Изобретение относится к автоматизации прокатного производства, а именноэ к регулированию межклетевого натяжения на непрерьгоньпс станах холодной прокатки. Целью изобретения является повышение точности регулирования и надежности механизма нажимных винтов за. счет сншкения числа его включений , На чертеже представлена структурная схема предлагаемого устройства регулирования межклетевого натяжения. Устройство включает в себя задатчик I и измеритель 2 натяжения, выходы которых соединены с двумя входа ми алгебраического сумматора 3, трех позиционный релейный элемент 4, систему 5 управления скоростью нажимных винтов и ключ 6, причем выход сумма: ора 3 соединен с входом трехпозиционного релейного элемента 4 и входом блока 7 с линейной характеристикой, выходы трехпозицнонного релейного элемента 4 и блока 7 с линейной характеристикой подсоединены к двум входам ключа 6, выход которого соеди нен с входом системы 5 управления cKopocTi m нажимных винтов последующей клети, к выходу ключа 6 подсоеди нен вход второго релейного элемента Зз выход которого соедш-ieH с управляющим входом ключа 6, Устройство работает следующим образом. В исходном положении, когда откло нение величины натяжения от заданного , вычисляемое алгебраическим сумматором 3, равно нулю, соответственно равно нулю и напряжение на входе релейного элемента 8. При этом его выходное напряжение также равно нулю что соответствует положению ключа 6, при котором к входу системы 5 управления скоростью нажимных винтов подключен трехпозиционный релейный элемент 4, Таким образом, в исходном положении собирается ;:контур регулирования. Когда отклонение натяжения превыщает зону нечувствительности трехпозиционного релейного элемента 4, на вход системы 5 управления скоростью нажимных винтов подается задание на максимальную скорость . При этом превышается зона нечувствительности в .релейном элементе 8, ключ 6 переклю252чается, и на вход .системы управления нажимными винтами через управляем--л ключ 6 вместо трехпозидионного релейного элемента 4 включается бло 7 с линейной характеристикой. Благодаря согласованию уровней ограничений в характеристиках блоков 4 и 7 изменения задания на скорость нажимных винтов не происходит, оно остается максимальным. В результате перемещения нажимных винтов отклонение натяжения уменьшается,, что приводит к уменьшению задания на скорость нажимных винтов в соответствии с линейной характеристикой блока 7. При этом нажимные винты продолжают двигаться в ту же сторону с пониженной скоростью, пока отклонение натяжения не станет близким нулю. После того, как выходное напряжение линейного блока 7 становится меньшим напряжения зоны нечувствительности элемента 8, ключ 6 переключается снова на работу от трехпозиционного релейного элемента 4. В этот момент отклонение натяжения значительно меньше зоны нечувствительности трехпозиционного релейного элемента, и задание на скорость нажимных винтов становится равным нулю. Нажимные винты остаются неподвижными до момента нового превьшения отклонением натяжения зоны нечувствительности в трехпозиционном релейном элементе, Величина зоны нечувствительности в характеристике релейного элемента 8 выбирается из условия предотвращения застревания двигателей под током и не превьшает 10% зоны нечувствительности трехпозиционного релейного элемента 4. Поэтому отработка возникающих отклонений натяжения после срабатьшания трехпозиционного релейного элемента 4 происходит практически до нуля (с точностью до зоны нечувствительности в релейном элементе 8 ). Причем отклонение натяжения . одного знака отрабатьгоается за одно включение привода нажимных винтов с переменной скоростью при постоянно выбранных люфтах в механизме. В этом режиме механизм нажимных интов не испытывает высоких перерузок и не подвержен допол.нительноу износу. Таким образом, в предлагаемом устойстве повьппе ие точности регулироания и надежности механизма достигается благодаря замене серии перемещений нажимных винтов одним перемещением с переменной скоростью. Проведенные на действующем стане J300 испытания макета нового регу11945254 лятора натяжения показали, что число включений нажимн ызс винтов за счет исключения повторных включений в одну сторону сократилось в 2-3 раза при одновременном повышении точности регулировайия натяжения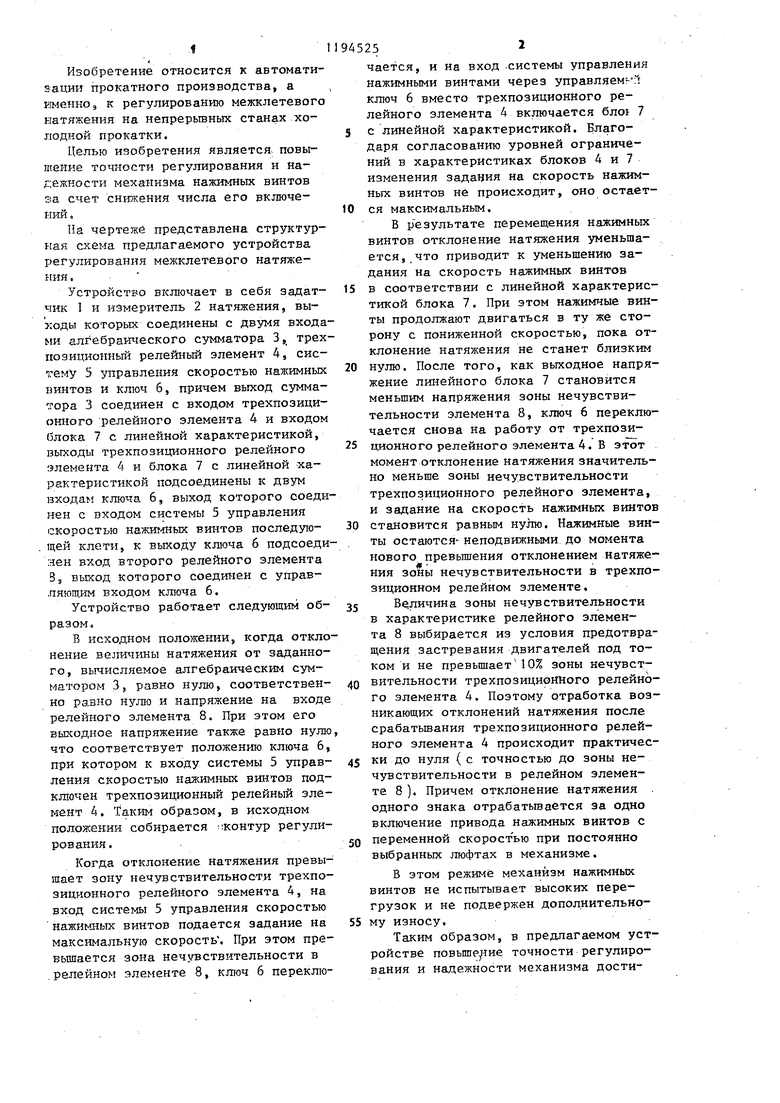
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения полосы между клетями непрерывного стана холодной прокатки | 1977 |
|
SU743741A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство для регулирования межклетевых натяжений в непрерывном стане холодной прокатки | 1977 |
|
SU686795A1 |
| Устройство регулирования межклетевого натяжения на непрерывном стане холодной прокатки | 1982 |
|
SU1037983A1 |
| УСТРОЙСТВО для РЕГУЛИРОВАНИЯ ТОЛЩИНЫполосы | 1971 |
|
SU304007A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ | 1969 |
|
SU250858A1 |
| Система программного управления прокаткой концов полос | 1975 |
|
SU562327A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1970 |
|
SU282258A1 |
| Устройство для регулирования натяжения полосы между клетями непрерывного прокатного стана | 1983 |
|
SU1117099A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ МЕЖКЛЕТЕВЫХ НАТЯЖЕНИЙ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙПРОКАТКИ | 1970 |
|
SU263534A1 |
УСТРОЙСТВО РЕГУЛИРОВАНИЯ МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ, содержащее алгебраический сумматор, трехпозиционный релейный элемент, систему управления скоростью нажимных винтов, задатчик и измеритель натяжения, выходы которых соединены с входами алгебраического сумматора, выход которого соединен с входом трехпозиционного релейного элемента, отличающееся тем, что, с целью повьш ения точности регулирования и надежности механизма нажимных винтов за счет снижения числа его включений, оно дополнительно содержит блок с линейной характеристикой и ограничением, ключ и второй релейный элемент, причем выход трехпозиционного релейного элемента соединен с одйим входом ключа, другой вход которого соединен с выходом блока с линейной характеристикой и ограничением, вход которого соединен с выходом алгебраического сумматора, выход ключа соединен с входом системы управления скоростью нажимных винтов и через второй релейный элемент - с управляющим входом ключа. 4 сд to СП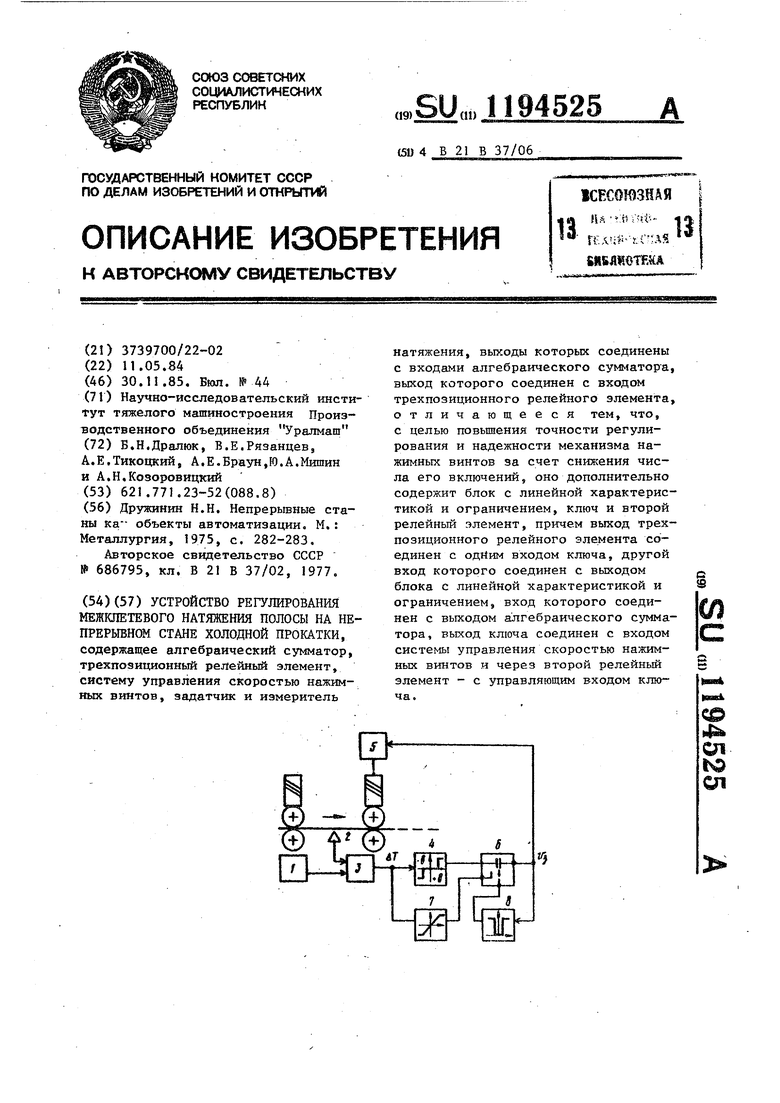
| Дружинин Н.Н | |||
| Непрерывные станы ка- объекты автоматизации | |||
| М.: Металлургия, 1975, с | |||
| ПОРШНЕВОЙ ДВИГАТЕЛЬ | 1916 |
|
SU282A1 |
| Устройство для регулирования межклетевых натяжений в непрерывном стане холодной прокатки | 1977 |
|
SU686795A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
