со со Изобретение относится к трубному производству, в частности к термиче кой обработке труб большого диаметра. Цель изобретения - повышение рав номерности охлаждения. Способ осуществляют следующим об разом. Трубе, нагретой до 880-960 С, пр дают вращательное и поступательное движение и вводят ер в зону охлажде ния. Охладитель подают на внешнюю поверхность трубы с пстощью форсунок, обеспечивающих формирование плоских веерообразных струй. Струи относительно трубы подают так, что их оси образуют с осью трубы увеличивающийся от 45 до 80° по ходу перемещения, трубы угол, 4 угол поворота плоскости струй к поперечному сечению трубы устанавливают увеличиваю1цимся от 3 до 45°. При этом увеличение угла наклона струи осуще ствляют пропорционально увеличению угла поворота их плоскости. Пример. Трубы диаметром . 1020 мм из стали 17F1C охлаждали по предлагаемому и известному способам. Параметры подачи струй, расход охладителя и результаты механических испытаний, этих двух способон охлаждения, приведены в таблице, где 0, и - углы между осью струй i и осью трубы соответственно в начале и в конце зоны охлаткдения, , и /5.углы поворота плоскости струй к поперечному сечению трубы соответственно в начале и в йонце зоны охлаждения . Как видно из приведенных в таблице данных, использование предлагаемого способа охлаждения позволяет значительно уменьшить разброс предела прочности (более, чем на 40%), что свидетельствует о повышении равномерности охлаждения. Способ позволяет наиболее рационально использовать охладитель при термообработке труб большого диаметра. Его можно использовать также при охлаждении труб после ихпрокатки на трубных станах горячей прокатки.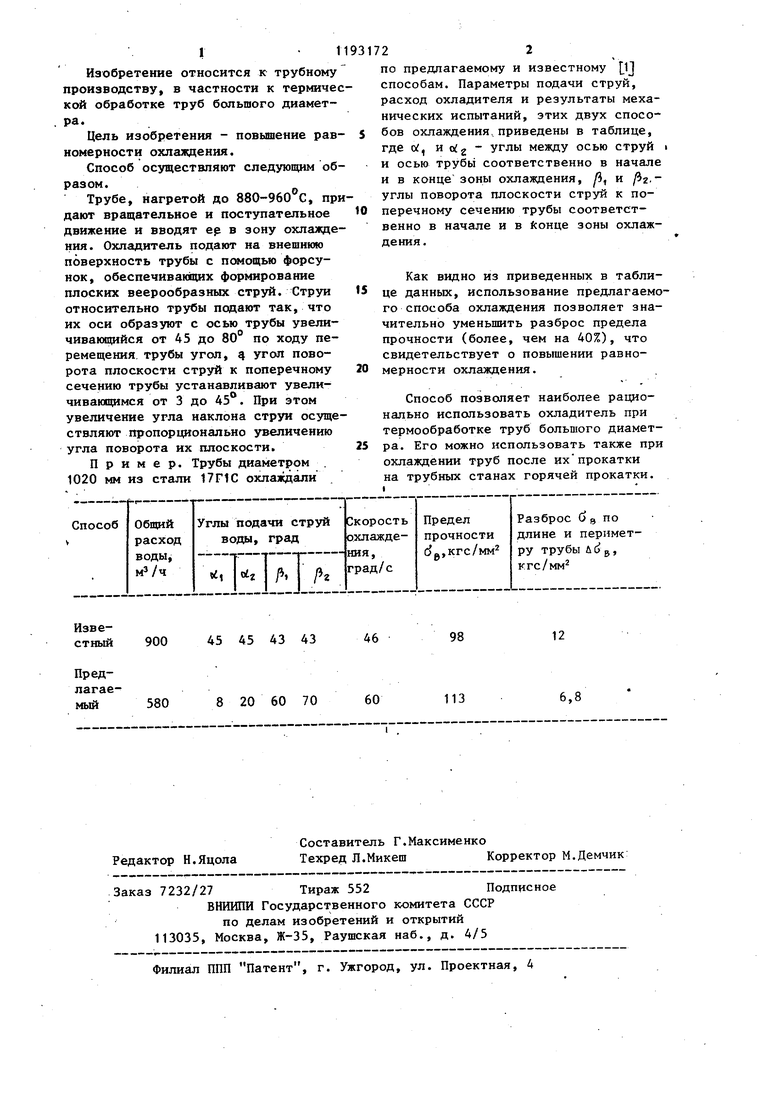
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| Способ охлаждения слябов большой ширины | 1986 |
|
SU1400771A1 |
| Устройство для охлаждения проката | 1990 |
|
SU1788979A3 |
| Способ термообработки сварного шва прямошовных электросварных труб | 1989 |
|
SU1666554A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU980884A1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2011 |
|
RU2457052C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ТРУБ | 2005 |
|
RU2291905C1 |
| ШАХТНАЯ ГАЗОВАЯ ПЕЧЬ ДЛЯ ОБЖИГА КУСКОВОГО МАТЕРИАЛА | 2005 |
|
RU2298140C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
Известный 900 45 45 43 43
Предлагае8 20 60 70 мый 580
12
98
6,8
113
