ции его
тора горизонтального диаметра, втодополнительного блока вычисления. горизонтального диаметра, выход рой вход регулятора горизонтального соединен с первым входом регуля- диаметра соединен с третьим выходом 1)96053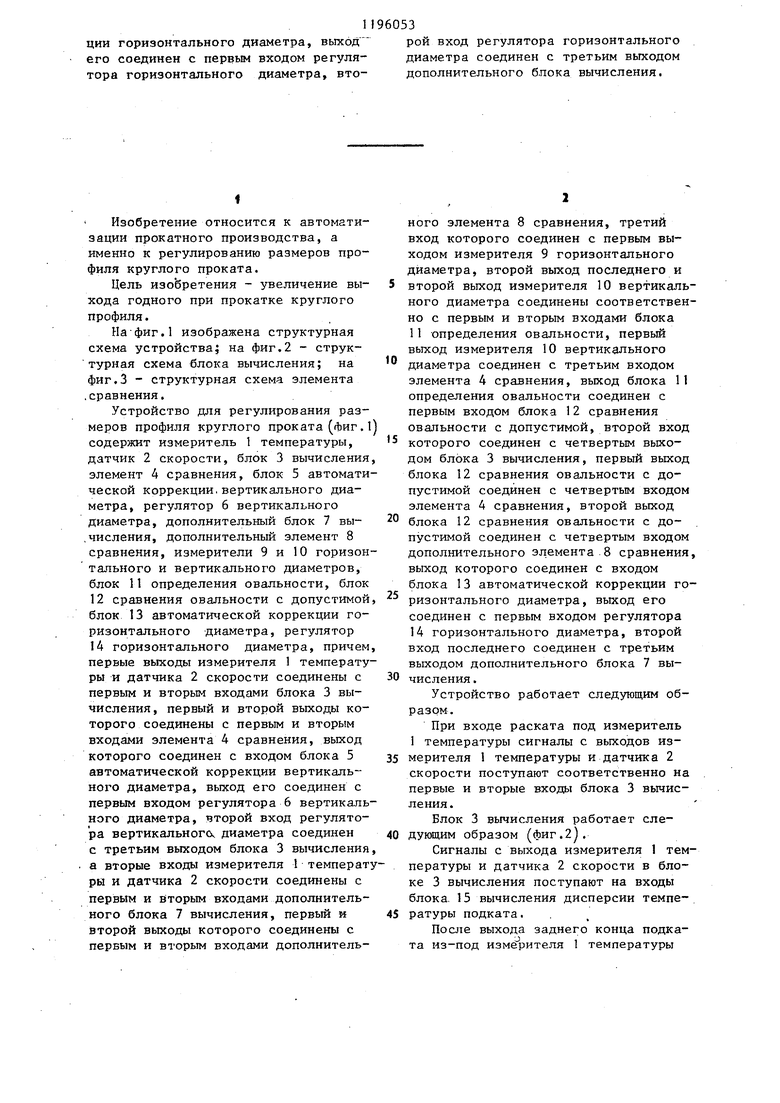
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования геометрических размеров круглого профиля проката | 1988 |
|
SU1595602A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
| Устройство для регулирования толщины полосы | 1979 |
|
SU876228A2 |
| Устройство для автоматической настройки прокатной клети | 1982 |
|
SU1036418A1 |
| Устройство для регулирования ширины проката | 1980 |
|
SU929263A1 |
| Система автоматической стабилизации градиента температур при прокатке узких полос на реверсивном стане | 1980 |
|
SU969346A1 |
| Устройство регулирования ширины горячекатаных полос | 1980 |
|
SU908445A1 |
| Система автоматического управления ножницами для обрезания концов проката | 1975 |
|
SU604636A1 |

УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ РАЗМЕРОВ ПРОФИЛЯ КРУГЛОГО ПРОКАТА, содержащее измеритель температуры, датчик скорости, блок вычисления, элемент сравнения, блок автоматической коррекции вертикального диаметра, регулятор вертикального диаметра, причем выходы измерителя температуры и датчика скорости соединены с первым и вторым входами блока вычисления, первый и второй выходы которого, соединены с первым и вторым входами элемента сравнения, выход которого соединен с входом блока автоматической коррекции вертикального диаметра, выход его соединен с первым входом регулятора вертикального дд1аметра, второй вход регуляторавертикального диаметра соединен с третьим выходом блока вычисления, отличающееся тем, что, с целью увеличения выхода годного при прокатке круглого профиля, в него введены дополнительный блок вычисления, дополнительный элемент сравнения, измерители горизонтального и вертикального диаметров, блок определения овальности, блок сравнения овальности с допустимой, блок автоматической коррекции горизонтального диаметра, регулятор горизонтального диаметра, причем вторые входы измерителя температуры и датчика скорости соединены с первым и вторым входами дополнительного блока вычисления, первый и второй выходы которого соединены с первым и вторым входами (Л дополнительного элемента сравнения, третий вход которого соединен с первым выходом измерителя горизонтального диаметра, второй выход измерителя горизонтального диаметра и второй выход измерителя вертикального диаметра соединены соответственно с первым и вторым входами блока определения овальности, первый выход со измерителя вертикального диаметра 0) соединен с третьим входом элемента сравнения, выход блока определения :л овальности соединен с первым входом с блока сравнения овальности с допустимой, второй вход которого соединен с четвертым выходом блока вычисления, первый выход блока сравнения овальности с допустимой соединен с четвертым входом элемента сравнения, второй выход блока сравнения овальности с допустимой соединен с четвертым входом дополнительного элемента сравнения, выход которого соединен с входом блока автоматической коррек
I
Изобретение относится к автоматизации прокатного производства, а именно к регулированию размеров профиля круглого проката.
Цель изобретения - увеличение выхода годного при прокатке круглого профиля.
На-фиг. изображена структурная схема устройства; на фиг.2 - структурная схема блока вычисления; на фиг.З - структурная схема элемента .сравнения.
Устройство для регулирования размеров профиля круглого проката (фиг. 1 содержит измеритель 1 температуры, датчик 2 скорости, блок 3 вычисления элемент 4 сравнения, блок 5 автоматической коррекции,вертикального диаметра, регулятор 6 вертикального диаметра, дополнительный блок 7 вы. числения, дополнительный элемент 8 сравнения, измерители 9 и 10 горизонтального и вертикального диаметров, блок 11 определения овальности, блок 12 сравнения овальности с допустимой блок 13 автоматической коррекции горизонтального диаметра, регулятор 14 горизонтального диаметра, причем первые выходы измерителя 1 температуры и датчика 2 скорости соединены с первым и вторьм входами блока 3 вычисления, первый и второй выходы которого соединены с первьм и вторым входами элемента 4 сравнения, выход которого соединен с входом блока 5 автоматической коррекции вертикального диаметра, выход его соединен с первым входом регулятора 6 вертикального диаметра, второй вход регулятора вертикального диаметра соединен с третьим выходом блока 3 вычисления а вторые входы измерителя температры и датчика 2 скорости соединены с первым и вторым входами дополнительного блока 7 вычисления, первый и второй выходы которого соединены с первым и вторым входами дополнительного элемента 8 сравнения, третий вход которого соединен с первым выходом измерителя 9 горизонтального диаметра, второй выход последнего и
второй выход измерителя 10 вертикального диаметра соединены соответственно с первым и вторым входами блока 11 определения овальности, первый выход измерителя 10 вертикального диаметра соединен с третьим входом элемента 4 сравнения, выход блока 11 определения овальности соединен с первым входом блока 12 сравнения овальности с допустимой, второй вход
которого соединен с четвертым выходом блока 3 вычисления, первый выход блока 12 сравнения овальности с допустимой соединен с четвертым входом элемента 4 сравнения, второй выход
блока 12 сравнения овальности с допустимой соединен с четвертым входом дополнительного элемента. 8 сравнения, выход которого соединен с входом блока 13 автоматической коррекции горизонтального диаметра, выход его соединен с первым входом регулятора 14 горизонтального диаметра, второй вход последнего соединен с третьим выходом дополнительного блока 7 вычисления.
Устройство работает следующим образом.
При входе раската под измеритель 1 температуры сигналы с выходов измерителя 1 температуры и датчика 2 скорости поступают соответственно на первые и вторые входы блока 3 вычисления .
Блок 3 вычисления работает следующим образом (фиг.2).
Сигналы с выхода измерителя 1 температуры и датчика 2 скорости в блоке 3 вычисления поступают на входы блока. 15 вычисления дисперсии температуры подката.
После выхода заднего конца подката из-под измерителя 1 температуры подката сигнал, пропорциональный оценке дисперсии температуры подката, с выхода блока 15 поступает на первый выход блока 16 умножения. На второй вход последнего поступает си нал, пропорциональный начальному пе редаточному коэффициенту чистовой группы стана, задаваемый блоком 17 задания номинальных значений. На выходе блока 16 умножения вьщается сигнал, пропорциональный полученному значению вертикального диаметра профиля, коррелированному с температурой подката. К выходному сигналу блока 16 умножения в алгебраическом сумматоре 18 добавляется сигнал, пропорциональный диспзрсии вертикального диаметра профиля, некоррелированной с температурой подката, поступающий с второго выхода блока 17 задания номинальных значений, На выходе сумматора 18 вьщеляется сигнал, пропорциональный прогнозируемой дисперсии вертикального диаметра профиля. Этот сигнал поступает на первый вход блока 19 вычисления настроечного размера, на второй вход которого с третьего выхода блока 17 задания номинальных значений поступает сигнал, пропорциональный алгебраической сумме минусового допуска и ошибки измерения (-ud +Вц) С выхода блока 19 вычисления настроечного размера сигнал, пропорциональный изменению вертикального диаметра профиля для данного (м-го) раската (А d щ -ud+&|j+ через входной коммутатор 20 записывается, в первый блок 21 памяти, если раскат нечетный (по порядку с начала партии), или второй блок 22 памяти, если раскат четный, что обусловлено наличием на стане двух печей. При выходе предьщущего раската если он находится в чистовой группе из каждой клети в выходном коммутаторе 23 по сигналам датчиков 24 наличия металла происходит, переключение триггеров 25 и сигнал для данного раската с выходов блоков 21 и 22 памяти через переключатели 26 и блоки 27 расчета коррекции раствора валков поступает на выходы соответствующих регуляторов 13 вертикального диаметра. Блок 27 расчета коррекции раствора валков реализует выражение AS; K,.ud,. Аналогично работает блок 7 вычисления. Таким образом, после выхода предыдущего раската из клетей чистовой группы под воздействием регуляторов 13 и 14 вертикального и горизонтального диаметров соответственно зазоры валков клетей изменяются так, чтобы обеспечить получение, вычисленных для данного раската Ad и Сигнал, пропорциональный &S, с выхода блока 27 поступает на второй вход регулятора 6 вертикального диаметра, отрабатьтающего заданное изменение раствора валков после, выхода заднего конца подката из-под измерителя температуры, до входа в чистовую группу. При выходе переднего конца N-ro раската из чистовой группы и попадания его под измерители 9 и 10 диаметров осуществляется измерение текущих значений вертикального d и 1 горизонтального dp диаметров, определение овальности S d g - dp в блоке П. Сигнал, пропорциональный текущему значению овальности, с выхода блока 11 поступает на первый вход блока 12 сравнения овальности с допустимой, а на второй его вход из блока 17 задания номинальных значений, входящего в блок 3 вычисления, поступает сигнал, пропорциональный допустимому значению овальности S. . В случае превьштения овальности допустимой So и положительного значения ( величина л8 В-Sg поступает с второго выхода блока I2 сравнеНИН овальности с допустимой на четвертый вход блока 8 сравнения, если овальность 8 , величина д8 поступает с первого выхода блока 12 сравнения овальности с допустимой на четвертый вход блока А сравнения. Блоки 4 и 8 сравнения по своей структуре и функционированию идентичны, однако в блоке 4 сравнения осу- ществляется расчет отклонения текущего значения вертикального диаметра от заданного диаметра, а в блоке 8 - расчет отклонения текущего значения горизонтального диаметра от заданного значения. Из блока 3 расчета в блок 4 сравнения поступают значения номинально51го диаметра d и изменение уставки номинального диаметра bd в -id +8ц pi-fo С выхода измерителя 10 вертикального диаметра на блок 4 поступает текущее значение вертикального диаметра 1. С выхода блока 12 сравнения овальности с допустимой поступает значение превышения овальности д5 . В блоке А осуществляется вычисление в соответствии с формулой Ad(t) d - ()+д8 . Блок 4 содержит (Лиг.З) регистр 28 памяти значения номинального диаметра dHBM,n PBbrfl блок 29 вычитания, второй блок 30 вычитания, сумматор 3 Блок 4 функционирует следующим образом. При выходе переднего конца N-ro раската из чистовой группы и попадании его под измеритель диаметров с первого выхода блока 3 вычисления на регистр 28 поступает значение которое передается на первый вход блока 29 вычитания, на второй вход которого с второго выхода блока 3 вычисления поступает значение изменения вертикального диаметра для данного раската, получаемое значение 1$ад -udj, с выхода первого бло.ка 29 вычитания поступает на первый вход второго блока 30 вычитания, на второй вход которого с выхода измерителя 10 вертикального диаметра поступает текущее значение. На выходе Злока 30 формируется сигнал, пропорциональный текущему отклонению 53 u.d диаметра от заданного значения . Если имеется превышение овальности /i , поступающее из блока 12, в сумматоре 31 добавляется к отлонению .ftd(j превьшение овальности лб. Сигнал, пропорциональньй поступает из блока 4 в блок 5 автоматической коррекции вертикального диаметра. Аналогично работает блок 8 сравнения, на выходе которого формируется сигнал, пропорциональный текущему отклонению Д d l горизонтального диаметра от заданного значения, который поступает в блок 13 автоматической коррекции горизонтального диаметра. В блоках 5 и 13 осуществляется перерасчет отклонения текущего размера раската на компенсирующее это отклонение изменение зазора валков перемножением величины отклонения текущего размера раската от заданного на коэффициент Kf.- , при этом реализуется, например, интегральный закон регулирования. fis; -к,. -- ud,,, Ht и с выходов блоков 5°и 13 автоматической коррекции значения коррекции uS, вертикального и горизонтального диаметров поступают соответственно на первые входы регуляторов 6 и 14 вертикального и горизонтального диаметров соответственно, осуществляющих изменение зазора валков до компенсации отклонения размеров раската.
12
| Устройство регулирования толщины полосы при прокатке в отрицательном поле допусков | 1978 |
|
SU763014A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Жадан В.Т | |||
| и др | |||
| Прибор для периодического прерывания электрической цепи в случае ее перегрузки | 1921 |
|
SU260A1 |
| В сб.: Научные труды Московского института стали и сплавов, 1977, 3, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
