QD 4 О) 4
1 1
Изобретение относится к станкостроению и может найти применение в многоцелевых металлорежущих станках типа карусельных повьшеннбй точности, содержащих планшайбу для установки и крепления детали.
Целью изобретения является повышение точности кругового позиционирования стола и упрощение монтажа и демонтажа планшайбы.
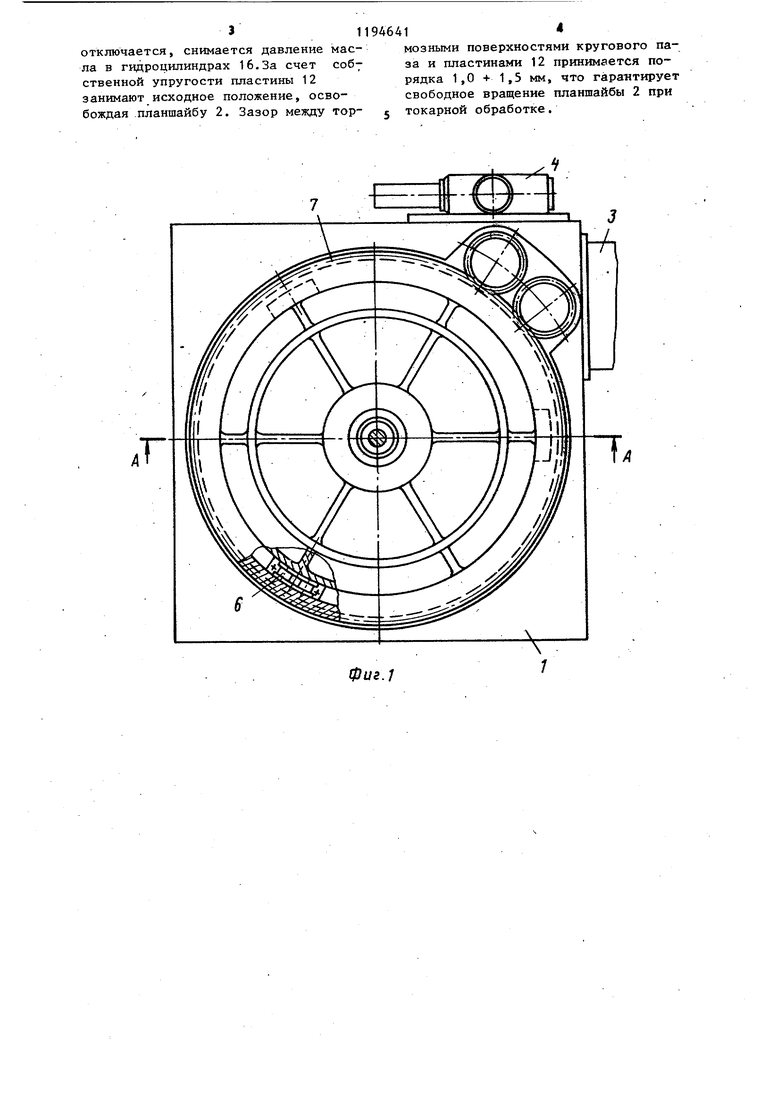
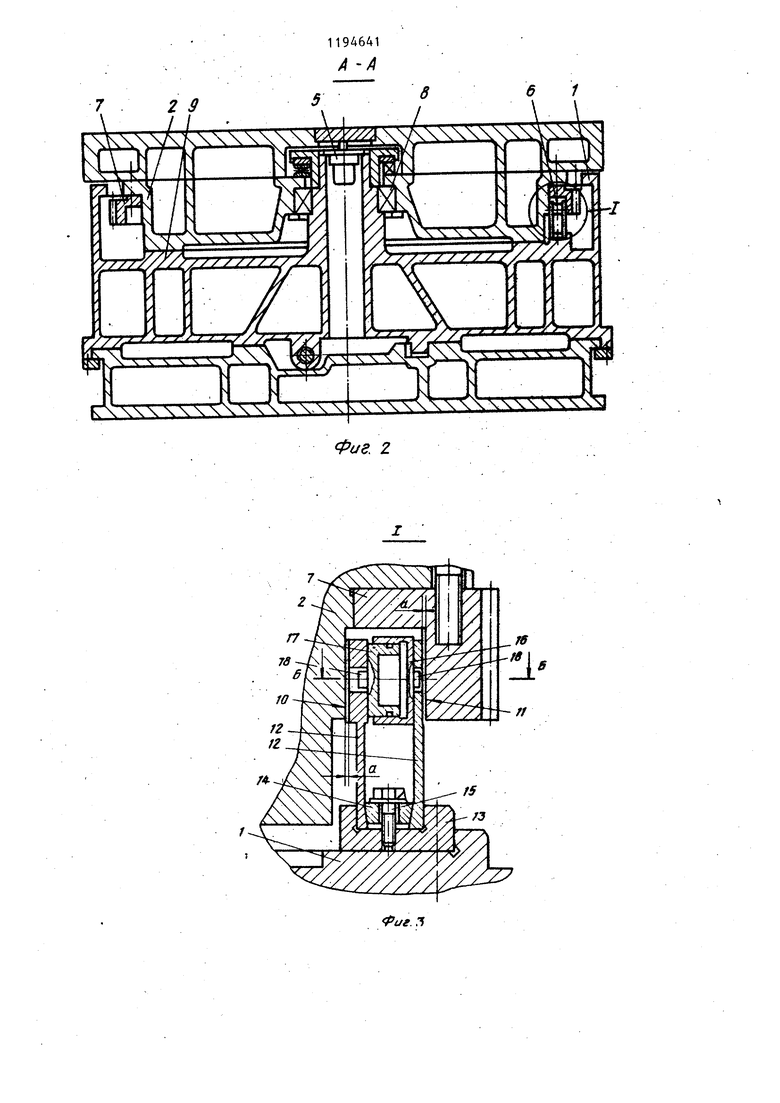
На фиг,1 показан стол со снятой планшайбой, вид сверху; на фиг.2 разрез А-А на фиг.1; на фиг.З узел 1 на фиг.2; на фиг.4 - разрез Б-Б на фиг.З.
Стол металлорежущего станка, в частности карусельного с консольной поперечиной имеет корпус 1, вращающуюся пл.аншайб у 2,привод 3 вращения планшайбы при токарной обработке деталей, привод 4 медленного поворота при круговом фрезеровании и угловом позиционировании, круговой датчик 5 отсчета величин угловых перемещений планшайбы и механизм 6 зажима планшайбы.
Планшайбе 2 передается вращение от приводов 3 и 4 через закрепленное на ней приводное зубчатое колесо 7. Радиальные и осевые нагрузки на планшайбу воспринимаются подшипниковой опорой- 8 и круговыми например гидростатическими Направляющими 9.
Наружная поверхность 10 планшайбы 2 и внутренняя поверхность 11 закрепленного на ней зубчатого колеса 7 образуют-круговой паз, в котором установлено три комплекта фиксирующих положение планшайбы механизмов зажима 6.
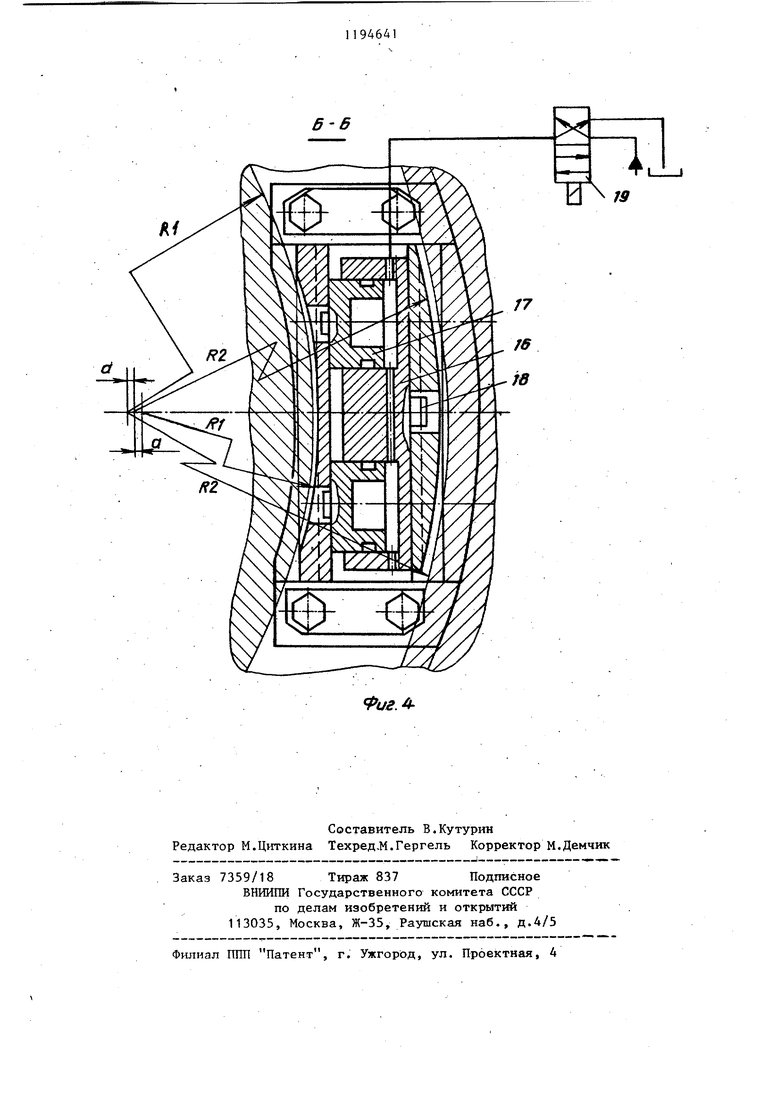
Механизм зажима 6 состоит из двух упругих пластин 12, закрепленных в башмаке 13 на корпусе 1 стола при помощи клинового прижима 14 винтами 15. Между пластинами 12, в зоне их контакта с круговым пазом планшайбы и зубчатого колеса, установлены гидроцилиндры 16, каждый с двумя поршнями 1-7, удерживаемые выступами 18 в отверстиях пластин. Поверхности упругих пластин 12 на участке их контакта с круговым пазом имеют форму круга, радиусы дуг которого соответствуют радиусам поверхностей кругового паза Rj и Кг
С целью обеспечения жесткой фиксации углового положения планшайбы при
4641 ,, J
отсутствии дополнительных нагрузок на ее опоры упругие пластины 12 i-tMeют высокую жесткость в направлении движения планшайбы по окружности
5 и малую жесткость по радиусу.
Устройство работает следующим образом.
При обычном положении стола планшайба освобождена от фиксации как
10 при выключенном станке, так и при вращении планшайбы во время токарной обработки или же углового позиционирования. При этом между поверхностями пластин 12 и кругового паза
t5 образуется зазор я . Для фиксации положения планшайбы после позиционирования перед сверлением или расточкой отверстий вне центра детали и на ее боковой поверхности, а также перед фрезеровкой платиков, окоН и пазов на боковых сторонах детали поступает команда от системы ЧПУ (не показана) на включение гидрораспределителя 1.9, который по напорной
25 магистрали подает масло под давлением в гидроцилиндры 16, расположенные по окружности стола. Количество цилиндров определяется в зависимости от необходимого усилия зажима. При
30 подаче масла гидроцилиндры 16 и поршни 17 начинают раздвигаться, передавая усилие на упругие пластины 12,.которые,изгибаясь, выбирают зазоры q и прижимаются к боковым поверхностям кругового паза в зоне контакта,жестко свя-зывая планшайбу 2 с неподвижньм корпусом 1 стола.
В связи с тем, что рабочие поверхности упругих пластин 12 (вогнутые
Q и выпуклые) соответствующие диаметральным размерам кругового паза, имеют очень малую жесткость в радиальном направлении по отношению к планшайбе 2 и высокую жесткость в
.е направлении по окружности,а таких устройств по периметру стола предусмотрено по крайней мере три, при разжатии пластин 12 планшайба 2 жестко соединяется с корпусом 1 стола без создания дополнительной нагрузки на подшипники (опоры). Зажим осуществляется до тех пор, пока обрабатываются (сверление, расточка) боковые поверхности неподвижной детали.
При включении одного из приводов 3 или 4 или же отключении знергопитания соленоид гидрораспределителя 3119464 отключается, снимается давление масла в гидроцилиндрах 16.За счет соб7 ственной упругости пластины 12 занимают исходное положение, освобождая .планшайбу 2. Зазор между тор1мозными поверхностями кругового паза и пластинами 12 принимается порядка 1,0 + 1,5 мм, что гарантирует свободное вращение планшайбы 2 при токарной обработке.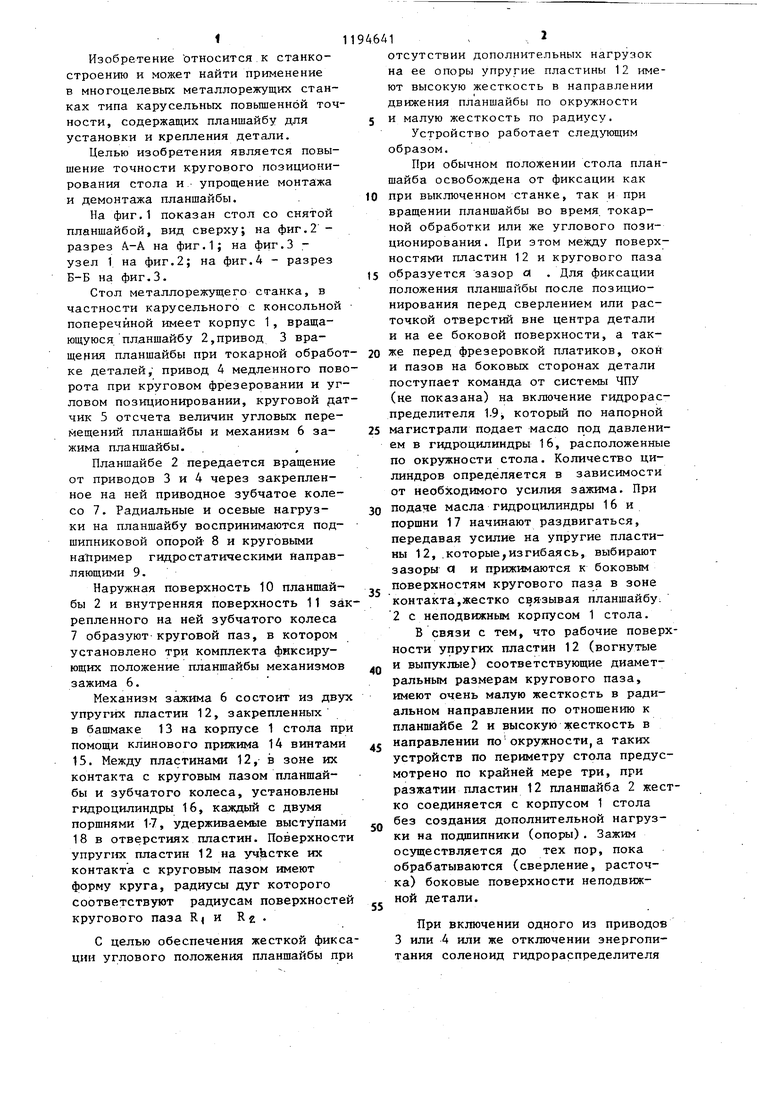
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоцентрирующая планшайба токарно-карусельного станка | 1987 |
|
SU1565599A1 |
| Стол металлорежущего станка | 1978 |
|
SU700321A1 |
| Устройство для позиционирования и круговых подач планшайбы металлорежущего станка | 1988 |
|
SU1590317A1 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Устройство для позиционирования и круговых подач планшайбы металлорежущего станка | 1979 |
|
SU889372A1 |
| Стол металлорежущего станка | 1981 |
|
SU988522A1 |
| Многокулачковая самоцентрирующая планшайба | 1989 |
|
SU1673293A1 |
| Устройство для имитации сил резания на шпинделе металлорежущего станка | 1975 |
|
SU649981A1 |
| Приводное устройство план-шайбы поворотно-делительного стола | 1976 |
|
SU663544A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
СТОЛ МЕТАЛЛОРЕЖУЩЕГО СТАНКА, на корпусе которого смонтирована планшайба с приводом поворота и механизмом зажима, причем последний выполнен в виде упругих элементов, закрепленных на корпусе, и гвдроцилиндров, а ведомый элемент привода поворота выполнен в виде зубчатого колеса, установленного на планшайбе, отличающийся тем, что, с целью повышения точности кругового позиционирования и упрощения монтажа и демонтажа планшайбы, упругие элементы механизма зажима выполнены в виде двух пластин, размещенных в полости, параллельной оси планшайбы, а между наружной поверхностью планшайбы и внутренней поверхностью зубчатого колеса выполнен круговой паз, в котором размещены пластины и гидроцилиндры механизма зажима, усi тановленные между ними с возможностью контактирования пластин с ука(Л занными поверхностями планшайбы и зубчатого колеса.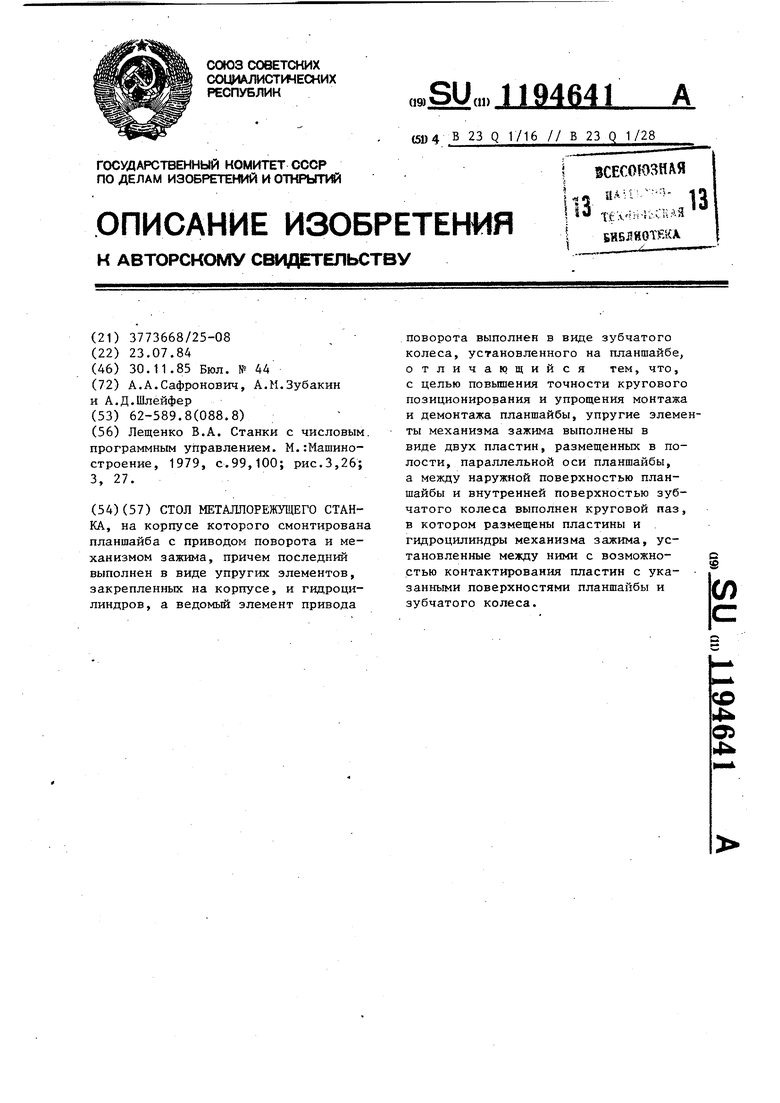
1194641
/ -х;
Фие. Z
иг.
| Лещенко В.А | |||
| Станки с числовым | |||
| программным управлением | |||
| М.гМашиностроение, 1979, с.99,100; рис.3,26; 3, 27. |
