1
Изобретение относится к области погрузо-разгрузочных работ, в частности огнеупорного кирпича, и может быть использовано в огнеупорной и строительной промышленности.5
Известен способ укладки штучных изделий в пакет, преимуш,ественно кирпича, включаюш,ий создание непрерывного потока одинаково ориентированных изделий, последовательное кантование изделий это- Ю го потока в положение «на плашку, формирование рядов из скантованных изделий, слоев изделий с окнами для лап грузового захвата и без окон и укладку сформированных слоев в пакет с прокладками 1. 15
Однако в этом потоке по технологическим требованиям на укладку пакета осуш,ествляется поштучно поворот определенного количества изделий, не нарушая потока, причем ориентация изделий происхо- 20 дит дважды, что снижает производительность транспортной линии.
Недостатком способа является также необходимость поштучного счета изделий и ориентации каледого изделия в соответст- 25 ВИИ с программой укладки пакета.
Такой способ может быть осуществлен транспортной линией новой конструкции, содержащей грузонесущие конвейеры, уст- ройство для ориентации изделий во время зо
их перемещения, магазины для прокладок и порожних поддонов, накопители рядов, устройство для формирования слоев, переносчик сформированного слоя и механизм для отвода груженых поддонов.
Цель изобретения - ускорение процесса формирования пакета изделий.
Для этого перед формированием рядов скантованные «на плашку изделия разделяют на два потока, ориентируют изделия в одном из этих потоков вдоль него, в другом - поперек, отделяют короткие или длинные ряды изделий из этих потоков, а слои изделий, сформированные из длинных рядов, поворачивают на 90° относительно слоев, сформированных из коротких рядов.
Известная транспортная линия снабжена устройством для разделения потока перемещаемых изделий, содержащим смонтированные параллельно друг другу роликовые конвейеры, угловбй конвейер и распределитель, сопрягающие роликовые конвейеры с одним из грузонесущих конвейеров, а переносчик слоя содержит тележку, установленную на подвесных путях, расположенных параллельно роликовым конвейерам, и закрепленный на ней поворотный вокруг вертикальной оси захватный орган. Кроме того, распределитель содержит раму, на которой смонтированы приводные ролики
и подъемно-опускные приводные диски, расположенные между упомянутыми роликами, а устройство для ориентации изделий во время их перемещения содержит угловой конвейер и роликовый конвейер, снабженный сталкивателем, сопрягающие грузонесущие конвейеры.
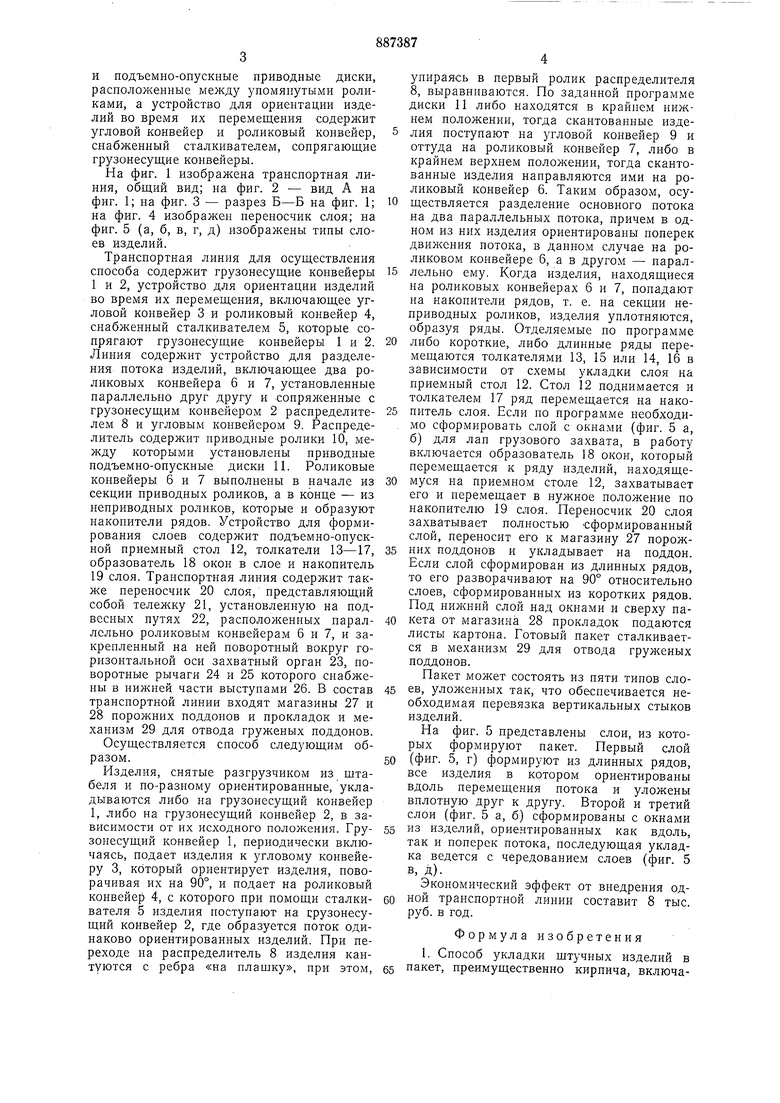
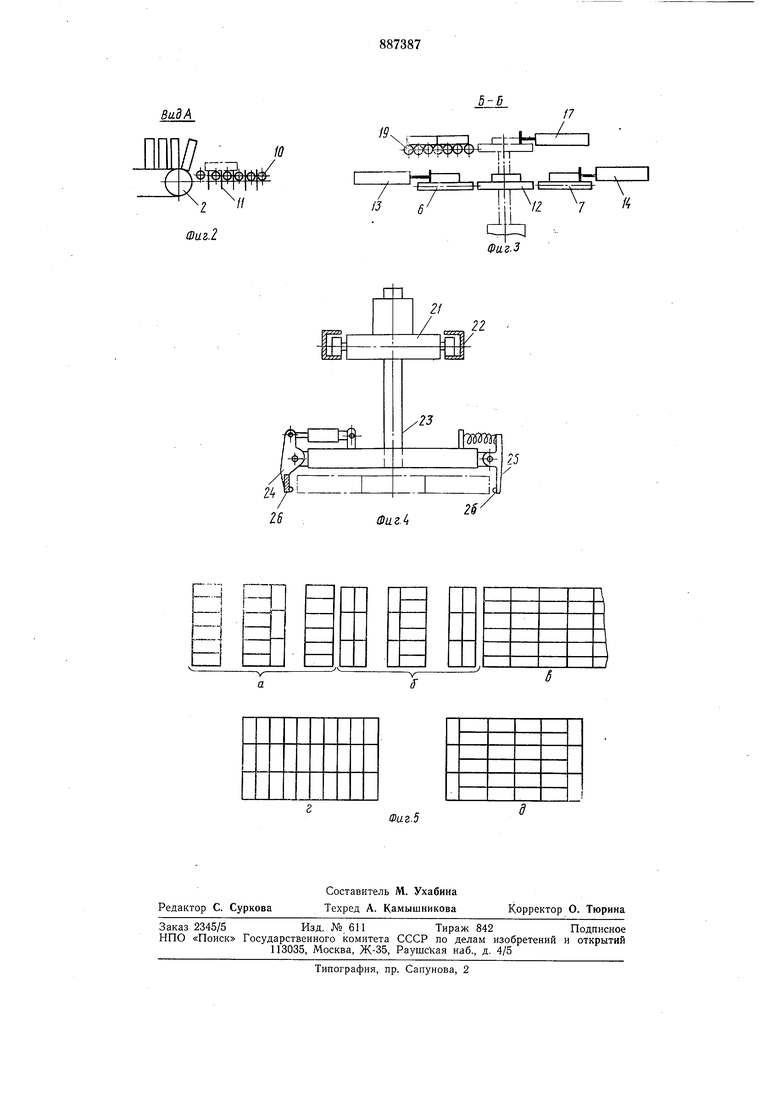
На фиг. I изобрал ена транспортная линия, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 изображен переносчик слоя; на фиг. 5 (а, б, в, г, д) изображены типы слоев изделий.
Транспортная линия для осуществления способа содержит грузонесущие конвейеры 1 и 2, устройство для ориентации изделий во время их перемещения, включающее угловой конвейер 3 и роликовый конвейер 4, снабженный сталкивателем 5, которые сопрягают грузонесущие конвейеры 1 и 2. Линия содержит устройство для разделения потока изделий, включающее два роликовых конвейера 6 и 7, установленные параллельно друг другу и сопрял енные с грузонесущим конвейером 2 распределителем 8 и угловым конвейером 9. Распределитель содержит приводные ролики 10, между которыми установлены приводные подъемно-опускные диски 11. Роликовые конвейеры 6 и 7 выполнены в начале из секции приводных роликов, а в конце - из неприводных роликов, которые и образуют накопители рядов. Устройство для формирования слоев содержит подъемно-опускной приемный стол 12, толкатели 13-17, образователь 18 окон в слое и накопитель 19 слоя. Транспортная линия содержит также переносчик 20 слоя, представляющий собой тележку 21, установленную на подвесных путях 22, расположенных параллельно роликовым конвейерам 6 и 7, и закрепленный на ней поворотный вокруг горизонтальной оси захватный орган 23, новоротные рычаги 24 и 25 которого снабжены в нижней части выступами 26. В состав транспортной линии входят магазины 27 и 28 порожних поддонов и прокладок и механизм 29 для отвода груженых поддонов.
Осуществляется способ следующим образом.
Р1зделия, снятые разгрузчиком из щтабеля и по-разному ориентированные, укладываются либо на грузонесущий конвейер 1, либо на грузонесущий конвейер 2, в зависимости от их исходного положения. Грузонесущий конвейер 1, периодически включаясь, подает изделия к угловому конвейеру 3, кбторый ориентирует изделия, поворачивая их на 90°, и подает на роликовый конвейер 4, с которого при помощи сталкивателя 5 изделия поступают на срузонесущий конвейер 2, где образуется поток одинаково ориентированных изделий. При переходе на распределитель 8 изделия кантуются с ребра «на плашку, при этом,
упираясь в первый ролик распределителя 8, выравниваются. По задапной программе диски И либо находятся в крайнем нижнем ноложении, тогда скантованные издеЛИЯ поступают на угловой конвейер 9 и оттуда на роликовый конвейер 7, либо в крайнем верхнем положении, тогда скантованные изделия направляются ими на роликовый конвейер 6. Таким образом, осуществляется разделение основного потока на два параллельных потока, причем в одном из них изделия ориентированы поперек движения потока, в данном случае на роликовом конвейере 6, а в другом - параллельно ему. Когда изделия, находящиеся на роликовых конвейерах 6 и 7, попадают на накопители рядов, т. е. на секции неприводных роликов, изделия уплотняются, образуя ряды. Отделяемые по программе
либо короткие, либо длинные ряды перемещаются толкателями 13, 15 или 14, 16 в зависимости от схемы укладки слоя на приемный стол 12. Стол 12 поднимается и толкателем 17 ряд перемещается на накопитель слоя. Если но программе необходиМО сформировать слой с окнами (фиг. 5 а,
б) для лап грузового захвата, в работу
включается образователь 18 окон, который
перемещается к ряду изделий, находящемуся на приемном столе 12, захватывает его и перемещает в нужное положение по накопителю 19 слоя. Переносчик 20 слоя захватывает полностью сформированный слой, переносит его к магазину 27 порожних поддонов и укладывает на поддон. Если слой сформирован из длинных рядов, то его разворачивают на 90° относительно слоев, сформированных из коротких рядов. Под нилший слой над окнами и сверху пакета от магазина 28 прокладок подаются листы картона. Готовый пакет сталкивается в механизм 29 для отвода грул ;еных поддонов. Пакет может состоять из пяти типов слоев, уложенных так, что обеспечивается необходимая перевязка вертикальных стыков изделий.
На фиг. 5 представлены слои, из которых формируют пакет. Первый слой
(фиг. 5, г) формируют из длинных рядов, все изделия в котором ориентированы вдоль перемещения потока и уложены вплотную друг к другу. Второй и третий слои (фиг. 5 а, б) сформированы с окнами
из изделий, ориентированных как вдоль, так и поперек потока, последующая укладка ведется с чередованием слоев (фиг. 5 в, д). Экономический эффект от внедрения одной транспортной линии составит 8 тыс. руб. в год.
Формула изобретения
1. Способ укладки штучных изделий в пакет, преимущественно кирпича, включающий создание непрерывного потока одинаково ориентированных изделий, последовательное кантование изделий этого потока в положение «на плашку, формирование рядов из скантованных изделий, слоев изделий с окнами для лап грузового захвата и без окон и укладку сформированных слоев в пакет с прокладками, отличающийся тем, что, с целью ускорения процесса формирования пакета изделий, перед формированием рядов скантованные «па плашку изделия разделяют на два потока, ориентируют изделия в одном из этих потоков вдоль него, в другом - поперек, отделяют короткие или длинные ряды изделий из этих потоков, а слои изделий, сформированные из длинных рядов, поворачивают на 90° относительно слоев, сформированных из коротких рядов.
2. Транспортная линия для осуществления способа по п. 1, содержащая грузонесущие конвейеры, устройство для ориентации изделий во время их перемещения, магазины для прокладок и порожних поддонов, накопители рядов, устройство для формирования слоев, переносчик сформированного слоя и механизм для отвода груженых поддонов, отличающаяся тем, что она снабжена устройством для разделения потока перемещаемых изделий, содержащим смонтированные параллельно друг другу роликовые конвейеры, угловой конвейер и распределитель, сопрягающие роликовые конвейеры с одним из грузопесущих конвейеров, а переносчик слоя содержит телел ;ку, установленную на подвесных путях, расположенных параллельно роликовым конвейерам, и закрепленный на ней поворотный вокруг вертикальной оси захватный орган.
3.Транспортная линия по п. 2, отличающаяся тем, что распределитель содержит раму, на которой смонтированы приводные ролики и подъемно-опускные приводные диски, расположенные между упомянутыми роликами.
4.Транспортная линия по п. 2, отличающаяся тем, что устройство для ориентации изделий во время их перемещения содерлсит угловой конвейер и роликовый конвейер, снабженный сталкивателем, сопрягающие грузонесущие конвейеры.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2526554/11, кл. В 65G 57/24, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| Устройство для формирования слоя прямоугольных изделий | 1986 |
|
SU1500589A1 |
| Укладчик листов в пакеты на поддоны | 1979 |
|
SU821356A1 |
| Устройство для формирования пакетов изделий | 1983 |
|
SU1133200A1 |
| Устройство для формирования кирпича пакетами типа "елка | 1981 |
|
SU952609A1 |
| Устройство для укладки в пакет изделий | 1985 |
|
SU1298164A1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Устройство для укладки в пакет металлических чушек | 1974 |
|
SU611834A2 |
| Машина для формирования штабеля штучных грузов | 1980 |
|
SU935413A1 |
8и.дА
5-6
/4
Фаг.З
23
тж
Фиг.
