Известны станки для развертки конца трубчатого стеклянного изделия, вынолненные в виде транспортера, несущего стеклоизделия, и снабженные прижимными роликами для вращения стеклоизделий, горелками и развертками для размягчения, стекла и развертки его.
Недостатком этих станков является загрузка и нодача вручную стеклоизделий к горелкам и к развертке.
Описываемый станок устраняет этот недостаток, так как транспортер выполнен в виде многопарных ступенчатых консольных валиков и снабжен толкателями, передвигающими стеклоизделие в процессе его обработки.
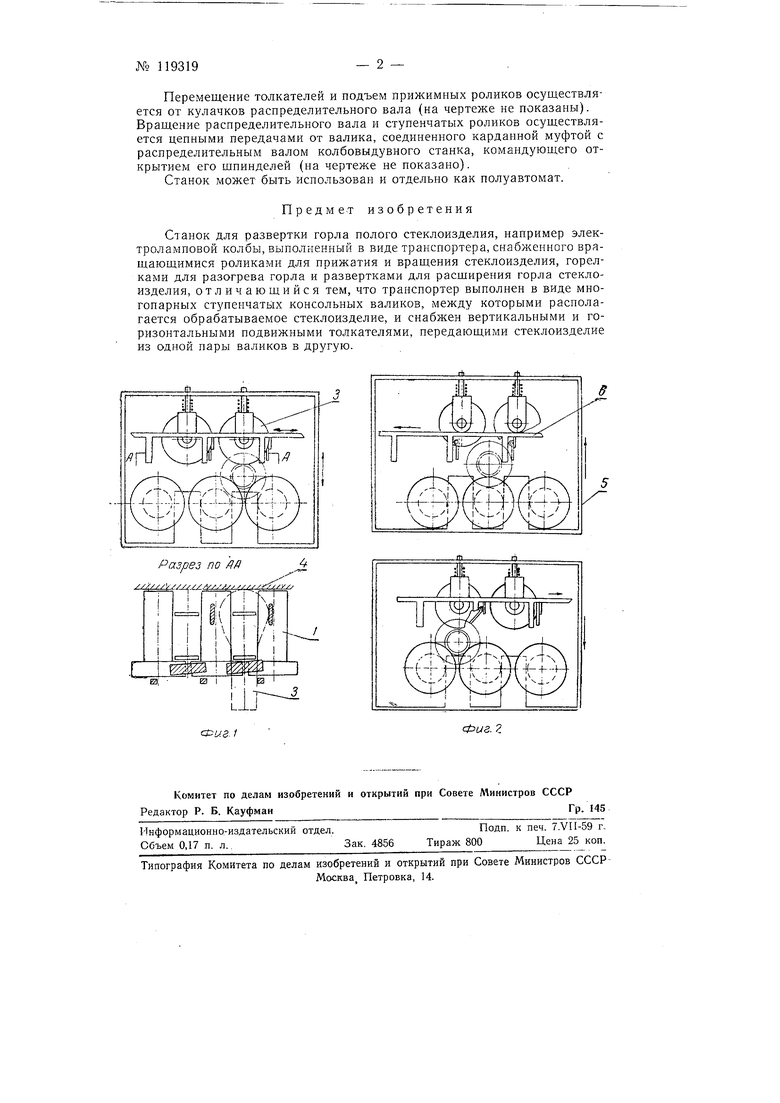
На фиг. 1 изображен предлагаемый станок; на фиг. 2 - боковой вид станка в различных стадиях работы.
Станок представляет собой многопарный валковый транспортер, составленный из ступенчатых консольных валиков /, над которыми монтированы вращающиеся ролики 2 для прижатия и вращения обрабатываемого стеклоизделия 3. Эти ролики находятся под некоторым углом к оси стеклоизделия и потому проталкивают его до упора 4.
Между впадинами ступенчатых валиков проходит вертикальный толкатель 5, который поднимает стеклоизделие на уровень верхней образующей ступенчатых валиков и перемещает его к впадине второй пары ступенчатых валиков горизонтальным толкателем 6.
Вместе с подъемом вертикальных толкателей поднимаются и прижимные ролики.
При опускании вертикального толкателя вниз стеклоизделие входит во впадину второй пары валиков и прижимается роликом, а горизонтальные толкатели беспрепятственно возвращаются в исходное положение.
Станок снабжен горелками и разверткой (на чертеже не показаны). В зависимости от вида и габаритов стеклоизделия количество парных валиков может быть различным. Так, станок для развертки горла электроколбы имеет семь пар валиков. На 1-й паре валиков идет загрузка колбы; на 2-й, 3-й, 4-й - разогрев колбы; на 5-й - развертка колбы; на 6-й паре валиков - остывание колб.
Перемещение толкателей и подъем прижимных роликов осуществляется от кулачков распределительного вала (на чертеже не показаны). Вращение распределительного вала и ступенчатых роликов осуществляется цепными передачами от валика, соединенного карданной муфтой с распределительным валом колбовыдувного станка, командующего открытием его щпинделей (на чертеже не показано).
Станок может быть использован и отдельно как полуавтомат.
Предмет изобретения
Станок для развертки горла полого стеклоизделия, например электроламповой колбы, выполненный в виде транспортера, снабженного вращающимися роликами для прижатия и вращения стеклоизделия, горелками для разогрева горла и развертками для расширения горла стеклоизделия, отличающийся тем, что транспортер выполнен в виде многопарных ступенчатых консольных валиков, между которыми располагается обрабатываемое стеклоизделие, и снабжен вертикальными и горизонтальными подвижными толкателями, передающими стеклоизделие из одной пары валиков в другую.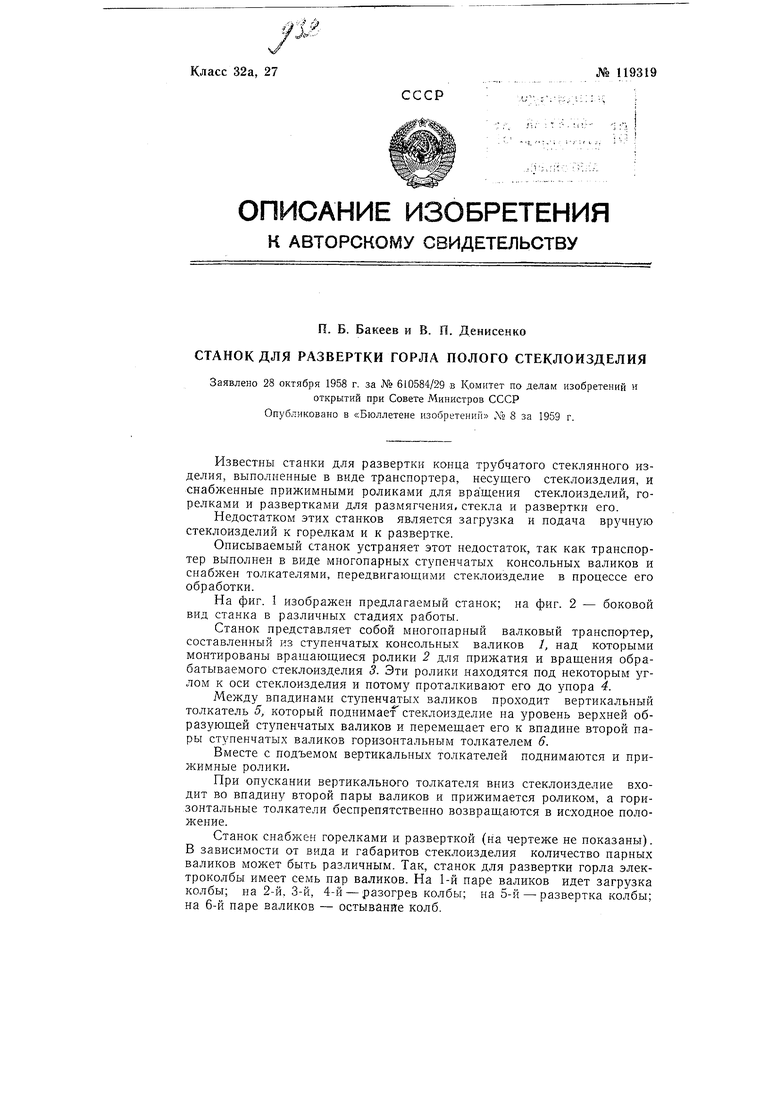
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для резки полых стеклоизделий | 1955 |
|
SU109611A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СЕМЕННЫХ ЛЕНТ | 1996 |
|
RU2103855C1 |
| Станок ю.в.потапова для снятия эластичных покрытий с нажимных валиков текстильной машины | 1975 |
|
SU705016A1 |
| Машина для обработки стеклоизделий | 1977 |
|
SU941324A1 |
| Станок для шлифования краев полыхСТЕКлОиздЕлий | 1979 |
|
SU841924A1 |
| Станок для плющения и формовки зубьев рамных и круглых пил | 1955 |
|
SU117025A2 |
| СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ДРЕВЕСИНЫ | 1994 |
|
RU2103161C1 |
| Станок для продораживания коллекторов электрических машин | 1974 |
|
SU555477A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПЛАСТИЧНЫХ ПРОДУКТОВ | 1997 |
|
RU2119441C1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
