Изобретение относится к станкостроению, в частности к столам многоцелевых станков.
Известен стол металлорежущего станка, содержащий платформу, меха) низм ее привода, датчик углового положения, платформу со сменной плитой и механизм зажима плиты с силовым цилиндром и поршнем 1.
Недостатком данного устройства являются его ограниченные технологические возможности из-за невозможности использования его при высокой частоте вргицения планшайбы..
Целью изобретения является расширение технологических возможностей станка путем обеспеченная вращения планшайбы с большей частотой.
Цель достигается тем, что стол снабжен установленным с возможностью осевого пе11Умещения штоком, соосно с ним установленной втулкой, толкателями, размещенными между штоком и втулкой, упругим элементом, выполненным в виде пакета тарельчатых пружин, установленных с возможностью взаимодействия со штоком, и осью жестко связанной с одной стороны с датчиком углового положения, ас яругой - с планшайбойд причем втулка
предназначена для взаимодействия с поршнем силового цилиндра посредствс 4 введенного в стол упорного подашпника, а толкатели - для передачи усилия от поршня силового цилиндра штоку, при этом по1Ж1ень силового цилиндра выполнен полым для размещения упомянутой вьпие оси.
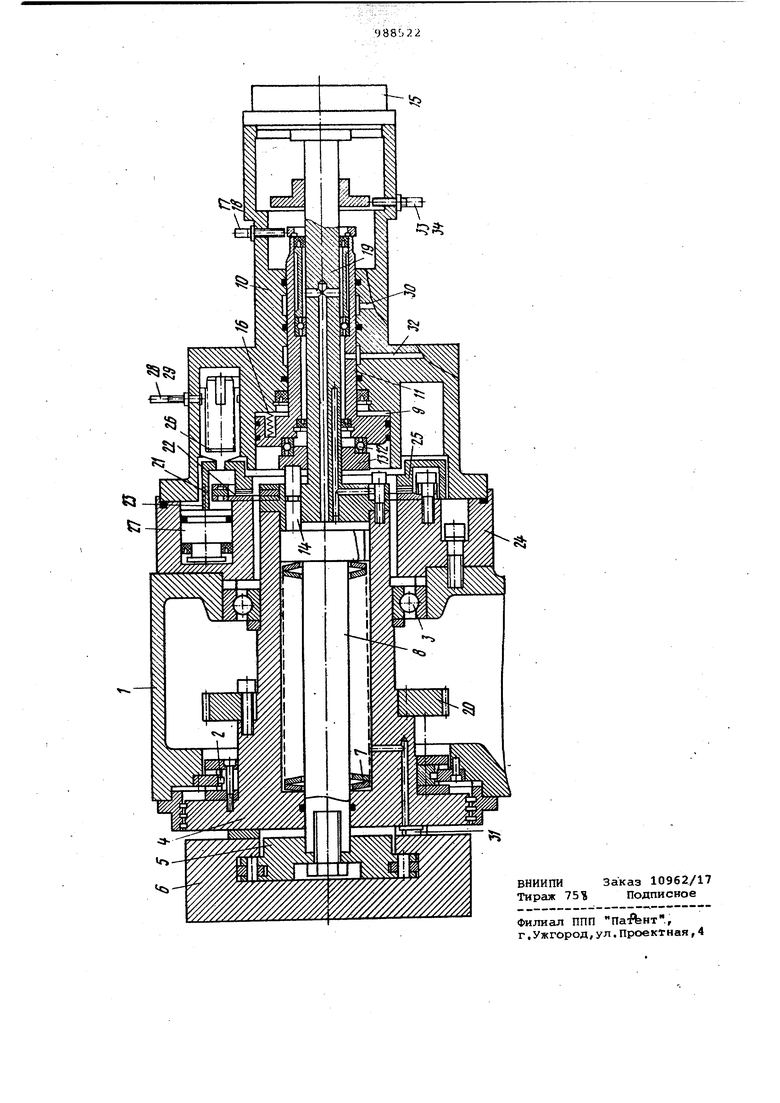
На чертеже изображен металлорежу10щий станок, разрез.
Поворотный стол состоит из корпуса 1 , в котором на опорах качения 2 и 3 установлена планшайба 4. На планшайбе расположена Т-образная платфор)-.
5 ма 5, осуществляющая зажим и фиксацию сменной плиты 6 в рабочей позиции посредством пакета тарельчатых пружин 7, взаимодействующего со штоком 8, Отжим плиты происходит при
:ю подаче давления в полость 9 гидроцилиндра 10. Поршень 11 гвдроцилиндра 10 взаимодействует с подвижным в осевом направлении штоком 8 через упорный подшипник 12, втулку 13 и
25 четыре толкатели :14, которые предназначены для передачи усилия отжима на шток. Планшайба 4 соединена с датчиком углового положения 15. Между поршнем 11 и корпусом гидроцилиндра
30 10 расположены пружины 16, обеспечивакяцие силовое эаг ыкаиие между што ком 8и поршнем 11. Крайние положения поршня 11, соответствующие зажатому и отжатому положению плиты б, контролируются конечными выключателями 17 и 18. Фиксация плиты 6 на планшай&е осуществляется по двум пальцам цилиндрическому и ромбическому (на чертеже не показаны). Планшайба 4 же стко соединена с датчиком углового положения 15 посредством оси 19, про ходящей через центральную расточку поршня 11 гидроцилиндра 10 и установ ленной с гарантированным зазором относительно штока 8. Планшайба 4 приводится во вращение электродвигателем через беззазорный редуктор, выходные шестерни (на чертеже не показаны) которого входят в зацепление с колесом 20, жестко закрепленным на планшайбе. Надежная фиксация углового положения стола обеспечивается .фрикционной муфтой 21, состоящей из пакета наружных и внутренних дисков 22 и 23 соответственно. Наружные дис ки жесткокрепятся к корпусу 24, а внутренние - к планшайбе 4. Сцепление муфты происходит при сжатии паке та дисков нажимным кольцом 25 под действием группы пакетов тарельчатых пружин 26. Отжим кольца 25 осуществляется группой гидроцилиндров 27. Контроль сцепления и расцепления муф ты осуществляется конечными выключателями 28 и 29 соответственно. Через канал 30 к поворотной части стола подводится сжатый воздух для обдува платиков 31. Через канал 32 к муфте сцепления подводится смазка, предотвраицающая перегрев муфты при значительных скоростях вращения планшай- бы 4. Торможение и останов поворотной части стола в нулевом положении осуществляются при срабатывании конечных .выключателей 33 и 34 соответственно. УстЕЮйство работает следующим образом. При подаче давления в гидроцилинд ры 27 происходит перемещение нажимjHoro кольца 25 и расцепление муфты 21 угловой фиксации. После расцепления муфты осуществляется поворот планшайбы 4 на заданный угол или непрерьзвное вращение в течение определенного времени от электродвигателя через беззазорный редуктор. Вращение планшайбы 4 контролируется датчиком углового положения 15. Одновременно к муфте 21 через кансш 32 подается смазка. При отключении давления в гидроцилиндрах 27 нажимное кольцо 25 под действием группы пакетов тарельчатых пружин 26 перемеща ется и происходит сцепление муфты 21 угловой фиксации. Для смены ТИТЫ подается давление в гидроцилин. 10. Поршень 11, перемещаясь и взаимодействуя со штоком 8 через упорный подшипник 12, подвижную в осевом направлении втулку 1 3 и четыре толкателя 14, сжимает пакет тарельчатых пружин 7 и снимает плиту с фиксирующих пальцев. Специальный механизм смены плиты (на чертеже не показан) осуществляет его захват и снятие с Т-образной платФормы 5. Зажим плиты происходит при подключении полости 9 гидроцилиндра 10 к сливу. При этом Т-образная платформа 5 начинает перемещаться вправо, сажая плиту на фиксируклдие пальцы. Ьдновременно осуществляется подача сжатого воздуха через платики 31 с целью очистки базовых поверхностей планшайбы 4. Ожидаемый экономический эффект получен за счет повышения надежности работы станка и расширения его технологических возможностей путем повышения верхнего предела частоты вращения планшайбы до 200 об/мин, что позволяет осуществлять на станке токарную обработку. Формула изобретения Стол металлорежущего станка, содержащий планшайбу, механизм ее привода, датчик углового положения, платформу со сменной плитой и механизм зажима плиты с силовым цилинд- . ром и поршнем, отличающийс я тем, что, с целью расширения технологических возможностей станка путем обеспечения вращения планшайбы с большей частотой, стол снабжен установленным с возможностью осевого перемещения штоком, соосно с ним установленной втулкой, толкателями, размещенньали между штоком и нтулкой, упругим элементом, выполненным в виде пакета тарельчатых пружин, установленных с возможностью взаимодействия со штоком, и осью, жестко связанной с одной с датчиком углового положения, а с другой - с планшайбой, причем втулка прещназначена для взаимодействия с поршнем силового цилиндра посредством введенного в стол упорного, подшипника, а толкатели - для передачи усилия от поршня силового цилиндра штоку, при этом поршень силового цилиндра выполнен полым для размещения упомянутой выше оси. Источники информации, принятые во внимание при экспертизе 1. Технологическая документация на станок модели 22КО5ПМ1Ф4, Ивановского СПО им. 50-летия СССР, 1978,
| название | год | авторы | номер документа |
|---|---|---|---|
| Стол металлорежущего станка | 1984 |
|
SU1202779A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Устройство для установки и крепления стола-спутника | 1982 |
|
SU1046061A1 |
| Устройство базирования приспособления-спутника на рабочем столе металлорежущего станка | 1984 |
|
SU1255383A1 |
| Шпиндельное устройство | 1983 |
|
SU1144773A1 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Револьверная головка | 1989 |
|
SU1763098A1 |