Изобретение относится к автоматам, приме емым в промышленности строи- тельньх материалов, в частности к пак.ёто- фарммрующим машинам для разгрузки обожж энного кирпича с печных вагонеток и формирования транспортного пакета.
Це. ью изобретения является повышение степени сохранности изделий.
Линия, реализующая способ формирования пакета изделий прямоугольной формы поясняется чертежами. На фиг. 1
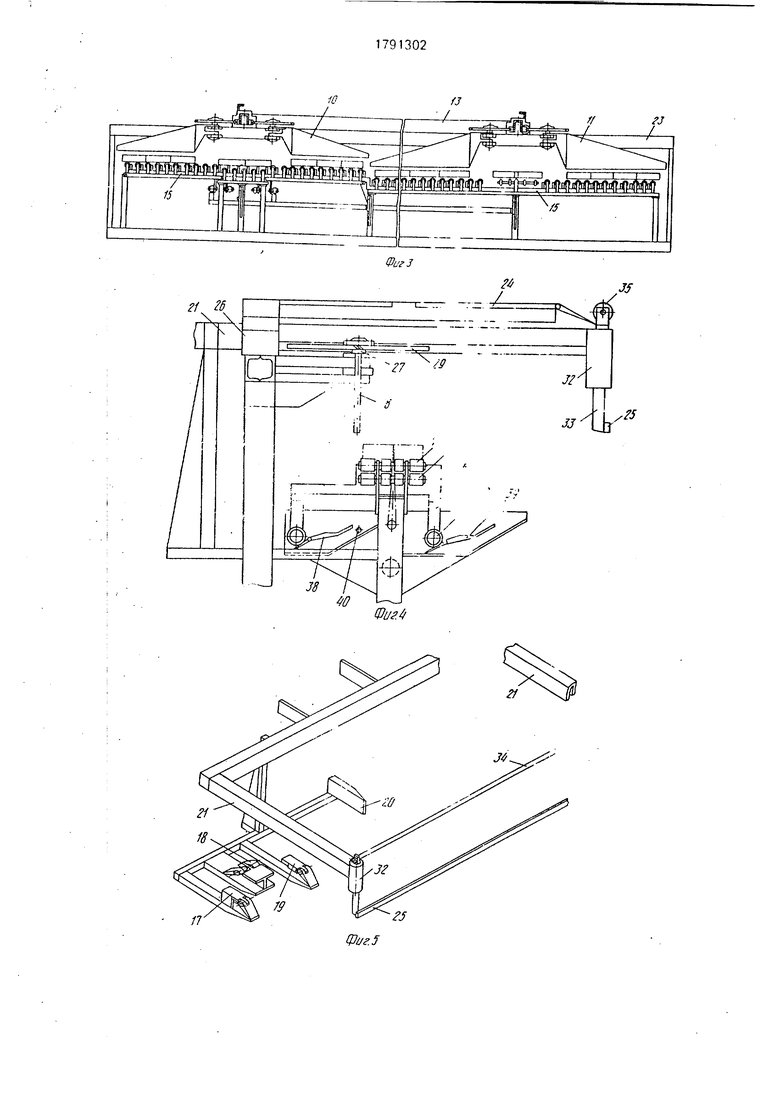
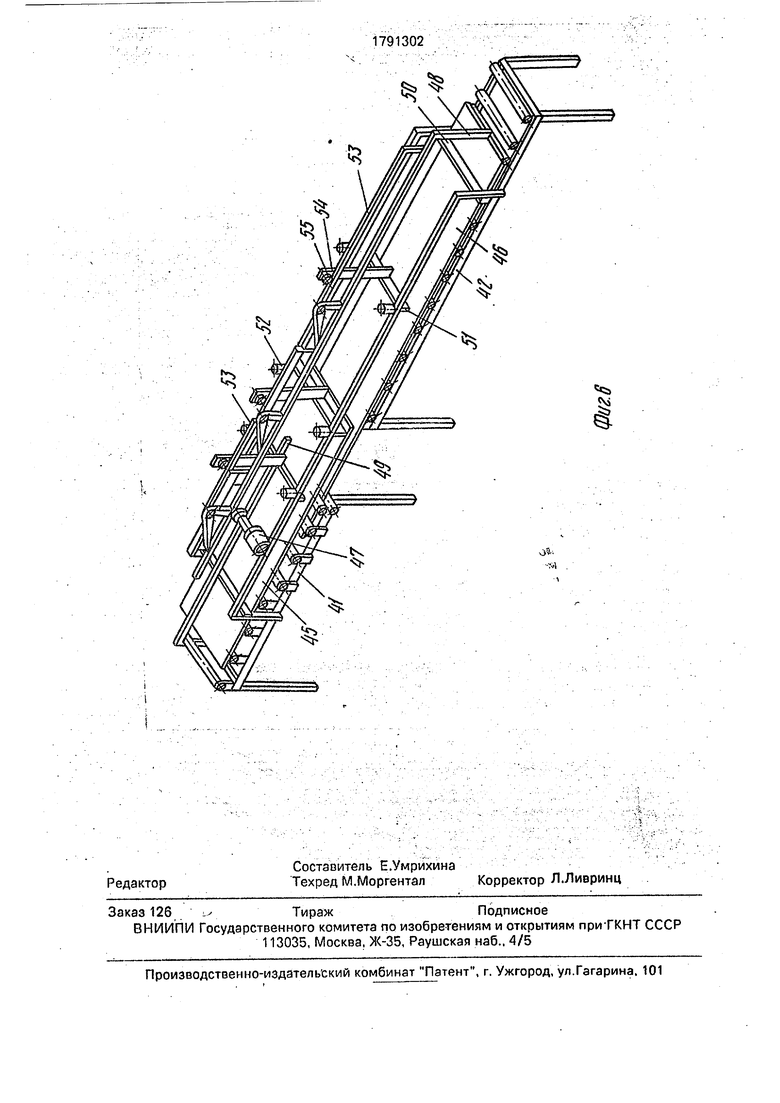
показана схема формирования карт нечетного и четного слоя пакета: на фиг. 2 - схема линии, реализующей способ формирования транспортного пакета; на фиг. 3 - формирователь карт, вид спереди; на фиг. 4 - то же, вид сбоку; на фиг. 5 - общий вид каретки; на фиг. 6 - общий вид формирователя пакета. s. Линия формирования карт транспортного пакета состоит из разгрузчика (не показан), приемных конвейеров 1 и 2 продольной подачи нечетного и четного ело%| ю
со о
NJ
ев, кантователей 3 и 4, формирователи слоев, состоящие из рольгангов 5, 6, 7, 8 и 9, поворотных лопастей 10,11 и устройства 12 укладки слоев в пакет, каретки 13, конвейера 14, гребенчатой платформы 15, площадки 16 возврата изделий. Над конвейерами 1,2, смонтирован портал с горизонтальными направляющими, на которых установлена каретка 13.
Каретка 13 выполнена в виде пространственной рамы с копирами 17, 18, 19 и 20 и ползунами 21.
К пространственной раме 22 каретки 13 присоединена поперечина 23, к которой присоединены: копиры 24 толкателя 25, горизонтальные направляющие 26 ползунов 21 каретки 13 и вертикальные оси 27 с лопастями 28 формирователя карт и шестернями 29, кинематически связанными с кривошип- но-шатунным механизмом 30 посредством реек 31 ползунов 21 каретки 13. Понзуны каретки снабжены направляющими 32, прикрепленными вертикально на их концах.
Толкатель 25 выполнен в виде планки, прикрепленной к штокам 33 направляющих 32 ползунов 21. Штоки соединены межм собой осью 34, на концах которой - лены ролики 35 с возможностью взаимо/ ствия с копирами рамы при холостом хо..:в толкателя 25.
Гребенчатая платформа 1C выполнена с опорными стойками 36, снабженными роли ками 37, размещенными в копирах 39 рамы формирователя карт, Копир 38 снабжен упором 40 фиксирования платформы 15 в крайнем верхнем положении. Последняя кинематически связана с пространственной кареткой, например, гибким элементом, не показанным на чертеже.
Устройство 12 укладки слоев в пакет выполнено в виде пространственной рамы, состоящей из двух частей 41 и 42, установленных на разных уровнях и объединенных жестко по бокам П-образными элементами, снабженными вертикальными направляющими.
На обоих частях 41 и 42 рамы подвижно установлены.соответственно платформы 45 и 46, кинематически связанные с приводом 47 посредством стоек 48 с жестко прикрепленными к ним зубчатыми рамками 49,
Устройство 12 снабжено неподвижными 50 и подвижными 51 упорными планка- ми: Последние смонтированы с возможностью перемещения вверх в направляющих 52 и взаимосвязаны с копирами 53 посредством стойки 54 с роликом 55. Площадка 16 возврата изделий установлена с возможностью качания в горизонтальной плоскости.
Линия, реализующая способ формирования пакета изделий, работает следующим образом.
Изделия из четырех штабелей 56 слоями снимают с. печной вагонетки 57, переме щают в направлении перпендикулярном движении вагонетки и вразброс укладывают на приемные конвейеры 1 и 2, которые под ают их единичными дискретными рядами на
0 полки кантователей верхнего уровня 3 и нижнего уровня 4 для укладки на плашок. Кантователь 3 укладывает крайние изделия ряда на рольганг 5 и 6, а средние - на цепи конвейера 14. Кантовзтель 4 укладывает из5 делия ча гребенчатую платформу 15.
Рольганги 5 и 6 рэсходяще уносят изделия поперек потока до упоров (не показаны). а конвейер 14 и платформа 15 перемещают изделия на шаг вдоль потока. Затем повто0 ргют укладку на плашок очередного поступления.
Четырехкратным повторением укладки :-гонс елем 3 нижнего уровня на плавок ма рольгангах 5 и 6 накапливают груп . пы из крайних изделий, расположенных в ряд, примыкающих тычковой стороной друг к другу, а на конвейере 14 в это время накапливают ряды изделий, примыкающих лотковой стороной. Двукратным повторе-0 нием укладки на плашок рольганги 7, 8 и 9 входят во взаимодействие с копиром 18, снимают с гребенчатой платформы 15 изделия и расходяще от середины перемещают поперек потока в зону формирования эле5 ментов карт. Затем кантователем повторяют укладку дважды на плашок при этом рольганги 7 и 8, взаимодействуя с копирами 17 и 19 снимают крайние пары изделий с гребенчатой платформы 15 и уносят попе0 рек потока до соприкосновения тычковой стороной с предыдущими изделиями.
Далее платформа 15 снимает изделия с рольгангов 5,6 четной карты и 7, 8 нечетной карты, перемещает в направлении потока
5 на один шаг и поднимает до крайнего верхнего положения. А конвейер 14 перемещает изделия в направлении потока в зону формирования карт и останавливает ряды вразброс.
0При рабочем ходе формирователей слоев лопасти 28 встречным радиальным движением сталкивают изделия с гребенчатой платформы 15 и вводят их в зону формирования карт. Одновременно лопасти форми5 рователя нечетного слоя, вводя изделия в зону формирования карт, перемещением подают к середине изделия, ранее поданные конвейером 14 вразбросгвыстраивают их в ряд ложковым примыканием и формируют карту нечетного ряда. Лопасти формироваУеля четного слоя, вводя группы изделий в зону формирования карт, совмещают их тычковой стороной с ложковой центрально расположенных изделий и формируют карту четного ряда.
При возвратном движении формирователей карт ролики 35 на оси 34 выходят из взаимодействия с копирами 24 и толкатель 25 в это время сталкивает нечетную карту на платформу 46, четную - на платформу 45. Последние, двигаясь в противоположных напрг влениях принимают на себя карты изделий, перемещающиеся перпендикулярно им и при помощи неподвижных упоров 50 сплачивают карты, располагая их с заданной о эиентацией.
Пэи рабочем ходе платформы 46 и 47 ветре шым движением перемещают сформированные карты поперек сталкиванию и при помощи копиров 53 и вертикально подвижных упоров 51 укладывают изделия карты; четного ряда на изделия нечетного ряда ik оба ряда опускает на поддон.
Во время возвратного хода толкателя 25 платформа 16 возвращается назад с двумя изделиями для использования их при формировании последующей четной карты.
Формула изобретения
1. Способ формирования пакета изделий прямоугольной формы, преимущественно подаваемого с печных вагонеток кирпича, включающий порядную подачу об- друг к другу тычковыми гранями изделий, кантование их на плашок, фор- миров ание карт нечетных и четных слоев с осуществлением в последних встречного поворота групп изделий на 90° в горизонтальной плоскости до совмещения ложко- вых. граней поворачиваемых изделий, сплачйвание изделий в слоях и последующую укладку слоев друг на друга, отличающийся тем, что, с целью повышения степени сохранности изделий, карту нечетного Слоя формируют путем разведения в противоположные стороны крайних изделий каждого подаваемого ряда и смещения вперед его средних изделий, повторяют эти операции не менее четырех раз, совмещая крайние изделия предыдущего и последующего рядов по тычковым граням, а средние изделия - по ложковым с образованием первыми двух новых рядов, а последними - строки, затем вновь образованные ряды поворачивают навстречу друг другу на 90° в горизонтальной плоскости до прилегания соответствующих ложковых граней изделий этих рядов к точковым граням изделий строки, а карту четного слоя формируют путем
сплачивания двух рядов с совмещением ложковых граней изделий и последующим разведением в противоположные стороны первой и левой половин сплоченных рядов. 5 повторяют сплачивание следующих двух рядов, разведение в противоположные стороны крайних изделий до совмещения их тычковых граней с тычковыми гранями, разведенных ранее, после чего осуществляют
0 упомянутый встречный поворот групп этих изделий на 90° и последующее смещение вперед оставшихся средних изделий до прилегания ложковых граней изделий первого из двух рядов к тычковым граням поверну5 тых изделий.
2. Способ по п. 1. о т ли ч а ю щ и и с я тем, что карты четного слоя формируют параллельным картам нечетного слоя потоком, уровень Которйго прё вь1шаёт уровень
0 последнего на высоту более толщины изделия.
3- Линия для формирования пакета изделий прямоугольной формы, содержащая параллельно смонтированные конвейеры
5 продольной подачи нечетного и четного слоев соответственно, размещенный над ними портал с ориентированными перпендикулярно конвейерам горизонтальными направляющими, на которых установлена
0 каретка, несущая раму с подъемно-опускными приспособлениями для захвата рядов изделий, смонтированное за конвейерами устройства укладки слоев в пакет, сплачивающие приспособления и подъемно-опуск5 ную платформу для размещения пакета, о т- личающаяся тем, что она снабжена формирователями карт нечетного и четного слоев, представляющими собой установленные в зоне начальных участков конвейе0 ров перпендикулярно последним с обеих сторон от них горизонтальные гребенчатые платформы и рольганги, связанные кинематически с упомянутой рамой, первые - с возможностью вертикального и горизон5 тального перемещений, вторые - с возможностью перемещения в вертикальной плоскости, и закрепленные на раме посредством вертикальных осей над первым и вто- рым конвейерами пары поворотных
0 лопастей, при этом рольганг и гребенчатая платформа формирователя карт нечетного слоя включают в себя два, состыкованных с боковыми торцами соответствующего конвейера продольной подачи изделий участка,
5 а рольганг и гребенчатая платформа формирователя карт четного слоя - три участка, два из которых состыкованы с боковыми торцами конвейера продольной подачи, а третий, размещенный между ними, пересекает зону действия последнего.
4. Линия по п.З, отличающаяся тем, что несущие поверхности конвейера продольной подачи рольганга и гребенчатой платформы формирователя карт четного слоя размещены выше несущих поверхностей аналогичных узлов формирователя карт нечетного слоя, а устройство укладки слоев в пакет представляет собой раму, на которой закреплены ориентированные перпендикулярно конвейерам продольной подачи слоев двухъярусные направляющие, несущие на каждом ярусе по каретке с платформой приема соответственно четного и нечетного слоев, при этом каретки кинематически связаны между собой с возможностью перемещения во взаимно противоположных направлениях.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования на поддоне прямоугольного пакета кирпичей по схеме "елочка | 1988 |
|
SU1713873A1 |
| Устройство для съема кирпича с прессаи уКлАдКи ЕгО HA зАпАРОчНую ВАгОНЕТКу | 1978 |
|
SU814757A1 |
| Способ формирования пакетов из штучных грузов и устройство для формирования пакетов из штучных грузов | 1983 |
|
SU1193077A1 |
| Машина для кладки кирпича | 1974 |
|
SU962551A1 |
| СПОСОБ УКЛАДКИ СЫРЦОВОГО КИРПИЧА В ПАКЕТЫ ДЛЯ ОБЖИГА И БЕСПОДДОННОЙ ТРАНСПОРТИРОВКИ | 1986 |
|
SU1482350A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1988 |
|
SU1519886A1 |
| Установка для многопакетной садки керамических изделий на печную вагонетку | 1983 |
|
SU1131656A1 |
| Установка разгрузки и пакетирования кирпича | 1987 |
|
SU1482803A1 |
| Устройство для формирования садки изделий | 1980 |
|
SU939215A1 |
| Устройство для выгрузки керамических изделий из шахтной печи | 2017 |
|
RU2654223C1 |

Использование: изобретение относится к области производства строительных материале в и, в частности, может быть использовано при разгрузке кирпича с печных вагонеток в процессе пакетирования обожженного кирпича. Сущность изобретения: согласно изобретению формирование карт слоев осуществляют двумя параллельными .токами, которые затем сходятся в зоне Нормирования пакета. С печной вагонетки кирпичи снимают ряда ми по четыре штуки. Крайние изделия ряда нечетного слоя подают на рольганги, средние изделия ряда - на конвейер. Для образования четного слоя ряды группируют попарно и крайние изделия парных рядов подают на рольганТй. При накоплении на рольгангах по четыре изделия, образовавших новые ряды, их лопастями поворачивают навстречу друг другу до прилегания к изделиям сдвоенной строки, образовавшейся на конвейере. При накоплении на рольгангах сдвоенных рядов их лопастями поворачивают навстречу друг другу до прилегания, а оставшиеся кирпичи средней части толкателем перемещают на площадку, откуда передние переходят в формируемую карту четного слоя, задние - отстают и перейдут в карту следующего Слоя. Сформированные карты передаются и укладываются ,в пакет. 2 с.п. ф-лы; 2 з.п. ф-лы, б ил. (Л С
из:
Ј &.
ZJ.t.S
a
Фиг.
.2.3,4,5
e,7,Sj
| Алмазный сегментный отрезной круг с межсегментными прорезями | 1983 |
|
SU1133077A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
