(54) СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОЙ НИТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения армированной нити | 1984 |
|
SU1194920A2 |
| Способ получения армированной нити | 1989 |
|
SU1730241A2 |
| Устройство для получения армированной нити | 1979 |
|
SU859495A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОЙ НИТИ НА МАШИНЕ С ПОЛЫМ ВЕРЕТЕНОМ | 1997 |
|
RU2111296C1 |
| Вытяжной прибор прядильно-армирующей машины | 1980 |
|
SU903393A1 |
| Способ получения фасонной нити | 1988 |
|
SU1675426A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННОЙ НИТИ | 1994 |
|
RU2085632C1 |
| Устройство для обработки отходов натурального шелка | 1989 |
|
SU1786201A1 |
| Устройство для получения армированной нити | 1980 |
|
SU1002424A1 |
| Вытяжной прибор прядильно-армирующей машины | 1981 |
|
SU1000490A1 |
Изобретение относится к текстильной промьшшенности, касается способов совмещения процессов прядения и кручения, и может быть использовано 5 при изготовлении крученых армированных нитей.
Известен способ получения армированной нити путем подачи питающей парой волокнистой мычки к стержневой iO нити, обкручивания волокнистой мыч-. кой ctepжнёвoй нити на ее участке перед входом в канал полого веретена с последующим скручиванием с нитью, сходящей на полом веретене, при про- ведении нитей через канал веретена и наматывания на выходную паковку Uj
Недостатком указанного cnoco6ia является то, что армированная нитЬ не облгщаёт достаточной износостой- .20 костью волокнистого покрытия, для упрочнения которого армированную нить обматывают прикручиваемой нитью. В процессе армирования стержневая нить часто повреждается. При изготовлении 25 трехкомпонентной объемной пряжи стержневая нить имеет неизолированные участки, так как волокнистая мычка может располагаться параллельно стержневой нити и петлеобразно jg
Цель изобретения - повьшзение прочности и износостойкости нити.
Указанная цель достигается тем, что длину участка обкручивания стержневой нити волокнистой мычкой перед входом в кансш- полого веретена выбирают равной не менее длины волокон мычки, при этом кьгчку подвергают на этом участке вытягиванию.
Кроме того, при подаче волокнистой мычки осуществляют контролирование волокон ее с помощью распределенного поля сил трения, градиент которого выбирают убывающим в направлении движений вJчки.
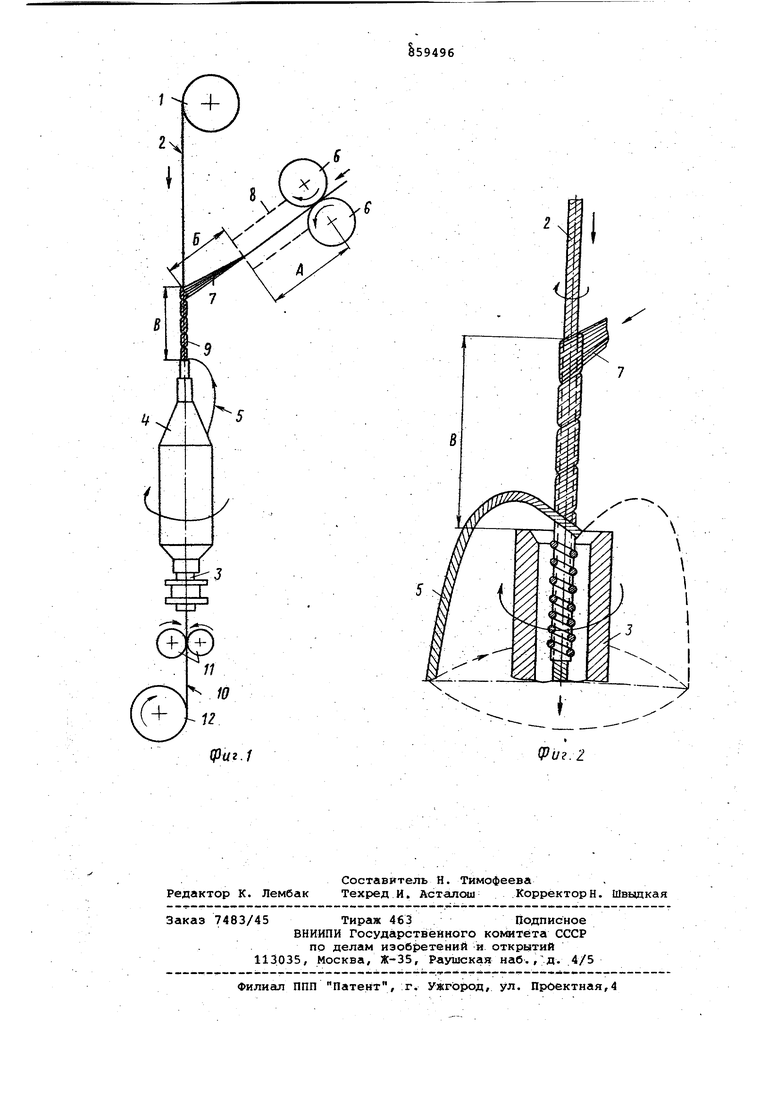
На фиг. 1 изображена общая схема устройства для осуществления предлагаемого способа; на фиг.2 - схема соединения компонентов армированной
нити.
сматываемую с паковки 1 стержневую нить 2 проводят через канал вращающегося полого веретена 3, на котором установлена паковка 4 с прикручиваемой нитью 5. Выпускной парой 6 вытяжного прибора подают волокнистую мычку 7 к стержневой нити 2, которую на участке А контролируют с помощью распределенного поля сил
трения с убывающим градиентом в направлении движения мычки. Поле сил трения создают ремешковой парой 8. На участке Б между ремешковой парой и стержневой нитью, имеющем длину, равную наибольшей штапельной длине волокон мычки, последнюю перемещают без контролирования волокон. Поле сил трения на этом участке практически отсутствует, так как оно здесь создается только за счет цепкости и непараллельного расположения волокон.
Стержневую нить подвергают ложному кручению до предела упругости прикручиваемой нитью 5, которая вращается при сходе с вращаемой веретеном паковки 4. Передние концы подаваемой мьгчки захватываются неровностями стержневой нити и вследствие ложного кручения стержневой нити ее обкручивают волокнистой мычкой на участке В перед входом стержневой нити в канал 9 полого веретена. Задние концы мычки в этот момент еще находятся в зоне действия распределенного поля сил трения, поэтому переход волокон на стержневую нить осуществляется под натяжением.
Длину участка В обкручивания стерневой нити волокнистой мычкой измерйют По винтовой линии вдоль волокон и еыбирают равной не менее штапельно длины волокон мычки. Стержневую нить перемещают со скоростью, превышающей скорость подачи мьгчки на 0,1-2,0%,че осуществляют дополнительное вытягивание ее на участке В и Б. Обкрученную мычкой .стержневую нить скручивают с нитью 5 при проведении нитей через к.нал в.еретена.
Внутри полого веретена происходит перераспределение крутки в результате того, что стержневая нить раскручивается в противоположном закручиванию до входа в веретено направлении, так как число кручеНий стержневой нити до входа в веретено много больше числа оборотов мычки вокруг .стержневой нити на участке В. Поэтому при раскручивании сердечника слой волокнистого покрытия разматывается и вновь обматывает стержневую нить, но уже в противоположном направлении. Сцепление волокнистого покрытия и стержневой нити обеспечи.йается за счет шероховатости последней и давления на волокнистое покрытие витков прикручиваемой нити 5.
сформированную армированную нить 10 выводят парой отводных валиков 11 и наматывают на выходную паковку 12. В армированной нити стержневая нить имеет нулевую крутку при действительной крутке одного направления первого и второго слоев покрытия.
Предлагаемый способ позволяет расширить ассортимент армированных нитей за счет нанесения второго слоя покрытия, придать обоим слоям покрытия действительную крутку за один переход и получать армированные нити с повышенной прочностью и износостойкостью, так как волокна первого волокнистого слоя по.рытия распрямлены, натянуты и прижаты вторым слоем покрытия. Кроме того, стержневая нить в процессе армирования не повреждается, а в качестве покрытия можно применять сырье низких сортов.
Формула изобретения
Источники информации, принятые во внимание при экспертизе
