Изобретение относится к нераз- pymaionoiM средствам и методам контроля и может быть использовано для ультразвукового контроля резьбовых соединений с упорными торцами, например бурильных труб.
Целью изобретения является расширение функциональных возможностей путем обеспечения возможности контроля осевого усилия затяжкн. ; На чертеже изображена схема реализации предлагаемого способа.
Способ ультразвукового контроля осуществляют следующим образом.
Преобразователь 1 устанавливают на свинченное замковое резьбовое соединенна, состоящее нз нпнпеля 2 и муфть 3, имеющей унорный торед 4, об разующий с ниппелем 2 резьбовой стык 5.
Ультразвуковые колебашш вводят под углом к продольной оси соединения в зону резьбового стыка 5. Сканн руя но периметру резьбовое соединение, измеряют амплитуды колебаний, отраже Н1ые от нехо. В случае появле-
18182
ния усталостной трещщгы в нинпеле,2 возникает дополнительный изгибающий момент в плоскости торца муфты 3 изза внецентрепного приложения нагрузок от осевого усилия затяжки соединения. Контактное давление в резьбовом стыке уменьшается, о чем свидетельствует изменение амплитуды ультразвуковых колебаний, отраженных от резьбового стыка. По этому изменению определяют наличие дефекта. Сравнивая амплитудную зависимость ультразвуковых колебаний,отраженных от резьбового стыка 5 по всему периметру соединения с тарировочной зависимостью для эталонных соединений с известными усилиями затяжки, определяют такл(е величину этого усилия, отклонение которого от оптимальной величины приводит к образованию ус- талостньк трещин ( дефектов ).
Способ ультразвукового ко1ггроля позволяет определять качество резьбовых соединений в сборе ., обеспечивая выявление дефектов- п определе- нпе; осевого ycujniH. затяжки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля контактных напряжений в стыке базовой плоскости и сопряженной по нормали к ней оболочки | 1989 |
|
SU1719980A1 |
| Ультразвуковой способ определения величины механических напряжений | 1985 |
|
SU1359732A1 |
| Способ ультразвукового контроля конических резьбовых соединений с упорными уступами | 1991 |
|
SU1792530A3 |
| Способ оценки работоспособности резьбовых соединений | 1989 |
|
SU1703874A1 |
| Способ контроля качества сборки резьбовых соединений | 1990 |
|
SU1767373A1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ ЭКСПЛУАТИРУЕМЫХ БОЛТОВЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2112968C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ИЗМЕРЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ ПРИ ЗАТЯЖКЕ БОЛТОВЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2107907C1 |
| Способ ультразвукового контроля изделий | 1990 |
|
SU1795364A1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| Способ определения упругих характеристик деталей резьбового соединения | 1990 |
|
SU1802220A1 |
СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ЗАМКОВЫХ РЕЗЬБОВЫХ СОЕДШЕНИЙ, заключающийся в том, что в соединении возбуждают ультразвуковые колебания и по амплитудам принятых колеба11ий определяют качество соединения, отличающийся тем, что, с целью расширения функциональных возможностей путем обеспечения возможности контроля осевого усилия затяжки, ультразвуковые колебания вводят под углом в зону резьбового стыка, измеряют амплитуды колебаний по всему периметру стыка и с учетом тарировочной зависиi мости для эталонных соединений с .из(Л вестными осевыми усилиями затяжки определяют наличие дефекта и величину осевого усилия затяжки. (;о 00 СХ)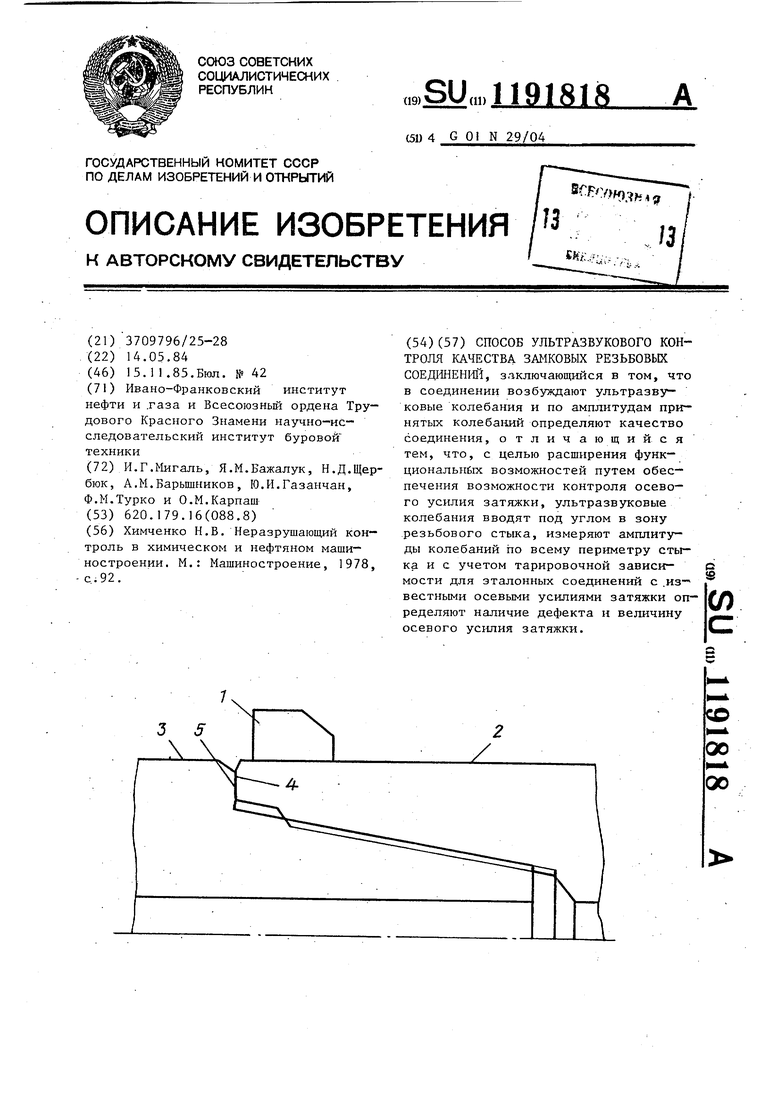
| Химченко Н.Б | |||
| Неразрушающий контроль в химическом и нефтяном машиностроении | |||
| М.: Машиностроение, 1978, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
