ю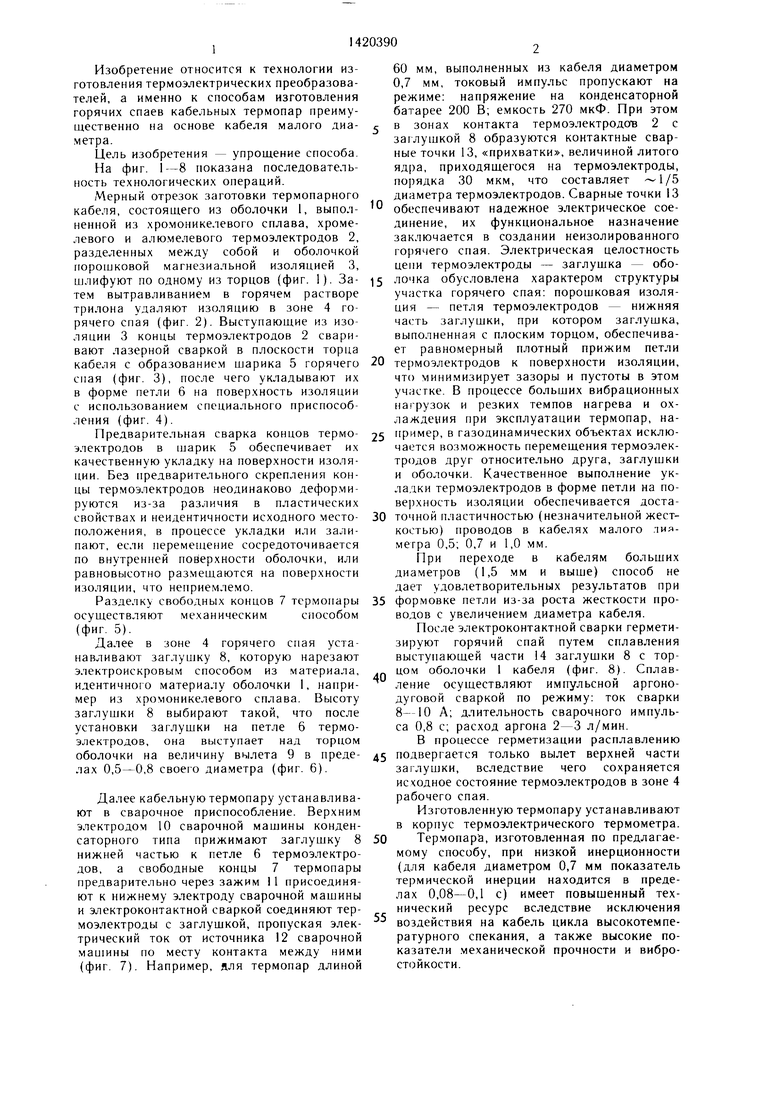
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления горячего спая кабельной термопары | 1987 |
|
SU1545097A2 |
| Способ изготовления кабельной термопары | 1989 |
|
SU1696902A1 |
| Способ изготовления горячего спая кабельной термопары | 1988 |
|
SU1624277A1 |
| Способ изготовления горячего спая термопары | 1984 |
|
SU1236331A1 |
| Способ изготовления горячего спая термопары | 1985 |
|
SU1278619A1 |
| Способ изготовления горячего спая зачехленной в оболочку термопары | 1984 |
|
SU1191751A1 |
| Способ изготовления горячего спая термопары | 1984 |
|
SU1185117A1 |
| Способ изготовления горячего спая кабельной термопары | 1987 |
|
SU1469365A1 |
| Способ изготовления горячего спая термопары из тугоплавких материалов | 1987 |
|
SU1578512A1 |
| Способ изготовления горячего спая термопары | 1980 |
|
SU900125A2 |
Изобретение относится к термометрии и позволяет упростить способ. Освобожденные от изоляций концы термоэлектродов сваривают с образованием шарика горячего спая и укладывают их в форме петли на поверхность изоляции. На петле устанавливают заглушку высотой, превышающей глубину зоны удаления изоляции, и соединяют их электроконтактной сваркой. Герметизацию горячего спая осуществляют сплавлением выступающей части заглушки с торцом оболочки кабеля. 8 ил.
со ;о
Изобретение относится к технологии изготовления термоэлектрических преобразователей, а именно к способам изготовления горячих спаев кабельных термопар преимущественно на основе кабеля малого диаметра.
Цель изобретения - упрощение способа.
На фиг. 1-8 показана последовательность технологических операций.
Мерный отрезок заготовки термопарного
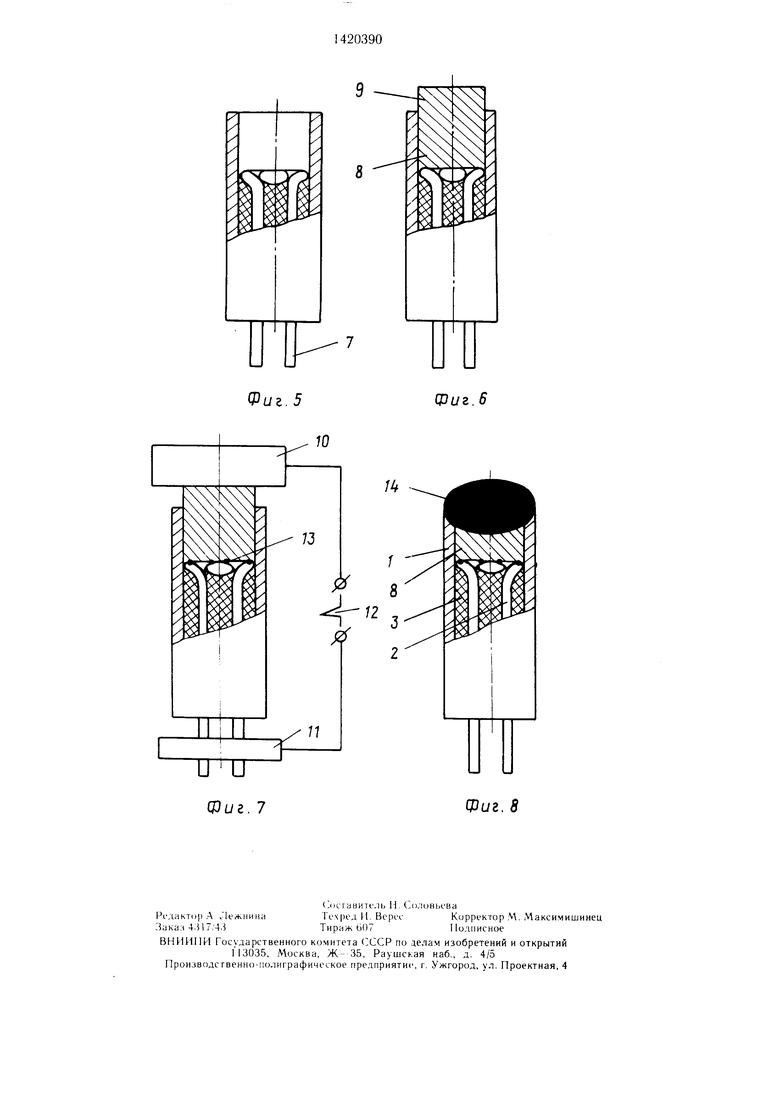
60 мм, выполненных из кабеля диаметром 0,7 мм, токовый импульс пропускают на режиме: напряжение на конденсаторной батарее 200 В; емкость 270 мкФ. При этом в зонах контакта термоэлектродов 2 с заглущкой 8 образуются контактные сварные точки 13, «прихватки, величиной литого ядра, приходящегося на термоэлектроды, порядка 30 мкм, что составляет 1/5 диаметра термоэлектродов. Сварные точки 13
кабеля, состоящего из оболочки 1, выпол- обеспечивают надежное электрическое сое- ненной из хромоникелевого сплава, хроме-динение, их функциональное назначение
заключается в создании неизолированного горячего спая. Электрическая целостность
цепи термоэлектроды - заглущка - оболевого и алюмелевого термоэлектродов 2, разделенных между собой и оболочкой порощковой магнезиальной изоляцией 3,
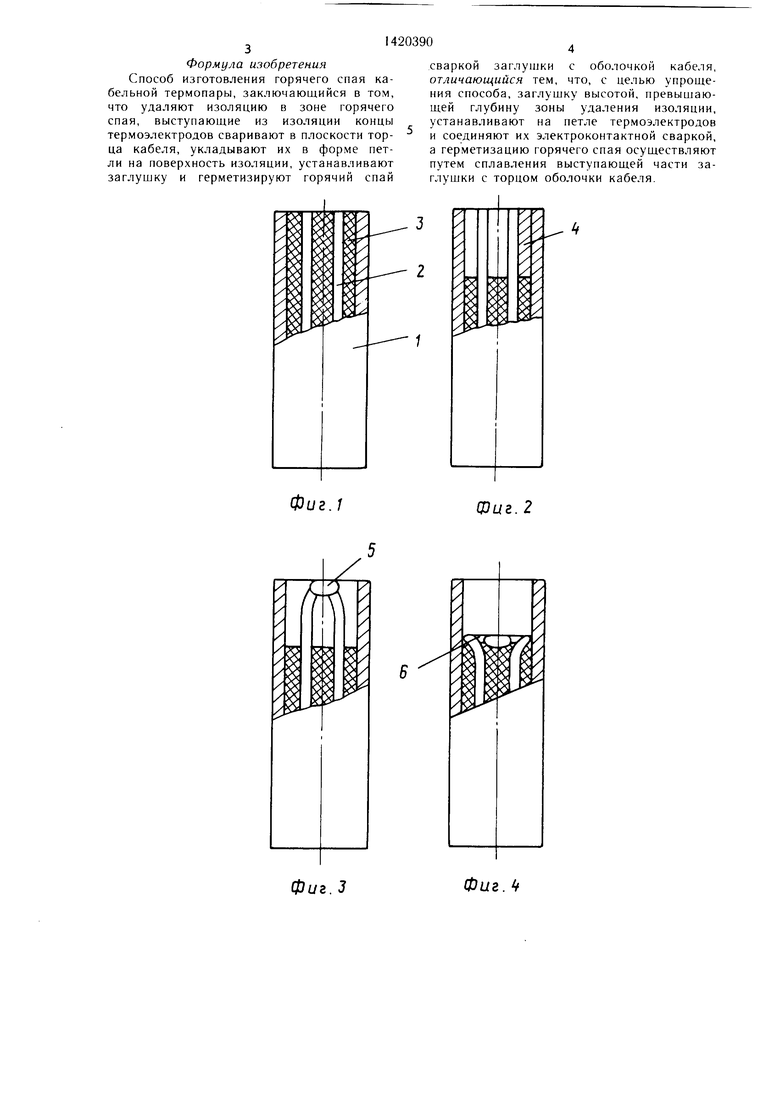
шлифуют по одному из торцов (фиг. 1). лочка обусловлена характером структуры
тем вытравливанием в горячем раствореучастка горячего спая: порощковая изолятрилона удаляют изоляцию в зоне 4 го-ция - петля термоэлектродов - нижняя
рячего спая (фиг. 2). Выступающие из изо-часть заглущки, при котором заглушка,
ляции 3 концы термоэлектродов 2 свари-выполненная с плоским торцом, обеспечивавают лазерной сваркой в плоскости торцает равномерный плотный прижим петли
кабеля с образование.м шарика 5 горячего20 термоэлектродов к поверхности изоляции,
спая (фиг. 3), после чего укладывают ихчто минимизирует зазоры и пустоты в этом
в форме петли 6 на поверхность изоляцииучасгке. В процессе больших вибрационных
с использованием специального приспособ-на|-рузок и резких темпов нагрева и охления (фиг. 4).лаждения при эксплуатации термопар, наПредварительная сварка концов термо-25 ример, в газодинамических объектах исклюэлектродов в шарик 5 обеспечивает ихчается возможность перемещения термоэлеккачественную укладку на поверхности изоля-тродов друг относительно друга, заглушки
ции. Без предварительного скрепления кон-и оболочки. Качественное выполнение укладки термоэлектродов в форме петли на по- ве1)хность изоляции обеспечивается достацы термоэлектродов неодинаково деформируются из-за различия в пластических
свойствах и неидентичности исходного место- 30 точной пластичностью (незначительной жестположения, в процессе укладки или залипают, если перемещение сосредоточивается по внутренней поверхности оболочки, или равновысотно размещаются на поверхности изоляции, что неприемлемо.
костью) проводов в кабелях малого лия- метра 0,5; 0,7 и 1,0 мм.
При переходе в кабелям больших диаметров (1,5 мм и выше) способ не дает удовлетворительных результатов при
Разделку свободных концов 7 термопары 35 формовке петли из-за роста жесткости проводов с увеличением диаметра кабеля.
После электроконтактной сварки герметизируют горячий спай путем сплавления выступающей части 14 заглушки 8 с торцом оболочки 1 кабеля (фиг. 8). Сплавление осуществляют импульсной аргоно- дуговой сваркой по режиму: ток сварки 8-10 А; длительность сварочного импульса 0,8 с; расход аргона 2-3 л/мин.
В процессе герметизации расплавлению
осуществляют механическимспособом
(фиг. 5).
Далее в зоне 4 горячего спая устанавливают заглушку 8, которую нарезают электроискровым способом из материала, идентичного материалу оболочки 1, например из хромоникелевого сплава. Высоту заглушки 8 выбирают такой, что после установки заглушки на петле 6 термоэлектродов, она выступает над торцом
40
оболочки на величину вылета 9 в преде- дБ подвергается только вылет верхней части
лах 0,5-0,8 своего диаметра (фиг. 6).
Далее кабельную термопару устанавливают в сварочное приспособление. Верхним электродом 10 сварочной машины конденсаторного типа прижимают заглушку 8 50 нижней частью к петле 6 термоэлектродов, а свободные концы 7 термопары предварительно через зажим 11 присоединяют к нижнему электроду сварочной машины и электроконтактной сваркой соединяют терзаглушки, вследствие чего сохраняется исходное состояние термоэлектродов в зоне 4 рабочего спая.
Изготовленную термопару устанавливают в корпус термоэлектрического термометра.
Термопара, изготовленная по предлагаемому способу, при низкой инерционности (для кабеля диаметром 0,7 мм показатель термической инерции находится в пределах 0,08-0,1 с) имеет повышенный технический ресурс вследствие исключения
моэлектроды с заглущкой, пропуская элек-воздействия на кабель цикла высокотемпетрический ток от источника 12 сварочной ратурного спекания, а также высокие по- мащины по месту контакта между ними (фиг. 7). Например, для термопар длиной
казатели .механической прочности и вибростойкости.
60 мм, выполненных из кабеля диаметром 0,7 мм, токовый импульс пропускают на режиме: напряжение на конденсаторной батарее 200 В; емкость 270 мкФ. При этом в зонах контакта термоэлектродов 2 с заглущкой 8 образуются контактные сварные точки 13, «прихватки, величиной литого ядра, приходящегося на термоэлектроды, порядка 30 мкм, что составляет 1/5 диаметра термоэлектродов. Сварные точки 13
обеспечивают надежное электрическое сое- динение, их функциональное назначение
цепи термоэлектроды - заглущка - обокостью) проводов в кабелях малого лия- метра 0,5; 0,7 и 1,0 мм.
При переходе в кабелям больших диаметров (1,5 мм и выше) способ не дает удовлетворительных результатов при
формовке петли из-за роста жесткости проводов с увеличением диаметра кабеля.
заглушки, вследствие чего сохраняется исходное состояние термоэлектродов в зоне 4 рабочего спая.
Изготовленную термопару устанавливают в корпус термоэлектрического термометра.
Термопара, изготовленная по предлагаемому способу, при низкой инерционности (для кабеля диаметром 0,7 мм показатель термической инерции находится в пределах 0,08-0,1 с) имеет повышенный технический ресурс вследствие исключения
ратурного спекания, а также высокие по-
казатели .механической прочности и вибростойкости.
Фиг.1
Фиг. J
Фиг. 2
Фиг.
Фиг.5
10
Фиг.6
Фиг. 8
| Лысиков Б | |||
| В | |||
| и др | |||
| Температурные измерения в ядерных реакторах | |||
| М.: Атомиздат, 1975, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Способ изготовления горячего спая термопары | 1984 |
|
SU1185117A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
