Изобретение относится к автоматизации- прокатного производства, а именно к контролю размеров круглого профиля проката, например, катанки.
Цель изобретения - повышение точ- ности прокатки круглых профилей по овальности.
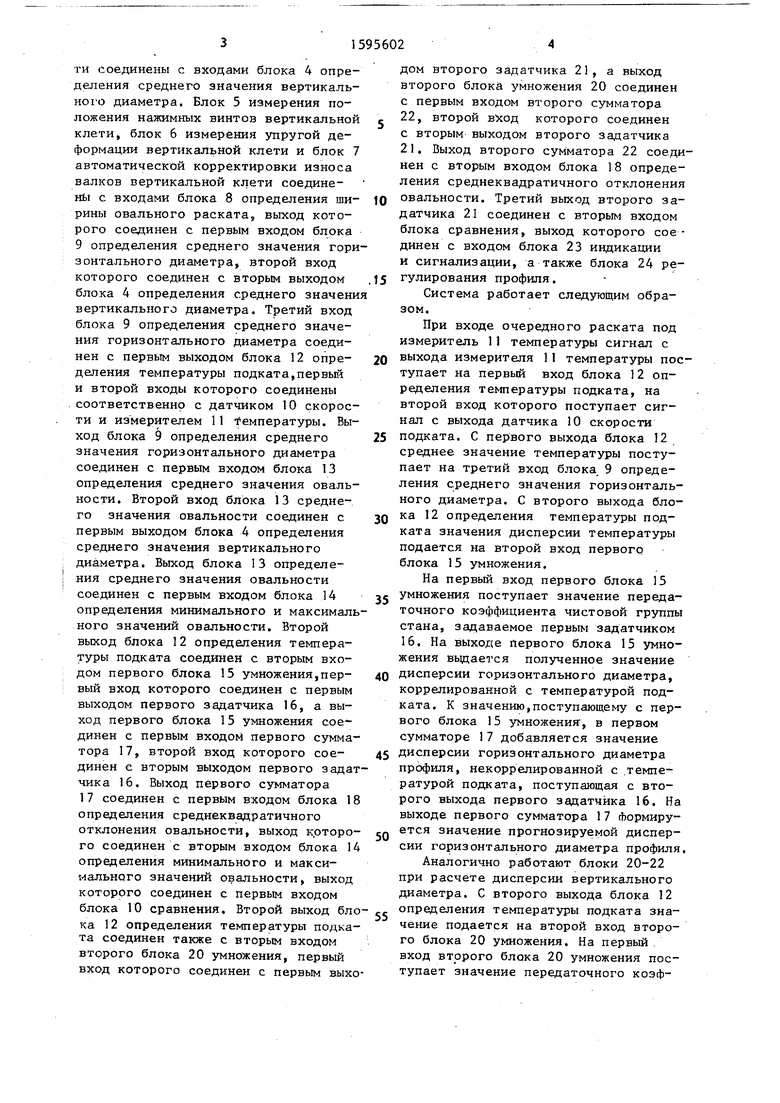
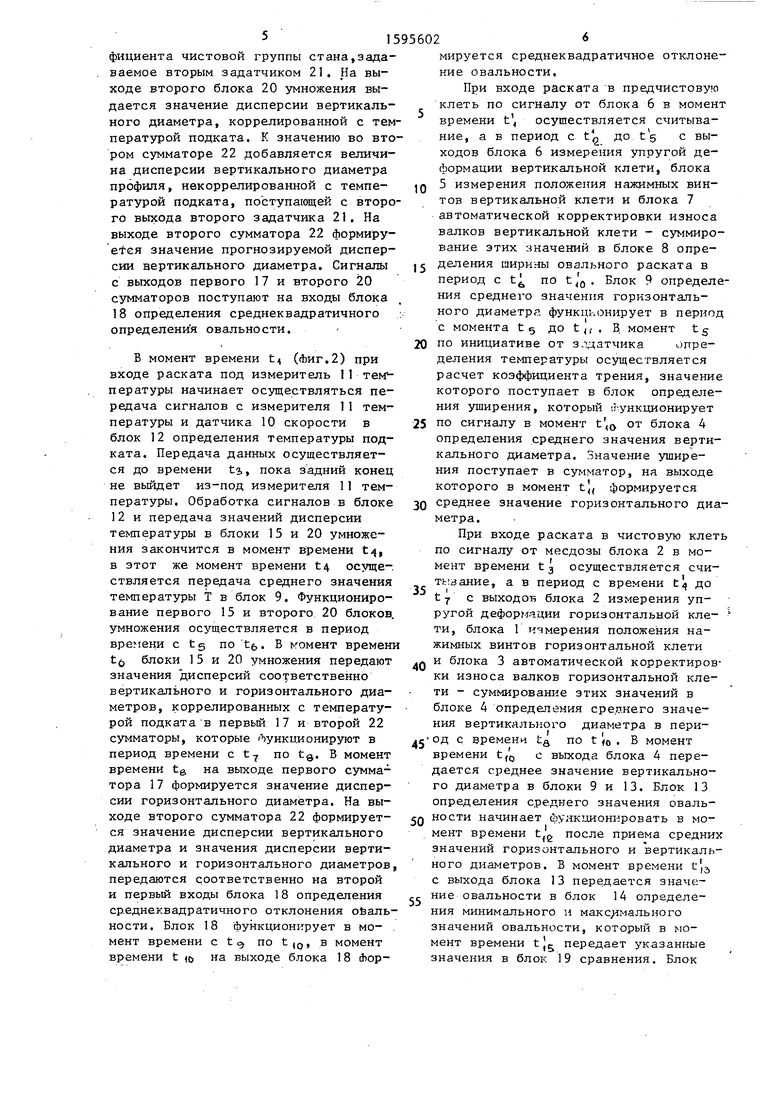
На фиг.1 изображена блок-схема предлагаемой системы; на фиг.2 - временные диаграммы, поясняющие работу системы.
Система содержит блок 1 измерения положения нажимных винтов горизонтальной клети, блок 2 измерения упругой деформации горизонтальной клети,блок
3автоматической корректировки износа валков горизонтальной клети, блок
4определения среднего значения вертикального диаметра, блок 5 измерения положения нажимных винтов вертикальной клети, блок 6 измерения упругой деформации вертикальной клети, блок 7 автоматической корректировки
износа валко-з вертикальной клети, блок 8 опредеп ия ширины овального раската, блок 9 определения среднего значения горизонтального диаметра, датчик 10 скорости, измеритель 1 температуры, блок 12 определения температуры подката, блок 13 определения среднего значения овальности, блок 14 определения минимального и максимального значений овальности, первый блок 15 умножения, первый задатчик 16, первый сумматор 17, блок 18 определения среднеквадратичного отклонения овальности, блок 19 сравнения, второй блок 20 умножения, второй задатчик 21, второй сумматор 22,блок
23индикации и сигнализации и блок
24регулирования профиля.
Блок 1 измерения лол ожения нажимных винтов горизонтальной клети, блок 2 измерения упругой деформации и блок 3 автоматической корректировки износа валков горизонтальной кле-
сл
СП
со
ел
О)
о ю
ти соединены с входами блока 4 определения среднего значения вертикального диаметра. Блок 5 измерения положения нажимных винтов вертикальной клети, блок 6 измерения упругой деформации вертикальной клети и блок 7 автоматической корректировки износа валков вертикальной клети соедине- Hti с входами блока 8 определения ши- рины овального раската, выход которого соединен с первым входом блока 9 определения среднего значения горизонтального диаметра, второй вход которого соединен с вторым выходом блока 4 определения среднего значени вертикального диаметра. Третий вход блока 9 определения среднего значения горизонтального диаметра соединен с первым выходом блока 12 опре- деления температуры подката,первый и второй входы которого соединены соответственно с датчиком 10 скорости и измерителем 11 температуры. Выход блока 9 определения среднего значения горизонтального диаметра соединен с первым входом блока 13 определения среднего значения овальности. Второй вход блока 13 среднего значения овальности соединен с первым выходом блока 4 определения среднего значения вертикального диаметра. Выход блока 13 определения среднего значения овальности соединен с первым входом блока 14 определения минимального и максимального значений овальности. Второй выход блока 12 определения температуры подката соединен с вторым входом первого блока 15 умножения,пер- вый вход которого соединен с первым выходом первого задатчика 16, а выход первого блока 15 умножения соединен с первым входом первого сумматора 17, второй вход которого сое- динен с вторым выходом первого задатчика 16. Выход первого сумматора 17 соединен с первым входом блока 18 определения среднеквадратичного отклонения овальности, выход крторо- го соединен с вторым входом блока 14 определения минимального и максимального значений овальности, выход которого соединен с первым входом блока 10 сравнения. Второй выход бло ка 12 определения температуры подката соединен также с вторым входом второго блока 20 умножения, первый вход которого соединен с первым выходом второго задатчика 21, а выход второго блока умножения 20 соединен с первым входом второго сумматора 22, второй вход которого соединен с вторым выходом второго задатчика 2I. Выход второго сумматора 22 соеднен с вторым входом блока 18 определения среднеквадратичного отклонени овальности. Третий выход второго задатчика 21 соединен с вторым входом блока сравнения, выход которого соединен с входом блока 23 индикации и сигнализации, а также блока 24 регулирования профиля.
Система работает следующим образом.
При входе очередного раската под измеритель 11 температуры сигнал с выхода измерителя 11 температуры потупает на первый вход блока 12 определения температуры подката, на второй вход которого поступает сигнал с выхода датчика 10 скорости подката. С первого выхода блока 12 среднее значение температуры поступает на третий вход блока. 9 определения среднего значения горизонтального диаметра. С второго выхода блока 12 определения температуры подката значения дисперсии температуры подается на второй вход первого блока 15 умножения.
На первый вход первого блока 15 умножения поступает значение передаточного коэффициента чистовой группы стана, задаваемое первым задатчиком 16. На выходе первого блока 15 умножения вьщается полученное значение дисперсии горизонтального диаметра, коррелированной с температурой подката. К значению,поступающему с первого блока 15 умножения, в первом сумматоре 17 добавляется значение дисперсии горизонтального диаметра профиля, некоррелированной с .температурой подката, поступающая с второго выхода первого задатчика 16. На выходе первого сумматора 17 формируется значение прогнозируемой дисперсии горизонтального диаметра профиля
Аналогично работают блоки 20-22 при расчете дисперсии вертикального диаметра. С второго выхода блока 12 определения температуры подката значение подается на второй вход второго блока 20 умножения. На первый . вход второго блока 20 умножения поступает значение передаточного коэффициента чистовой группы стана,задаваемое вторым задатчиком 21. На выходе второго блока 20 умножения выдается значение дисперсии вертикального диаметра, коррелированной с температурой подката. К значению во втором сумматоре 22 добавляется величина дисперсии вертикального диаметра профиля, некоррелированной с температурой подката, поступающей с второго выхода второго задатчика 21. На выходе второго сумматора 22 формируется значение прогнозируемой дисперсии вертикального диаметра. Сигналы с выходов первого 17 и второго 20 сумматоров поступают на входы блока 18 определения среднеквадратичного определения овальности.
В момент времени tn (Лиг.2) при входе раската под измеритель I1 тем пературы начинает осуществляться передача сигналов с измерителя 11 температуры и датчика 10 скорости в блок 12 определения температуры подката. Передача данных осуществляется до времени t,, пока задний конец не выйдет из-под измерителя 11 температуры. Обработка сигналов в блоке 12 и передача значений дисперсии температуры в блоки 15 и 20 умножения закончится в момент времени t, в этот же момент времени t4 осуще- ствляется передача среднего значения температуры Т в блок 9. Функционирование первого 15 и второго 20 блоков умножения осуществляется в период времени с t5 по t. В г/омент времен t блоки 15 и 20 умножения передают значения дисперсий соответственно вертикального и горизонтального диаметров, коррелированных с температу- рой подката в первый 17 и второй 22 сумматоры, которые гЪункционируют в период времени с t- по tg. В момент времени tg на выходе первого сумматора 17 формируется значение дисперсии горизонтального диаметра. На выходе второго сумматора 22 формируется значение дисперсии вертикального диаметра и значения дисперсии вертикального и горизонтального диаметров передаются соответственно на второй и первый входы блока 18 определения среднеквадратичного отклонения оЬаль- ности. Блок 18 функционирует в момент времени с tg по t,Q, в момент времени t 10 иа выходе блока 18 ор
10
мируется среднеквадратичное отклонение овальности.
При входе раската в предчистовую клеть по сигналу от блока 6 в момент времени t осуществляется считывание, а в период с t до 15 с выходов блока 6 измерения упругой деформации вертикальной клети, блока 5 измерения положения нажимных винтов вертикальной клети и блока 7 автоматической корректировки износа валков вертикальной клети - суммирование этих значений в блоке 8 опре- J5 деления ширины овального раската в период с t по . Блок 9 определения среднего значения горизонтального диаметра функционирует в период с момента t до tj, . В. момент tg 20 по инициативе от з.- датчика определения температуры осуществляется расчет коэффициента трения, значение которого поступает в блок определения уширения, который Ггункционирует 25 по сигналу в момент t ,o от блока 4 определения среднего значения вертикального диаметра. Значение уширения поступает в сумматор, на выходе которого в момент tj, формируется 30 среднее значение горизонтального диаметра.
При входе раската в чистовую клеть по сигналу от месдозы блока 2 в момент времени t осуществляется счи- ть .зание, а в период с времени tlj до t f с выходов блока 2 измерения упругой деформации горизонтальной кле- ти, блока Г измерения положения нажимных винтов горизонтальной клети и блока 3 автоматической корректировки износа валков горизонтальной клети - суммирование этих значений в блоке 4 определйния среднего значения вертикального диаметра в пери- 5 од с времени t по t io . В момент времени t/Q с выхода блока 4 передается среднее значение вертикального диаметра в блоки 9 и 13. Блок 13 определения среднего значения оваль- Q ности начинает функционировать в момент времени после приема средних значений горизонтального и вертикального диаметров. В момент времени t с выхода блока 13 передается значение овальности в блок 14 определения минимального и мaкc Iмaльнoгo значений овальности, который в момент времени tj передает указанные значения в блок 19 сравнения. Блок
35
40
5
19 сравнения Луикциониру€ т в период времени с t,, по t , . Значение отклонения овальности от допустимой передается в момент времени t в. систему автоматического регулирования профиля и в блок 23 индикации и сигнализации, где хранится с момента времени tje до момента времени t lg входа следующего раската в чистовую клеть.
Как показали исследования, система автоматического регулирования размеров с косвенным измерением более эффективна, чем система регулирования по отклонению размера. Кроме того, косвенное измерение позволяет создать комбинированные системы уп-, равления по отклонению и возмущению.
Формула изобретения
Система регулирования геометрических размеров круглого профиля проката, содержащая блок измерения положения нажимных винтов горизонтальной клети, блок измерения упругой деформации горизонтгшьной клети, блок автоматической корректировки изнора валков горизонтальной клети, выходы которых соединены с входами блока определения среднего значения вертикального диаметра, о т - Сличающаяся тем, что, с целью повышения точности прокатки круглых профилей по овальности,она снабжена блоками измерения положения нажимных винтов вертикальной клети, блоком измерения упругой де- Цформации вертикальной клети, блоком I автоматической корректировки износа валков вертикальной клети, блоком пре,целения ширины овального раската, блоком определения среднего зна- чения горизонтального диаметра,датчиком скорости, измерителем температуры, блоком определения температуры подката, блоком определения среднего значения овах1ьности, блоком определения минимального и максимального значения овальности, двумя блоками умножения, двумя задатчиками, двумя сумматорами, блоком определения среднеквадратичного отклонения овальности, блоком сравнения и блоком индикации и сигнализации,причем выходы блока измерения положения нажимных винтов вертикальной клети, блока измерения упругой деформации
15956028
вертикальной клети и блока автоматической корректировки износа валков вертикальной клети соединены с входами блока определения ширины овального раската, выход которого соединен с первым входом блока определения среднего значения горизонтального диаметра, второй вход кото- IQ рого соединен с вторым выходом блока
определения среднего значения вертикального диаметра, третий вход блока определения среднего значения горизонтального диаметра соединен с пер вым выходом блока определения температуры подката, первый и второй входы которого соединены соответственно с датчиком скорости и измерителем температуры, выход блока опре2Q деления среднего значения горизонтального диаметра соединен с первым . входом блока определения среднего значения овальности, второй вход которого соединен с первым выходом бло25 ка определения среднего значения
вертикального диаметра, выход блока определения среднего значения овальности соединен с первым входом блока определения минимального и макси30 мального значений овальности,второй выход блока определения температуры подката соединен с вторым входом первого блока умножения, первый вход которого соединен с первым выходом первого задатчика, а выход первого блока умножения соединен с первым входом первого сумматора, второй вход которого -соединен с вторым выходом первого задатчика, выход первого сумматора соединен с первым входом блока определения среднеквадратичного отклонения овальности,выход которого соединен с вторым входом блока определения минимального и макдс симального значений овальности,выход которого соединен с первым входом блока сравнения, второй выход блока определения температуры соединен также с вторым входом второго блока умножения, первый вход которого соединен с первым выходом второго задатчика, а выход второго блока умножения соединен с первым входом второго сумматора, второй вход которого соединен с вторым выходом второго задатчика, а выход второго сумматора соединен с вторым входом блока определения среднеквадратичного отклонения овальности, третий выход второго задатчи35
40
50
55
вертикальной клети и блока автоматической корректировки износа валков вертикальной клети соединены с входами блока определения ширины овального раската, выход которого соединен с первым входом блока определения среднего значения горизонтального диаметра, второй вход кото- рого соединен с вторым выходом блока
определения среднего значения вертикального диаметра, третий вход блока определения среднего значения горизонтального диаметра соединен с пер вым выходом блока определения температуры подката, первый и второй входы которого соединены соответственно с датчиком скорости и измерителем температуры, выход блока опреQ деления среднего значения горизонтального диаметра соединен с первым .. входом блока определения среднего значения овальности, второй вход которого соединен с первым выходом бло5 ка определения среднего значения
вертикального диаметра, выход блока определения среднего значения овальности соединен с первым входом блока определения минимального и макси0 мального значений овальности,второй выход блока определения температуры подката соединен с вторым входом первого блока умножения, первый вход которого соединен с первым выходом первого задатчика, а выход первого блока умножения соединен с первым входом первого сумматора, второй вход которого -соединен с вторым выходом первого задатчика, выход первого сумматора соединен с первым входом блока определения среднеквадратичного отклонения овальности,выход которого соединен с вторым входом блока определения минимального и макс симального значений овальности,выход . которого соединен с первым входом блока сравнения, второй выход блока определения температуры соединен также с вторым входом второго блока умножения, первый вход которого соединен с первым выходом второго задатчика, а выход второго блока умножения соединен с первым входом второго сумматора, второй вход которого соединен с вторым выходом второго задатчика, а выход второго сумматора соединен с вторым входом блока определения среднеквадратичного отклонения овальности, третий выход второго задатчи5
0
0
5
1595602
ка соединен с вторым входом блока сравнения, выход которого соединен с входом блока индикации и сигнализа10
дни, а также блоком регулирования профиля.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования размеров профиля круглого проката | 1984 |
|
SU1196053A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство для регулирования скорости реверсивного прокатного стана с вертикальными и горизонтальными валками | 1980 |
|
SU956082A1 |
| Система автоматической стабилизации градиента температур при прокатке узких полос на реверсивном стане | 1980 |
|
SU969346A1 |
| Способ регулирования ширины полосы | 1988 |
|
SU1581397A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Способ регулирования скоростей главных электроприводов реверсивной универсальной клети и устройство для его осуществления | 1985 |
|
SU1310053A1 |
| Устройство для автоматического управления нажимными механизмами листовых станов горячей прокатки | 1985 |
|
SU1271598A1 |
| Способ для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки и устройство для его осуществления | 1990 |
|
SU1734905A1 |
Изобретение относится к автоматизации прокатного производства, а именно к регулированию размеров круглого профиля проката, например катанки. Цель изобретения - повышение точности прокатки круглых профилей. Цель достигается путем регулирования горизонтального и вертикального размеров катанки по величине отклонения ее овальности. 2 ил.
t t t j 8реня t
(DuiZ
| Патент США № 4141071, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Электромеханическое устройство для измерения отклонения толщины раската от заданной в процессе прокатки | 1976 |
|
SU596311A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
