Изобретение относится к производству резиновых технических изделий и может быть использовано для изготовления безоблойных изделий, в частности клиновых и зубчатых бесконечных ремней.
Известна пресс-форма для изготовления кольцевых резинотехнических изделий, содержащая верхнюю и нижнюю полуформы с клиновыми формообразующими поверхностями и размещенные между ними выполненные упругими с трапецеидальным сечением кольцевые формообразующие элементы, имеющие на торцах клиновые площадки для контактирования с полуформами, выполненные соответствующими по форме формообразующим поверхностям полуформ, в центральном отверстии которых установлена втулка.
Недостатком известной пресс-формы является невозможность исключения температурой усадки несущего слоя после раскрытия пресс-формы, что приводит к уменьшению величины модуля упругости изделий и как следствие, к ухудшению их качества, вращающемуся в увеличении длины в процессе эксплуатации и в невысоком ресурсе работы.
Технический результат изобретения - улучшение качества ремней за счет повышения модуля упругости несущего слоя.
Для достижения указанного технического результата в пресс-форме для изготовления кольцевых резинотехнических изделий, содержащей верхнюю и нижнюю полуформы с клиновыми формообразующими поверхностями и размещенные между ними выполненные упругими с трапецеидальным сечением кольцевые формообразующие элементы, имеющих на торцах клиновые площадки для контактирования с полуформами, выполненные соответствующими по форме формообразующим поверхностям полуформ, имеющаяся в центральном отверстии полуформ втулка установлена с возможностью аксиального перемещения и выполнена с расположенными на боковой поверхности сменными кольцевыми канавками для взаимодействия с кольцевым формообразующим элементом, причем канавки выполнены различными по глубине.
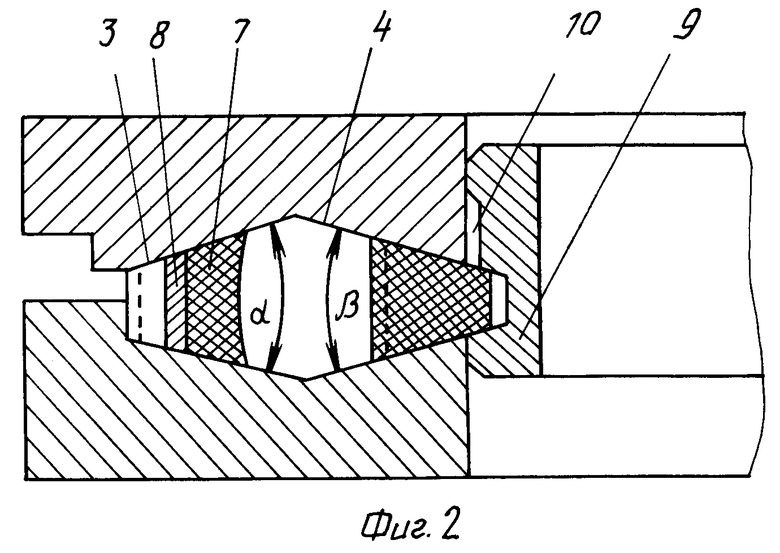
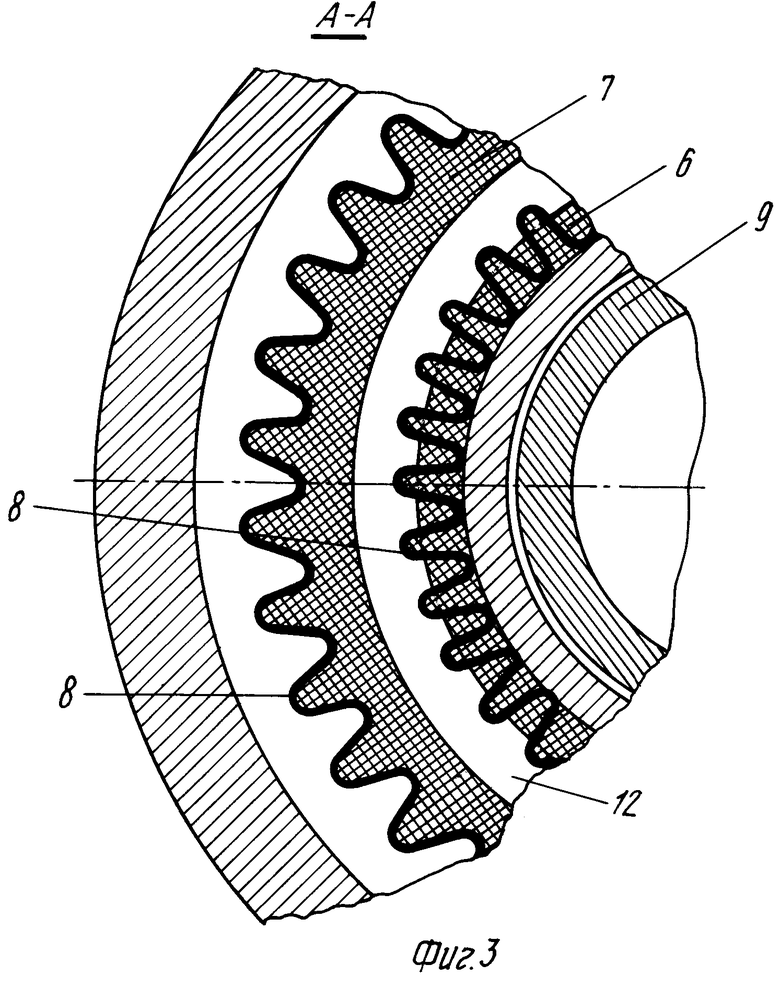
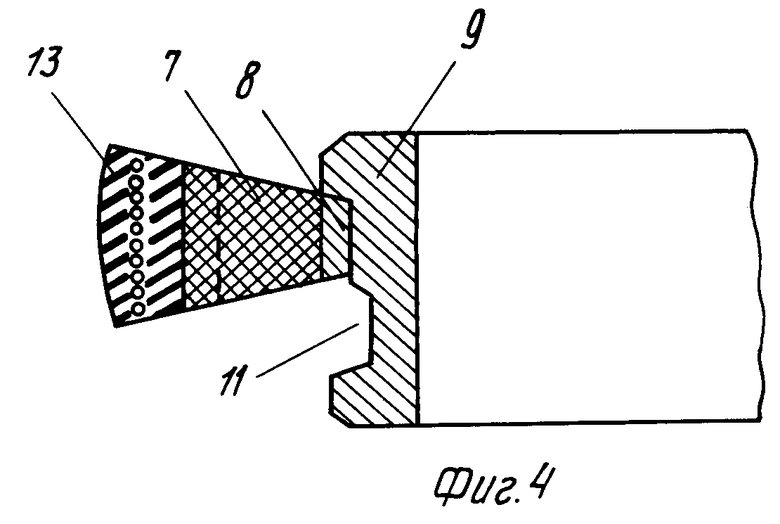
На фиг. 1 изображена описываемая пресс-форма в сомкнутом состоянии; на фиг.2 - то же, в момент начала смыкания; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - втулка с изделием.
Пресс-форма для изготовления кольцевых резинотехнических изделий содержит верхнюю 1 и нижнюю 2 полуформы с клиновыми формообразующими поверхностями 3 и 4, размещенные между ними кольцевые формообразующие элементы 5 и 6. Последние имеют на торцах клиновые площадки для контактирования с полуформами, которые выполнены соответствующими по форме формообразующим поверхностям 3 и 4 полуформ.
Кольцевые формообразующие элементы 5 и 6 выполнены упругими с трапецеидальным сечением из термостойкой резины 7 и металлической арматуры 8. Последняя может быть выполнена в виде гофрированного кольца с расположенными параллельно его образующей гофрами.
Углы α и β в радиальных сечениях пресс-формы и формообразующих элементов 5 и 6 равны и превышают угол трения упругих элементов по клиновым поверхностям 3 и 4. Имеющаяся в центральном отверстии полуформ втулка 9 установлена с возможностью аксиального перемещения и выполнена с расположенными на боковой поверхности смежными кольцевыми канавками 10 и 11, при этом канавка 10 имеет меньшую глубину, чем канавка 11. Упругие элементы 5 и 6 образуют формующую полость 12.
Пресс-форма для изготовления кольцевых резинотехнических изделий работает следующим образом.
На нижнюю полуформу 2 устанавливают упругий элемент 5 и упругий элемент 6, смонтированный в канавке 11 втулки 9. Затем в формообразующую полость 12, образованную упругими элементами 5 и 6, укладывают кольцевую заготовку резинотехнического изделия (на чертежах не показана). После этого полуформа 2 накрывается полуформой 11 и пресс-форма подается в вулканизационный пресс (на чертежах не показан). Под действием усилия пресса пресс-форма смыкается. При этом упругие элементы 5 и 6, перемещаясь по клиновым поверхностям 3 и 4, сдвигаются навстречу друг другу до полного смыкания пресс-формы. В этот момент внутренний диаметр Dо упругого элемента 6 увеличивается до размера, превышающего внутренний диаметр D канавки 10 втулки 9. Упругий элемент 6 выходит из канавки 11, втулка 9 опускается под собственным весом аксиально до соприкосновения с плитой пресса (на чертежах не показана). Далее идет вулканизация. По окончании вулканизации пресс-форма извлекается из пресса и раскрывается. При этом внутренний диаметр Dо упругого элемента 6 уменьшается и упругий элемент плотно садится по диаметру в канавку 10. Далее втулка 9 извлекается из пресс-формы вместе с упругим элементом и изделием 13 (см.фиг.4) опускается в ванну термофиксации (на чертежах не показана). После термофиксации упругий элемент 6 перемещают в первоначальное положение относительно втулки 9, при этом его диаметр уменьшается до величины Dо, что позволяет легко снять изделие 13.
Далее цикл повторяется.
Разность диаметров D-Dо обусловливает необходимую величину вытяжки несущего слоя, которая фиксируется на стадии охлаждения изделия, что обеспечивает повышение модуля упругости и позволяет получать кольцевые резинотехнические изделия высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1720870A1 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1985 |
|
SU1326430A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ | 1988 |
|
SU1702611A1 |
| Многоместная пресс-форма для изготовления кольцевых резиновых изделий | 1987 |
|
SU1435458A1 |
| Пресс-форма для изготовления клиновых ремней | 1988 |
|
SU1565707A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ | 1999 |
|
RU2176955C2 |
| Многоместная форма для изготовления кольцевых резиновых изделий | 1987 |
|
SU1502368A1 |
| РАЗБРЫЗГИВАТЕЛЬ ЖИДКОСТИ | 1992 |
|
RU2030217C1 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1988 |
|
SU1578008A2 |
| Литьевая пресс-форма для изготовления кольцевых полимерных изделий | 1987 |
|
SU1482809A2 |
Использование: изготовление клиновых и зубчатых бесконечных ремней высокого качества за счет повышения модуля упругости несущего слоя. Сущность изобретения: пресс-форма содержит верхнюю 1 и нижнюю 2 полуформы с клиновыми формообразующими поверхностями 3 и 4, между которыми размещены кольцевые формообразующие элементы 5 и 6 с клиновыми площадками на торцах. В центральном отверстии полуформ с возможностью аксиального перемещения установлена втулка 9. Последняя выполнена с расположенными по боковой поверхности смежными кольцевыми канавками различной глубины для взаимодействия с кольцевым формообразующим элементом. 4 ил.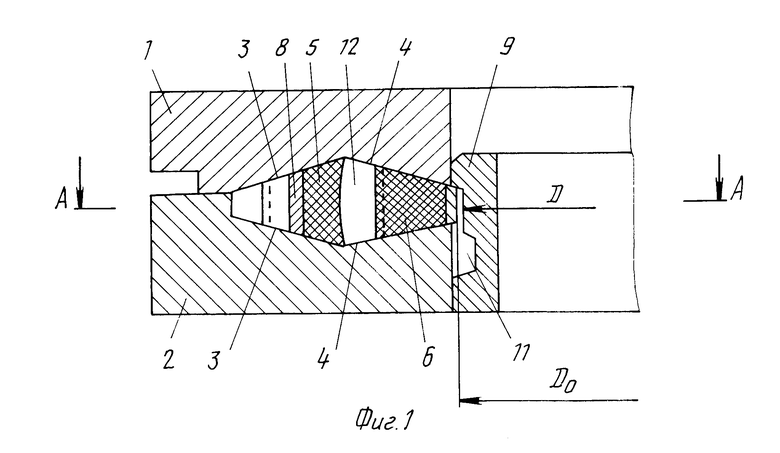
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ, содержащая верхнюю и нижнюю полуформы с клиновыми формообразующими поверхностями и размещенные между ними выполненные упругими с трапецеидальным сечением кольцевые формообразующие элементы, имеющие на торцах клиновые площадки для контактирования с полуформами, выполненные соответствующими по форме формообразующим поверхностям полуформ, в центральном отверстии которых установлена втулка, отличающаяся тем, что имеющаяся в центральном отверстии полуформ втулка установлена с возможностью аксиального перемещения и выполнена с расположенными на боковой поверхности смежными кольцевыми канавками для взаимодействия с кольцевыми формообразующими элементами, причем канавки выполнены различными по глубине.
| Пресс-форма для изготовления кольцевых резинотехнических изделий | 1989 |
|
SU1720870A1 |
| Солесос | 1922 |
|
SU29A1 |
