Thermcfelementen, Thermocoakc, c | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Способ изготовления горячего спая термопары | 1978 |
|
SU687350A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
