пазу, толкатели для грузов, каждый из которых закреплен на соответствующей кулисе с расположением его рабочей поверхности вдоль последней, закрепленный на кулисе подпружиненный упор с роликом, установленным с возможностью взаимодействия с копиром,ограничители1для грузов, каждый из которых закреплен с одной стороныплощадки походу перемещения грузов.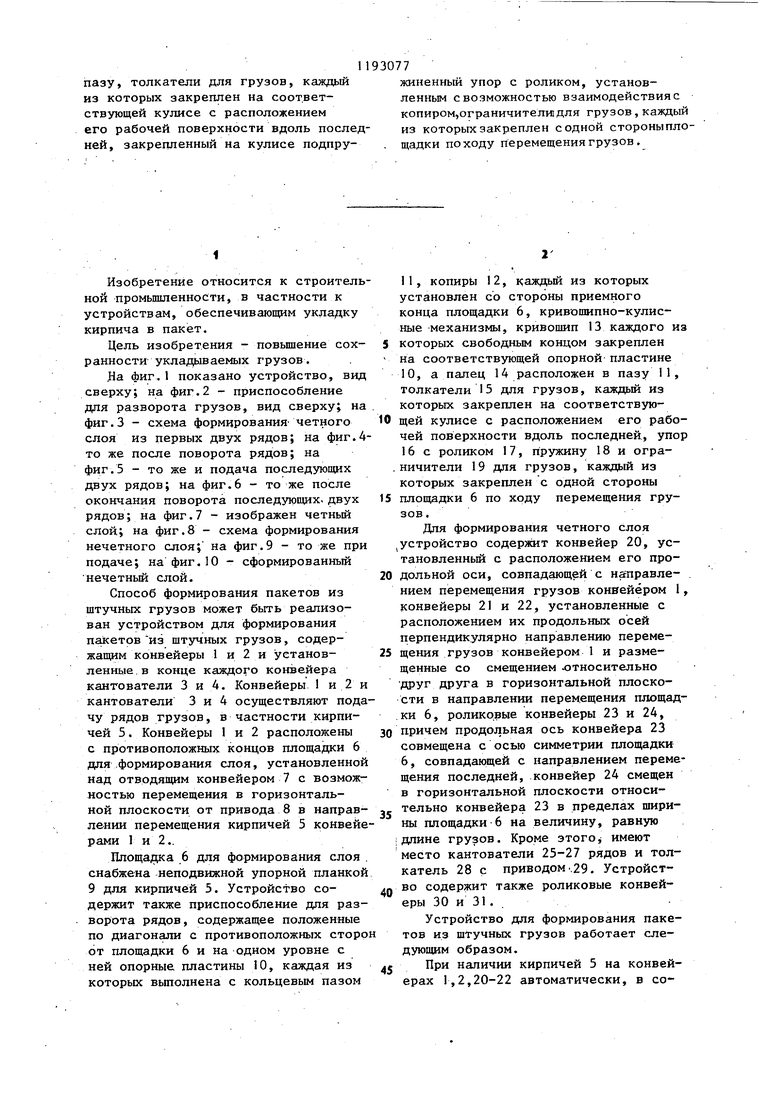
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования пакета изделий прямоугольной формы и линия для его осуществления | 1987 |
|
SU1791302A1 |
| Автомат-укладчик кирпича в пакеты для обжига | 1986 |
|
SU1418053A1 |
| Способ укладки штучных изделий в пакет и транспортная линия для его осуществления | 1978 |
|
SU887387A1 |
| Садчик кирпича на печные вагонетки | 1988 |
|
SU1622132A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАКЕТА КЛИНОВЫХ КИРПИЧЕЙ | 1994 |
|
RU2083460C1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Способ формирования пакетов штучных грузов с сыпучим материалом | 1989 |
|
SU1654180A1 |
| Устройство для укладки штучных грузов в пакет | 1984 |
|
SU1207952A1 |
| Пакетоукладчик штучных грузов | 1978 |
|
SU765152A1 |
| Устройство для группирования пакета штучных изделий и укладки его в тару | 1982 |
|
SU1041425A1 |
1. Способ формирования пакетов из штучных грузов, включающий подачу грузов рядами с последующим их кантованием, формирование четных и нечетных слоев, сплачивание грузов в слоях и поочередную укладку сформированных слоев один на другом, отличающийся тем, что,с целью повышения сохранности укладываемых грузов, формирование четных и нечетных,слоев осуществляют путем встречного перемещения рядов грузов в направлении, перпендикулярном направлению подачи рядов до кантования, причем перемещение рядов нечетного слоя с ориентированными вдоль направления встречного перемещения грузами осуществляют до момента получения расстояния между первыми в ряду грузами, равного ширине слоя, после чего осуществляют поворот на 90 грузов каждого ряда, кроме первых, повторяют указанные операции для перемещения последующих рядов этого слоя, в процессе которых осуществляют, проталкивание грузов предыдущих рядов в среднюю часть слоя,а для формирования четного .слоя грузы .с одной стороны подачи ориентируют поперек направления встречного перемещения, а с другой - вдоль и используют дополнительный РЯД, расположенный от первого на расстоянии, равном длине груза. 2. Устройство для формирования пакетов из штучных грузов, содержащее последовательно установленные подающие конвейеры и кантователи, (Л сталкиватели.грузов, площадкудля формирования слоя и приспособление для разворота рядов, о т л и ч а ющ е е с я тем, что, с целью повышения сохранности укладываемых гру- зов, площадка для формирования слоя установлена с возможностью переме;о щения от привода в горизонтальной со о плоскости, а устройство снабжено неподвижной упорной планкой для грузов, расположенной за площадкой по ходу sl ее перемещения, при этом приспособление для разворота рядов содержит расположенные по диагонали с противоположных сторон от площадки и на одном уровне с ней опорные пластины, каждая из которых выполнена с кольцевым пазом, копиры, каждый из которых установлен со стороны приемного конца площадки, кривошипно-кулисные механизмы, кривошип каждого из которых свободным концом закреплен на соответствующей опорной пластине, а палец расположен в ее
Изобретение относится к строительной промьшшенности, в частности к устройствам, обеспечивающим укладку кирпича в пакет.
Цель изобретения - повьшение сохранности укладываемых грузов.
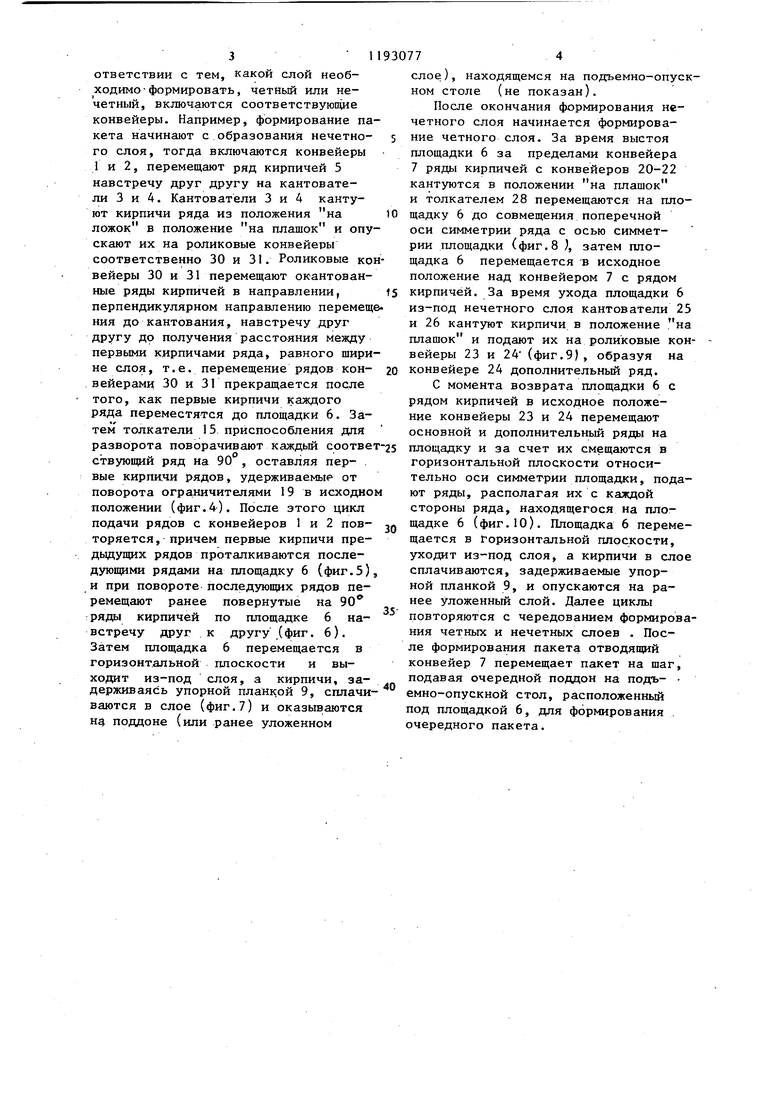
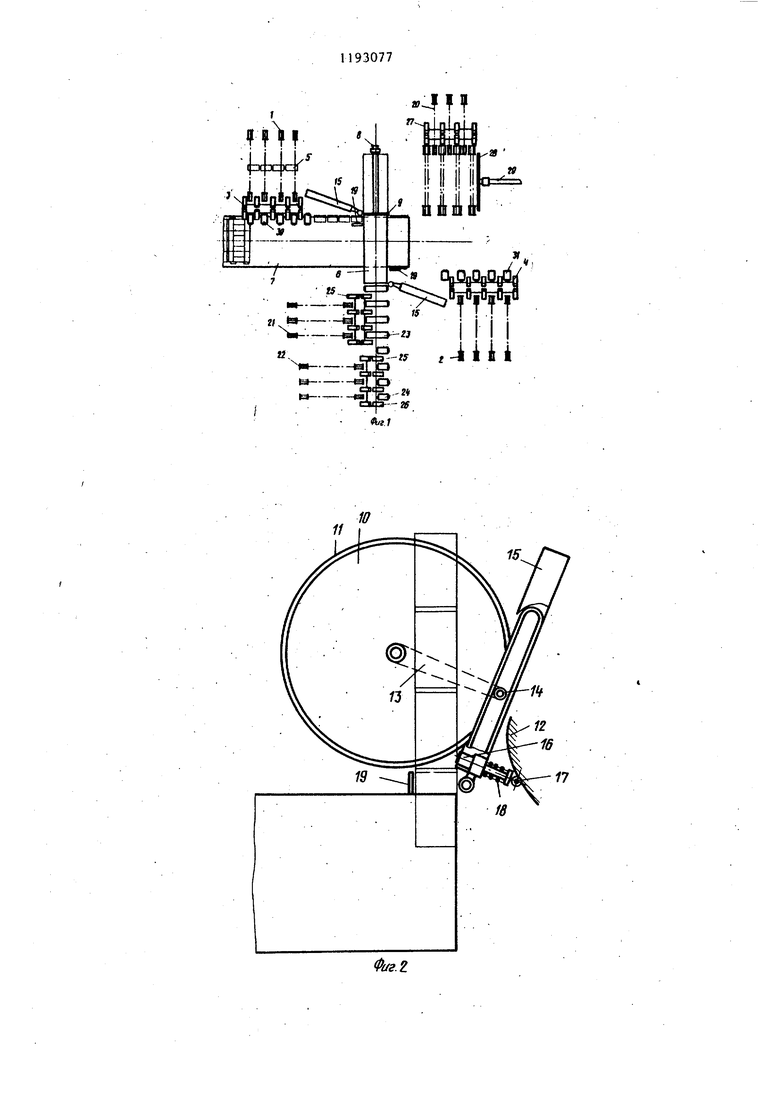
Да фиг.1 показано устройство, вид сверху; на фиг.2 - приспособление для разворота грузов, вид сверху; на фиг.З - схема формирования четного слоя из первых двух рядов; на фиг.4то же после поворота рядов; на фиг.5 - то же и подача последующих двух рядов; на фиг.6 - то же после окончания поворота последующих, двух рядов; на фиг.7 - изображен четный слой; на фиг.8 - схема формирования нечетного слоя; на фиг.9 - то же при подаче; на фиг.10 - сформированный нечетный слой.
Способ формирования пакетов из штучных грузов может быть реализован устройством для формирования пакетов из штучных грузов, содержащим конвейеры 1 и 2 и установленные в конце каждого конвейера кантователи 3 и 4. Конвейеры 1 и 2 и кантователи 3 и 4 осуществляют подачу рядов грузов, в частности кирпичей 5. Конвейеры 1 и 2 расположены с противоположных концов площадки 6 для .формирования слоя, установленной над ОТВРДЯ1ЦИМ конвейером 7 с возможностью перемещения в горизонтальной плоскости от привода 8 в направлении перемещения кирпичей 5 конвейерами 1 и 2..
Площадка 6 для формирования слоя . снабжена неподвижной упорной планкой 9 для кирпичей 5. Устройство содержит также приспособление для разворота рядов, содержащее положенные по диагонали с противоположных сторо от площадки 6 и на одном уровне с ней опорные пластины 10, каждая из которых выполнена с кольцевым пазом
11, копиры 12, каждьш из которых установлен со стороны приемного конца площадки 6, кривощипно-кулисные механизмы, кривощип 13 каждого из которых свободным концом закреплен на соответствующей опорной- пластине 10, а палец 14 расположен в пазу 11, толкатели 15 для грузов, каждый из которых закреплен на соответствующей кулисе с расположением его рабочей поверхности вдоль последней, упор 16 с роликом 17, пружину 18 и ограничители 19 для грузов, каждый из которых закреплен с одной стороны
площадки 6 по ходу перемещения грузов.
Для формирования четного слоя устройство содержит конвейер 20, установленный с расположением его продольной оси, совпадающей с направлением перемещения грузов конвейером 1, конвейеры 21 и 22, установленные с расположением их продольных осей перпендикулярно направлению перемещения грузов конвейером 1 и размещенные со смещением относительно друг друга в горизонтальной плоскости в направлении перемещения площадки 6, роликовые конвейеры 23 и 24,
причем продольная ось конвейера 23 совмещена с осью симметрии площадки 6, совпадающей с направлением перемещения последней, конвейер 24 смещен в горизонтальной плоскости относительно конвейера 23 в пределах ширины площадки 6 на величину, равную длине грузов. Кроме этогоj имеют место кантователи 25-27 рядов и толкатель 28 с приводом ,29. УстройстВО содержит также роликовые конвейеры 30 и 31.
Устройство для формирования пакетов из штучных грузов работает следующим образом.
При наличии кирпичей 5 на конвейерах 1,2,20-22 автоматически, в соответствии с тем, какой слой необходимо -формировать, четный или нечетный, включаются соответствующие конвейеры. Например, формирование пакета начинают с образования нечетного слоя, тогда включаются конвейеры 1 и 2, перемещают ряд кирпичей 5 навстречу друг другу на кантователи 3 и 4 . Кантователи 3 и 4 кантуют кирпичи ряда из положения на ложок в положение на плашок и опускают их на роликовые конвейеры соответственно 30 и 31, Роликовые конвейеры 30 и 31 перемещают окантованные ряды кирпичей в направлении, перпендикулярном направлению перемещения до кантования, навстречу друг другу до получения расстояния между первыми кирпичами ряда, равного ширине слоя, т.е. перемещение рядов конвейерами 30 и 31 прекращается после того, как первые кирпичи каждого ряда переместятся до площадки 6. Затем толкатели 15. приспособления для разворота поворачивают каждый срответ ствующий ряд на 90 , оставляя пер- . вые кирпичи рядов, удерживаемые от поворота ограничителями 19 в исходно положении (фиг.4-). После этого цикл подачи рядов с конвейеров 1 и 2 повторяется, причем первые кирпичи предыдущих рядов проталкиваются последующими рядами на площадку 6 (фиг.5) и при повороте последующих рядов перемещают ранее повернутые на 90 ряды кирпичей по площадке 6 навстречу друг к другу (фиг. 6). Затем площадка 6 перемещается в горизонтальной плоскости и выходит из-под слоя, а кирпичи, задерживаясь упорной планкой 9, сплачиваются в слое (фиг.7) и оказываются н поддоне (или ранее уложенном
слое), находящемся на подъемно-опускном столе (не показан).
После окончания формирования нечетного слоя начинается формирование четного слоя. За время выстоя площадки 6 за пределами конвейера 7 ряды кирпичей с конвейеров 20-22 кантуются в положении на плашок и толкателем 28 перемещаются на площадку 6 до совмещения поперечной оси симметрии ряда с осью симметрии площадки (фиг. 8 ), затем площадка 6 перемещается в исходное положение над конвейером 7 с рядом кирпичей. За время ухода площадки 6 из-под нечетного слоя кантователи 25 и 26 кантуют кирпичи в положение на плашок и подают их на роликовые конвейеры 23 и 24 (фиг.9), образуя на конвейере 24 дополнительный ряд.
С момента возврата площадки 6 с рядом кирпичей в исходное положение конвейеры 23 и 24 перемещают основной и дополнительный ряды на площадку и за счет их смещаются в горизонтальной плоскости относительно оси симметрии площадки, подают ряды, располагая их с каждой стороны ряда, находящегося на площадке 6 (фиг.10). Площадка 6 перемещается в Горизонтальной плоскости, уходит из-под слоя, а кирпичи в слое сплачиваются, задерживаемые упорной планкой 9, и опускаются на ранее Уложенный слой. Далее циклы повторяются с чередованием формирования четных и нечетных слоев . После формирования пакета отводящий конвейер 7 перемещает пакет на шаг, подавая очередной поддон на подъ- емно-опускной стол, расположенный под площадкой 6, для формирования очередного пакета.
ff
cf
Фиг. if
iSE
i8§ll
(I (2 IS KB 3Sli
Фиг.9
Фиг fO
| Автомат-пакетировщик фирмы | |||
| КЕЛЛЕР, ФРГ, черт | |||
| Ультразвуковой прибор контроля химико- ТЕХНОлОгичЕСКиХ пРОцЕССОВ | 1979 |
|
SU838551A1 |
