Изобретение относится к машиностроению.
Цель изобретения - повышение точности и достоверности оценки состояния стыка.
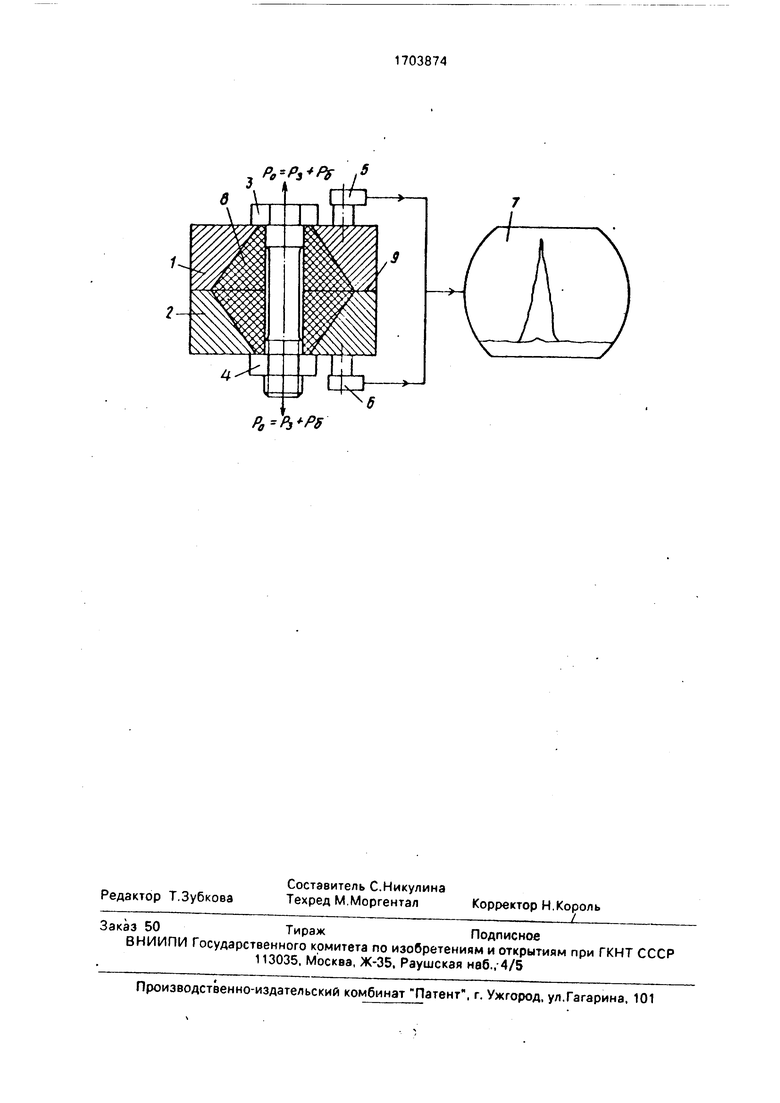
На чертеже схематично изображено устройство для осуществления предлагаемого способа оценки работоспособности резьбового соединения.
В пакет деталей 1 и 2 устанавливают болт 3 и осуществляют затяжку резьбового соединения при помощи гайки4. Сооснооси болта по обеим сторонам пакета деталей устанавливают излучающий 5 и приемный 6 преобразователи, соединенные с дефектоскопом, имеющим электронно-лучевую трубку (ЭЛТ) с экраном 7. Преобразователи устанавливают так, чтобы площадь сечения пучка лучей находилась в пределах большого основания конуса 8 давления. Затем нагружают резьбовое соединение внешней растягивающей силой Рб в зоне большого
основания конуса 8 давления возбуждают направленные ультразвуковые колебания (УЗК) и на экране 7 наблюдают за интенсивностью прошедших через стык 9 ультразвуковых колебаний.
До предварительной затяжки резьбового соединения в плоскости стыка имеется зазор, либо первоначальный контакт деталей осуществляется по вершинам их шероховатости. А поэтому ультразвуковые колебания от излучающего преобразователя полностью отражаются от стыка и не доходят до приемного преобразователя, интенсивность прошедших волн равна нулю, и на экране ЭЛТ наблюдается только лишь зондирующий импульс. После предварительной затяжки на экране ЭЛТ появится контрольный сигнал за счет микропластических деформаций на стыке сопрягаемых деталей, обеспечивающих плотность стыка. Затем прикладывают к резьбовому соединению внешнюю растягивающую силу, вследЁ
VJ
О
GJ |00
ствие чего суммарная нагрузка РО на болт будет увеличиваться согласно зависимости Ро - Рэ 4 Рб, где РЭ усилие предварительной затяжки, а стык будет разгружаться. По мере увеличения Рс контрольный сигнал бу- дет меняться на экране ЭЛТ от максимального значения до минимального. Момент исчезновения импульса на зкране ЭЛТ соответствует рясрытию стыка и нарушению работоспособности резьбового соедине- ния.
П р и м е р (условия эксперимента).
Соединяемые детали: пластины прямоугольного сечения размерами 27x80x280 мм, их мат-зриал Д16. обработка рабочей поверхности 27хСО мм 2,5 у. Соединяющая деталь - упругий болг М 18x1,25 общей длиной I 80 мм с шестигранной головкой S 27 и г Ю мм; рабочая часть Ip 54 мм и имеет проточку у 400 И. Материал болта -сталь 45. Расстояние между осевой линией болта и осееоп линией преобразователей равно 40 мм.
В качестве контрольного ультразвукового прибора использовали серийно выпу- скаемый дефектоскоп ДУК-66 с приставкой АС-3 и прямые преобразоеатели на 5 МГц.
Режим работы: частота 5 МГц.
Акустический контакт обеспечивали посредством трансформаторного масла. ДУК-66 совместно с приставкой АС-3 настраивали на максимальную чувствительность с отсечкой шумов. Ручки прибора ДУК-66 занимали следующие положение: генератор - амплитуда - 3 дел, длитель- ность - 3 дел, расстояние - 50 мм, диапазон, усилитель; частота - 5 МГц, длительность - выкл., ослабление: 0-0 на обеих шкалах аттенюатора.
Контрольные параметры:
Рз - усилие предварительной затяжки.т;
Ро - полное усиление, т:
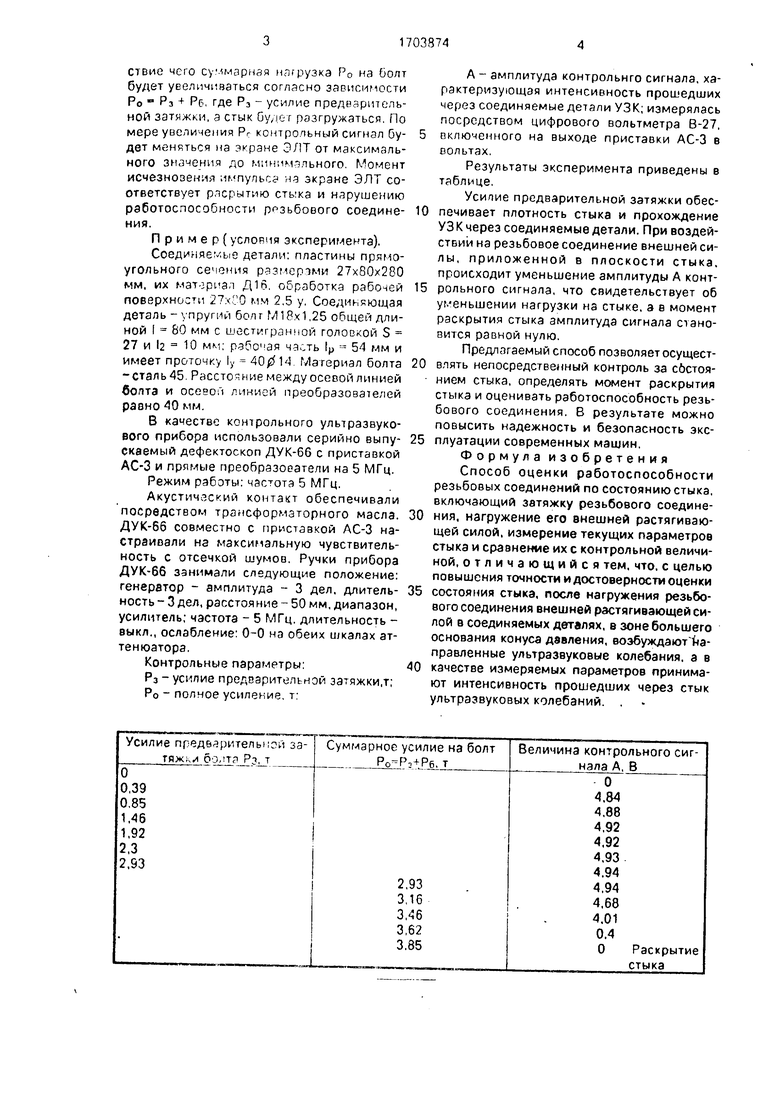
А - амплитуда контрольнго сигнала, характеризующая интенсивность прошедших через соединяемые детали УЗК; измерялась посредством цифрового вольтметра В-27, включенного на выходе приставки АС-3 в вольтах.
Результаты эксперимента приведены в таблице.
Усилие предварительной затяжки обеспечивает плотность стыка и прохождение УЗ К через соединяемые детали. При воздействии на резьбовое соединение внешней си- лы, приложенной в плоскости стыка. происходит уменьшение амплитуды А контрольного сигнала, что свидетельствует об уменьшении нагрузки на стыке, а в момент раскрытия стыка амплитуда сигнала становится равной нулю.
Предлагаемый способ позволяет осуществлять непосредственный контроль за сбстоя- нием стыка, определять момент раскрытия стыка и оценивать работоспособность резьбового соединения. В результате можно повысить надежность и безопасность эксплуатации современных машин.
Формула изобретения
Способ оценки работоспособности резьбовых соединений по состоянию стыка, включающий затяжку резьбового соединения, нагружение его внешней растягивающей силой, измерение текущих параметров стыка и сравнение их с контрольной величиной, отличающийся тем. что. с целью повышения точности и достоверности оценки состояния стыка, после нагружения резьбового соединения внешней растягивающей силой в соединяемых деталях, в зоне большего основания конуса давления, воэбуждают а- правленные ультразвуковые колебания, а в качестве измеряемых параметров принимают интенсивность прошедших через стык ультразвуковых колебаний. .
i5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затяжки резьбового соединения | 1989 |
|
SU1737173A1 |
| Способ определения упругих характеристик деталей резьбового соединения | 1990 |
|
SU1802220A1 |
| Способ контролируемой сборки резьбовых соединений и устройство для его осуществления | 2020 |
|
RU2773228C2 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ОПРЕДЕЛЕНИЯ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ ЭКСПЛУАТИРУЕМЫХ БОЛТОВЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2112968C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ ИЗМЕРЕНИЯ МЕХАНИЧЕСКИХ НАПРЯЖЕНИЙ ПРИ ЗАТЯЖКЕ БОЛТОВЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2107907C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПОСАДОК С НАТЯГОМ | 2014 |
|
RU2641613C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2006 |
|
RU2319603C2 |
| СПОСОБ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2414339C1 |
| СПОСОБ СБОРКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2502591C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СБОРКИ СОЕДИНЕНИЙ С НАТЯГОМ | 1993 |
|
RU2045059C1 |
Изобретение относится к машиностроению. Целью изобретения является повышение точности и достоверности оценки состояния стыка. После затяжки резьбового соединения его нагружают внешней растягивающей силой Рб. Затем в зоне большого основания конуса 8 возбуждают ультразвуковые колебания. На экране 7 следят за интенсивностью прошедших через стык 9 ультразвуковых колебаний. По изменению амплитуды судят о состоянии стыка. При нулевой амплитуде стык раскрыт, соединение неработоспособно. 1 ил.
б
Р0 Рз+Р5
| Никифоров В.В | |||
| Экспериментальное определение коэффициентов жесткости соединяемых болтом деталей | |||
| - Известия вузов | |||
| М.: Машиностроение, 1960, N 9, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
