Изобретение относится к текстильной промышленности и касается способов получения армированных нитей специального назначения, например для оптических кабелей связи.. Целью изобретения является повышение амортизирующих свойств наружного слоя армированной нити в радиальном направлении. На фиг. 1 изображена схема устройства для осуществления способа; на фиг. 2 - схема расположения волокнистой мычки на стержневой нити. Сматываемую с паковки 1 стержневую нить 2 проводят через канал вращающегося полого веретена 3, на котором установлена паковка 4 с прикручиваемой нитью 5. Выпускной парой 6 вытяжного прибора подают волокнистую мычку 7 со скоростью Vi к стержневой нити 2. Волокнистую мычку на участке А контролируют с помощью распределенного поля сил трения с убывающим градиентом в направлении ее движения. Поле сил трения создают ремешковой парой 8. На участке Б между ремешковой парой и стержневой нитью мычку перемещают -без контролирования волокон. Стержневую нить подвергают ложному кручению прикручиваемой нитью 5, которая вращается при сходе с вращающейся паковки 4. Вследствие ложного кручения стержневой нити ее обкручивают волокнистой мычкой перед входом в канал 9 полого веретена на участке В и подвергают вытягиванию на участках Б и В. Длину участка В обкручивания стержневой нити волокнистой мычкой измеряют по винтовой линии вдоль волокон и выбирают равной не менее штапельной длины волокон мычки. Мычку подают к стержневой нити со скоростью, определяемой по зависимостиv,v2-|i-vi + (ndK); где Vi-скорость подачи мычки, м/мин; УЗ - скорость наматывания армированной нити на выходную паковку, м/мин, равная скорости перемещения стержневой нити; d - диаметр стержневой нити,м; Ki - коэффициент, учитывающий уменьшение длины стержневой нити на участке обкручивания ее мычкой за счет ложного кручения и определяемый отношением длины этого участка к длине стержневой нити на нем с учетом ложной крутки; Е - вытяжка мычки.на участке между зажимом выпускной пары и точкой перехода ее на стержневую нить; К - число кручений мычки вокруг стержневой нити на единице длины участка обкручивания стержневой нити, круч/м. Подкоренное выражение формулы характеризует приращение скорости V: по отношению к V2 за счет разности длины ti мычки на участке В (фиг. 1) и длины 2 этого участка. Величина 1з определяется по зависимости з лёКЕ2, где Kt2 - число витков мычки вокруг стержневой нити на участке В длиной Iz. Длина стержневой нити на участке В с учетом ее ложной крутки обозначена I. Тогда -| . При установившемся режиме работы должно выполняться соотношение У или V| V2 Va где Ei V2| +1з V lf+(dKE2) l2 l+(ndK) KifVl+(ndK)l Тогда V, + (dK). Линейную плотность мычки выбирают в пределах от 1,1 до 1,5 линейной плотности сердечника для обеспечения оптимальных амортизирующих свойств наружного слоя при его достаточной прочности. По эластическим свойствам выбирают волокна, восстанавливающие свой первоначальный объем массы не менее чем на 84% сразу после снятия нагрузки. При линейной плотности меньше 1,1 толщина наружного слоя мала и не достигается необходимых амортизирующих свойств. При линейной плотности мычки большей, чем 1,5 линейной плотности стержневой нити, прочность закрепления наружного слоя резко снижается и при переработке такой армированной нити возникает явление его местного сполза-, ния и, как следствие, обрыв нити. При указанном соотношении скоростей волокна мычки на участке формирования наружного слоя располагаются по винтовой линии вокруг стержневой нити, а после прохождения зоны, где теряется крутка стрежневой нити, т. е перед непосредственным наматыванием на выходную паковку, волокна мычки преимущественно ориентируются вдоль оси армированной нити , и, будучи зажатыми между витками прикручивающей нити, образуют выпуклую поверхность. Эта поверхность, расположенная между витками прикручивающей нити, образует опорную поверхность в виде спирали с высокими амортизирующими свойствами в радиальном направлении. Установлено, что оптимальным является превышение скоростью Vi скорости V2 на величину, изменяющуюся от 1,3% до 1,9%.
При скорости Vi большей V2 а 1,6% наружный слой армированной нити удовлетворяет требованиям высокой амортизирующей способности в радиальном направлении.
При увеличении разницы в скоростях более 1,9% напуск мычки увеличивается и на поверхности армированной нити появляются петельки, образованные мычкой в пространстве между витками прикручиваемой нити. Такие петельки создают местные утолщения, которые оказывают неблагоприятное действие на дальнейшие технологические операции с армированной нитью.
При уменьщении разницы в скоростях менее 1,3% наружный слой становится плотным и его амортизирующие свойства снижаются.
Расчетное значение приращения скорости V: по отнощению к V2 получают следующим образом.
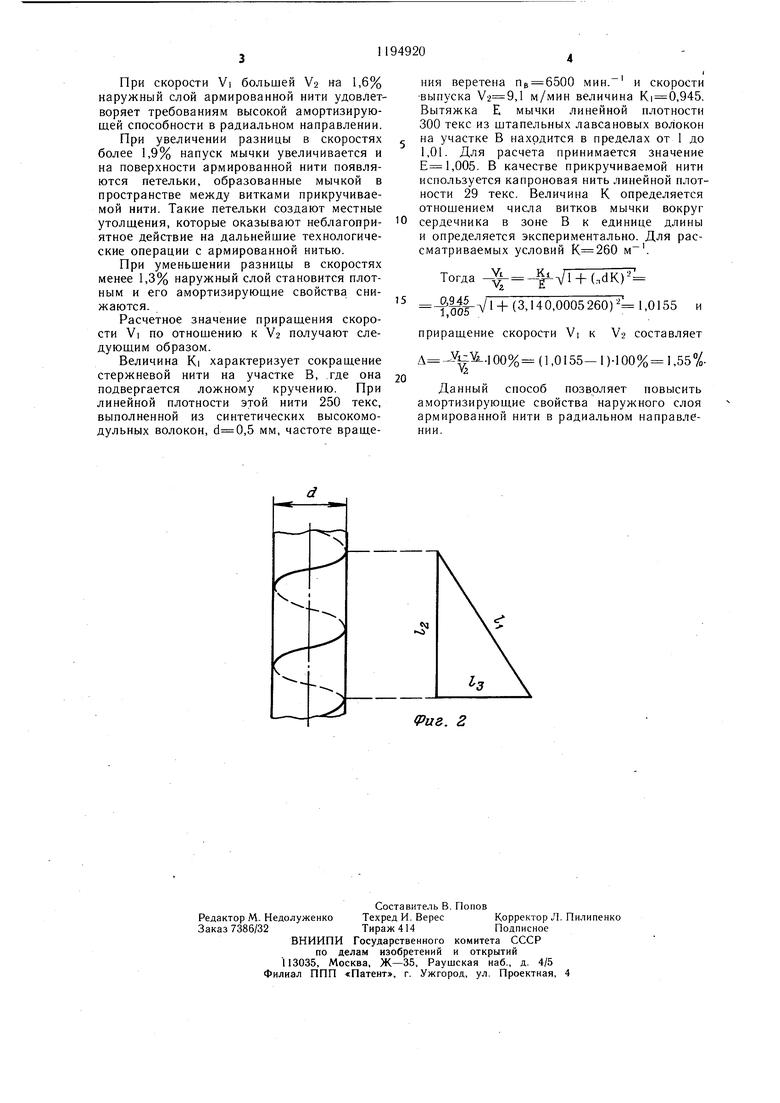
Величина Ki характеризует сокращение стержневой нити на участке В, где она подвергается ложному кручению. При линейной плотности этой нити 250 текс, выполненной из синтетических высокомодульных волокон, ,5 мм, частоте вращения веретена Пв 6500 мин. и скорости выпуска ,l м/мин величина ,945. Вытяжка Е мычки линейной плотности 300 текс из штапельных лавсановых волокон на участке В находится в пределах от I до 1,01. Для расчета принимается значение Е 1,005. В качестве прикручиваемой нити используется капроновая нить линейной плотности 29 текс. Величина К определяется отношением числа витков мычки вокруг сердечника в зоне В к единице длины и определяется экспериментально. Для рассматриваемых условий .
Тогда - -|i-Vl + (ndK) --f| |-Vl +(3,140,0005 260) 1,0155 и приращение скорости Vi к V2 составляет .100% (1,0155-1)-100% 1,55%
V2
Данный способ позволяет повысить амортизирующие свойства наружного слоя армированной нити в радиальном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения армированной нити | 1989 |
|
SU1730241A2 |
| Способ получения армированной нити | 1980 |
|
SU859496A1 |
| Устройство для получения армированной нити | 1979 |
|
SU859495A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОЙ НИТИ НА МАШИНЕ С ПОЛЫМ ВЕРЕТЕНОМ | 1997 |
|
RU2111296C1 |
| Способ получения армированной нити | 1979 |
|
SU962355A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ АРМИРОВАННОЙ НИТИ | 1993 |
|
RU2073754C1 |
| КРУЧЕНАЯ АРМИРОВАННАЯ НИТЬ | 2015 |
|
RU2641874C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ АРМИРОВАННОЙ НИТИ | 2005 |
|
RU2286412C1 |
| Способ получения фасонной нити | 1988 |
|
SU1675426A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОКОМПОНЕНТНОЙ ПРЯЖИ | 1997 |
|
RU2124081C1 |
СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ НИТИ по авт. св. № 859496, отличающийся тем, что, с целью повышения амортизирующих свойств наружного слоя армированной нити в радиальном направлении, волокнистую мычку подают к стержневой нити со скоростью, определяемой по зависимости v; V2fVTTM, где Vi - скорость подачи мычки, м/мин; Vz - скорость наматывания армированной нити на выходную паковку, м/мин; d -.диаметр стержневой нити, м; К - коэффициент, учитывающий уменьшение длины стержневой нити на участке обкручивания ее мычкой за счет ложного кручения и определяемый отношением длины этого участка к длине стержневой нити на нем с учетом ложной крутки; Е- вытяжка мычки на участке между зажимом выпускной пары и точкой перехода ее на стержневую нить, К - число кручений мычки вокруг стержневой нити на единице длины участка обкручивания стержневой нити, € круч/м. ел со со N9
с
4
иг. 2
| Способ получения армированной нити | 1980 |
|
SU859496A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
