По основному авт. св. плющение и формовка зубьев рамных и круглых пил производят в горячем состоянии, причем для нагрева вершнн зубьев пилы применяют индукторы, питаемые током высокой частоты.
Описываемый станок для плющения и формовки зубьев рамных и круглых пил с использованием в качестве рабочего инструмента профилированного валика предотвращает уширение и обеспечивает формование с боков разогретого зуба при расплющивании его профилированным валикомС этой целью в станке применены две матрицы (плашки), получающие движение навстречу друг другу.
Для перемещения обрабатываемой пилы к профилированному валику и матрицам применен фрикционный роликовый механизм.
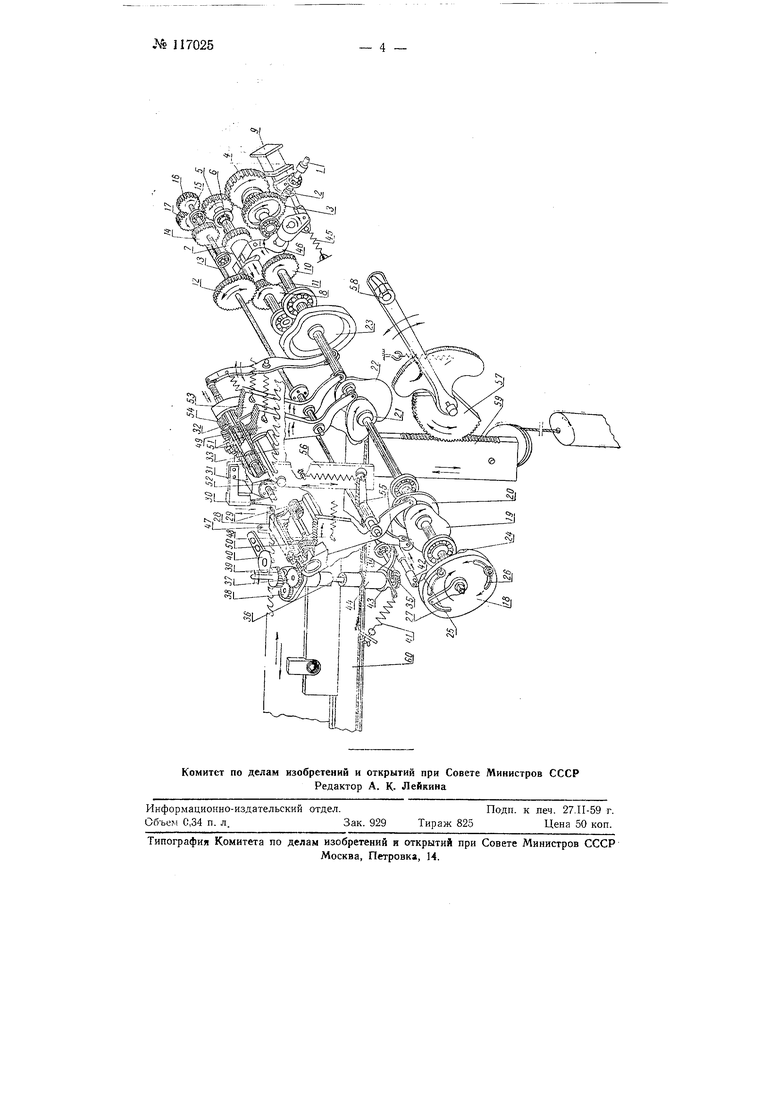
На чертеже изображена кинематическая схема станка.
От двигателя через вал / передается движение червячку 2 и червячному колесу 3, вращающему через пару сменных шестерней 4 и 5 промежуточный валик 6 с блок-ше|Стерней 7 к 8. Блок-шестерня 8 в показанном на схеме положении при включении электромагнита 9 сцепляется с шестерней 10 распределительного вала // и с шестерней 12 вспомогательного валика 13 и передает им вращение. При включенном электромагните блок-шестерня 7 сцепляется с шестерней 14 и приводит во вращение промежуточный валик 15. На конце последнего на,;ажена сменная шестерня 16, сцепленная со сменной шестерней 17, сидяшей на конце валика 13.
На распределительном валу 11 установлены кулачки 18, 19, 20, 21, 22 и 23. Кулачок 18 служит для изменения величины подачи, осуществляемого передвижением секторов 24 и 25 по пазам 26 и 27. Кулачок 19 предназначен для передвижения формующей матрицы 28 с зажимом 29.
№ 117025
Кулачок 20 управляет движением наковальни 30, а кулачок 21 перемещением формующей матрицы 31. Кулачок 22 служит для поворота профилированного -валика 32, возвратно-поступательное движение которого производится при помощи куязяка 23.
Периодическая подача пилы 33 на профилированный валик 32 и плавный ее возврат, во время которого происходит отпуск зубьев пилы, пропсходят следующим образом.
От пары конических шестерен 34 и 35 вращение передается валику 36 и щестерне 37 и далее через шестерню 38 шестерне-ролику 55, периодически прижимающему пилу к холостому ролику 40 под действием 41. Отвод шестерни-ролика 39 осуществляется кулачком 18, действующим на толкатель 42 и рычажную систему 43, закрепленную на корпусе-кронштейне 44 ролика 39.
По окончании плющения зубьев пилы происходит автоматическое выключение цепи электромагнита 9 в тот момент, когда профилированный валик 32 находится в исходном положении.
Под воздействием пружины 45 поворачивается переводная вилка 46, и блок-шертерня S сцепляется с щестерней 10.
Таким образом, движение от червячного колеса 3 сообщается вспомогательному валику 13 и коническим шестерням 34 п 35, минуя остановленный распределительный вал 11 и далее фрикционной щестерне-ролику 39, но в обратном направлении. Сменные шестерни 16 и 17 введены в кинематическую схему, с целью возможности регулирОШ и скорости обратного движения пилы 33.
После прохождения всей пилы через индуктор 47 токов высокой частоты выключается электрическая цепь двигателя станка и индуктора 47.
Кулачки 19 и 21 сообщают качательное движение зубчатым секторам 48 и 49, которые, соответственно, поворачивают шестерни-гайки 50 и 31, перемещающие матрицы (плащки) 28 и 31 навстречу друг другу.
Перемещающийся вместе с матрицей 28 подпружиненный зажим 29 прижимает пилу к неподвижному упору 52 матрицы 31.
Кулачок 22 через сектор 53 сообщает вращательное движение щестерне 54 и скрепленному с ней валику 32, который, воздействуя своей профилированной поверхностью на нагретый зуб пилы, расплющивает- его.
Подошедшие к этому моменту матрицы 28 и 31 препятствуют произвольному течению разогретого металла, формуя тем самым зуб пилы с боковых его сторон.
Кулачок 20 через рычажную систему 55 и ползун 56 действует на наковальню 30, которая также препятствует свободному течению металла пилы в вертикальном направлепииУстановка пилы 33 по высоте и ее фиксация осуществляются вращением сектора 57 посредством рукоятки 58, в результате чего поднимаются рейка 59 и скрепленный с ней ползун с линейкой 60.
Подъем ползуна с линейкой 60 и закрепленной на ней пилой 33 происходит до соприкосновения ее с упором (на чертеже не показан). В этом положении ползун фиксируется самостоятельным зажимом.
После установки пилы на станок, включения вводного выключателя, установки переключателя иГДуктора во включенное положение и предварительного включения катодных цепей установки индуктора токов высокой частоты включается промежуточное реле, которое замыкает цепь электромагнита 9 и двигателя (блок-контакт пускателя одновременно осуществляет включение анодного питания установки индуктора). Пила получает периодическую подачу, чередуемую с работой профилированного валика 32, который придает предварительно нагретому индуктором зубу пилы нужную форму лопатки.
По окончании плющения и формовки зубьев пилы срабатывает конечный выключатель, цепь промежуточного реле обесточивается и электромагнит 9 выключается. Подача станка реверсируется и пила начинает получать непрерывное замедленное возвратное движение, во время которого происходит отпуск зубьев пилы.
После срабатывания конечного выключателя обесточивается цепь магнитного пускателя, приводного двигателя станка и установки индуктора токов высокой частоты.
На станок устанавливают очередную пилу и цикл плющения и формовки зубьев пилы (рамной или круглой) повторяется.
Предмет изобретения
1- Станок для плющения и формовки зубьев рамных и круглых пил по авторскому свидетельству 103696 с использованием в качестве рабочего инструмента профилированного валика, отличающийся тем, что, с целью предотвращения уширения и обеспечения формовапия с боков разогретого зуба при расплющивании его профилированным валком, применены две матрицы (плашки), получающие движение навстречу друг другу.
2. В станке по п. 1 применение для перемещения обрабатываемой пи.лы к профилированному валику и матрицам фрикционного роликового механизма.
№ 117025