(S) УСТРОЙСТВО РЕГУЛИРОВАНИЯ ШИРИНЫ ГОРЯЧЕКАТАНЫХ ПОЛОС
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
| Устройство для регулирования толщины при прокатке концов полос | 1983 |
|
SU1135512A2 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство для фильтрации эксцентриситета валков при автоматическом регулировании толщины полосы | 1982 |
|
SU1063496A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Система автоматической стабилизации градиента температур при прокатке узких полос на реверсивном стане | 1980 |
|
SU969346A1 |
| Система регулирования толщины полосы на стане горячей прокатки | 1980 |
|
SU910250A1 |
| Устройство для регулирования толщины полосы на непрерывном стане горячей прокатки | 1979 |
|
SU884771A1 |
1
Изобретение относится к автоматизации прокатного производства и предназначено для использования в чистовых группах клетей широкополосных станов горячей прокатки.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство стабилизации ширины полосы на станах горячей прокатки, содержащее изме- ритель температуры подката, фильтр, усилитель, первый блок запоминания, элемент сравнения, два блока умножения, датчик скорости, таймер и интегратор,, причем измеритель температуры подката, фильтр, усилитель и первый блок запоминания соединены последовательно, выход первого блока запоминания соединен с первым входом элемента сравнения, второй вход которого соединен с выходом усилителя, выход элемента сравнения соединен с первым входом первого блока умножения 1.
Недостатком указанного устройстваявляется то, что регулирующим воздействием выступают межклетевые натяжения, которые в принципе не могут изменять ширину концов полосы, прокатываемых без натяжения.
Цель изобретения - повышение точности регулирования ширины по всей длине полосы.
Указанная цель достигается тем, что устройство, содержащее измеритель температуры подката, фильтр, усилитель,.первый блок запоминания, элемент сравнения, два блока умножения, датчик скорости, таймер и интегратор, причем измеритель температуры подката, фильтр, усилитель и первый блок запоминания,соединены последовательно, выход первого блока запоминания соединен с первым входом элемента сравнения, второй вход которого соединен с выходом усилителя, выход элемента сравнения соединен с первым входом первого
блока умножения, дополнительно содержит блок управления, блоки расмета изменения обжатия первой клети непрерывной чистовой группы, рабочие валки которой выполнены с вогнутой образующей поверхности, и второй клети, поверхность рабочих валков которой выполнена цилиндрической, блоки расчета перемещений нажимных винтов, блоки управления положением нажимных винтов, блок расчета коррекции скорости и блок регулирования скоростью первой клети, блок расчета задержки времени, реле задержки времени, блоки запоминания, ключи,блок задания исходных данных, причем первый и второй входы блока расчета изменения обжатия первой клети соединены соответственно с выходом второго блока умножения и выходом блока задания .исходных данных, а первый и второй выходы соединены соответственно со входом блока расчета перемещения нажимных винтов пераой клети, со входом блока расчета коррекции скорости и входом блока расчета перемещения нажимных винтов первой клети, выход блока расчета коррекции скорости соединен с первым входом первого ключа, выход которого соединен со входом второго блока запоминания и со входом блока расчета задержки времени, выход второго блока запоминания соединен со входом блока регулирования скорости, а выход блока расчета задержки времени соединен со входом реле задержки времени, выход которого соединен с первым входом блока управления положением нажимных винтов второй клети, выход блока расчета изменения обжатия второй клети соединен со входом блока расчета перемещения нажимных винтов второй клети, выходы блоков расчета перемещения нажимных винтов первой и второй клети соединены с первыми входами второго и третьего ключей, выходы которых соединены со входами третьего и четвертого блоков запоминания, выход третьего блока запоминания соединен со входом блока управления положением нажимных винтов первой клети, а выход четвертого блока запоминания соединен со вторым входом блока управления положением нажимных винтов второй клети, вторые входы ключей соединены с пер,вым выходом блока управления, вход
которого соединен с выходом таймера, первый и второй входы таймера соединены соответственно с выходами измерителя температуры подката и выходом датчика скорости, выход датчика скорости соединен также со вторым входо первого блока умножения, выход которого соединен с первым входом интегратора, второй вход интегратора соединен со вторым выходом блока управлния, выход интегратора соединен со входом второго блока умножения.
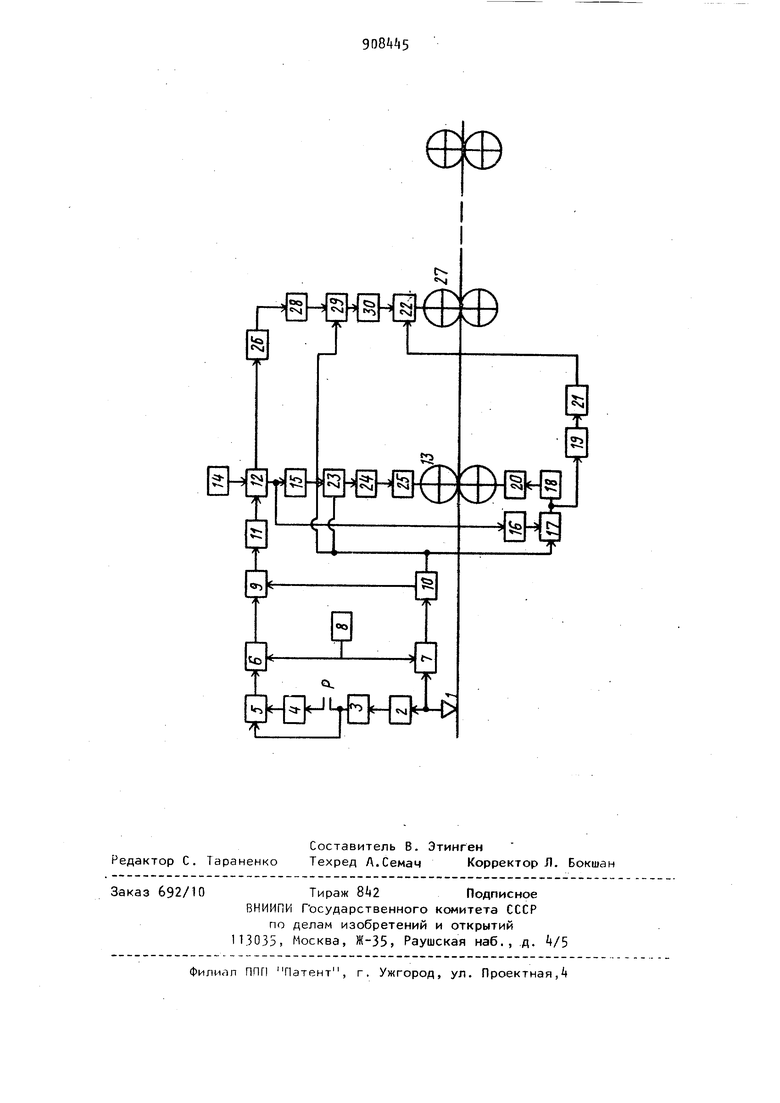
На чертеже представлена блок-схема предлагаемого устройства регулирования ширины горячекатанных полос .
Устройство регулирования состоит из измерителя 1 температуры с фильтром 2 на выходе., усилителя 3, первог блока l запоминания с коммутируемым входом Р и элемента 5 сравнения,выход которого соединен с первым входом первого блока 6 умножения ,таймера 7, вторые входыблока 6 умножения и таймера 7 соединены с выходом датчика 8 скорости, интегратора 9, первый вход которого соединен с выходом блока 6 умножения, а второй - с выходом блока 1,0 управления, вход которого соединен с выходом таймера 7, второго блока 11 умножения, выход которого соединен с выходом интегратора 9, а вход таймера 7 соединен с выходом измерителя 1 температуры подката .
Усредненный сигнал отклонения ширины с выхода блока 11 умножения поступает на первый вход блока 12 рачета изменения обжатия первой клети 13, второй вход которого соединен с выходом блока 14 задания исходных данных. Первый выход блока 12 соединен со входами блока 15 расчета перемещения нажимных винтов и блока 1б расчета коррекции скорости, выход которого соединен с первым входом первого ключа 17) второй вход которого соединен с выходом блока 10 управления. Выход ключа 17 соединен со входами второго блока 18 запоминания и входом блока IJ расчета задержки времени, выход которого соединен со входом блока 20 регулирования скорости клети 13. Выход блока 19 через реле 21 задержки времени соединен с первым входом блока 22 управления положением нажимного. винта. Выход блока 15 п-единен с S9 первым входом второго ключа 23,второй вход которого соединен с выходом блока 10 управления. Выход ключа 23 соединен со входом третьего блока 2 запоминания, выход которого соединен со входом блока 25 управления положением нажимных винтов клети 13. Второй выход блока 12 соединен со входом блока 26 расчета изменения обжатия второй клети 27 группы, выход которого соединен со входом блока 28 расчета перемещения нажимных винтов. Выход блока 28 через первый вход третьего ключа 29 соединен со входом четвертого блока 30 запоминания, выход которого соединен с входом блока 22 управления положением нажимных винтов клети 27 Устройство работает следующим образом. При входе переднего конца полосы под измеритель 1 температуры замыкается контакт реле Р в цепи между уси лителем 3 и блоком k запоминания. Та кое состояние схемы сохраняется в течение 1-2 с. При этом сигнал измерителя 1, проходя через фильтр 2 и усилитель 3) запоминается в блоке . Затем цепь между усилителем 3 и блоком разрывается. С этого момента сигнал блока служит для оп ределения отклонений температуры по длине полосы от температуры переднего конца полосы. При наличии разнорти температур между запомненной и измеренной в процессе прокатки выходной сигнал элемента 5 сравнения пропорциональный этой разности(Посту пает на вход блока 6 умножения.От и мерителя 1 температуры запускается таймер 7-Блок 6 умножения перемножае сигнал элемента 5 сравнения и сигнал Датчика 8 скорости. Выходной сигнал блока 6 умножения интегрируется интегратором 9- На выходе интегратора 9 получается сигнал, пропорциональный интегральному отклонению температуры подката Ч it. I /Atdl I /At-VdT. ч L../ In где At - интегральное отклонение температуры подката; L - участок интегрирования ,пр нимаемый равным расстояни от измерителя 1 температу ры до первой клети; Т - время интегрирования.определяемое таймером 7 из условия; t - мгновенное отклонение температуры подката; К - передаточный коэффициент интегратора. интегральному отклонению темры At, в блоке 11 умножений тывается прогнозируемое отклоширины на выходе из чистовой клетей дв,, к At д - отклонение ширины полосы , - коэффициент передачи влияния отклонения температуры подката на ширину готовой полосы. нал U3i блока 11 поступает на лока 12 расчета изменения обжаети 13, в котором с учетом исданных блока k задания исданных рассчитывается велизменения обжатия КА 6Н, АВп Н, Кс Уг АВ, V, -изменение обжатия; -толщина подката; -стрела вогнутости рабочих валков первой клети на диаметр для данной абсолютной ширины полосы; -толщина переднего конца полосы на выходе из первой клети при первог начальной настройке; V, -соответственно скорости прокатки в первой и второй клетях при первоначальной настройке; , к. -коэффициенты передачи влияния неравномерности обжатия по ширине очага деформации и относительного обжатия на ширину полосы. аметры HO, Н,, V, , 2 , 5Н, ввов блок задания исходных дансходя из информации о подкате, ающем из черновой группы клетеи, первонгэчальной найтройке чистовой группы и профилировке рабочих валков первой чистовой клети с попра кой на ширину прокатываемого металла По величине ЛН, , рассчитанной в блоке 12, в блоке 26 рассчитывается величина изменения обжатия в клети 27, обеспечивающая постоянство толщины раската на выходе из данной кле ти АН АН, К , где ЙИ - изменение обжатия во второ клети группы; К) - коэффициент передачи влияния изменения толщины/входящей в клеть, на выходную S блоке 16 по данным блока 12 рас считывается величина коррекции скорости клети 13, необходимой для сохранения постоянства натяжения в первом межклетевом промежутке. AV, - . АН,, о где , требуемое изменение скорости . По сигналам блоков 12 и 2б соответственно в блоках 15 и 28 рассчиты ваются перемещения нажимных винтов клетей 13 и 27S, АИ, ; Q fj 2 к где , К 52 коэффициенты передачи влияния перемещения нажимных винтов на выходную толщину соответственно первой и второй клети группы При входе переднего конца подката в клеть 13 от таймера 7 срабатывает блок 10 управления.. При срабатывании блока 10 управления через ключи 23 и 17 данные блоков 12, 15 и 28 посту пают в блоки , 30 и 18 запоминания управляющие блоками 25 и 22 управления положением нажимных винтов, блоком 20 регулирования скорости первой клети. Кроме того, данные блока 16 расчета коррекции скорости попадают блок 15 расчета задержки времени срабатывания нажимных винтов клети 27 V, +ЛУ, - время задержки; L, п длина межклетевого промежутка . По сигналу блока 19 расчета задержки времени срабатывает реле 21 задержки времени, управляющее моментом срабатывания блока 22 управления положением нажимных винтов клети 27, обеспечивая перемещение нажимныхвинтов на соответствующем участке раската. По сигналу блока 10 управления срабатывает также интегратор 9- На последующих участках полосы процесс повторяется. Значения коэффициентов К, К, К, Кц, Kj, определяемые экспери- ; , содержатся в памяти соответствующих блоков 11 ,12,15,2б,28. Регулирующим воздействием на ши- . рину полосы в предлагаемом устройстве в отличие от известных является перемещение нажимных винтов первых двух клетей чистовой группы, вызывающее изменение обжатия полосы по всей ее длине. Величина изменения обжатия и соотеетственно перемещения нажимных винтов в первой клети определяются в зависимости от отклонения температуры по длине подката, пропорционального отклонению ширины полосы на выходе из чистовой группы, а величина изменения обжатия и межвалкового зазора второй клети определяется из условия постоянства выходной толщины полосы из данной клети. Эффективность воздействия на ширину полосы изменения обжатия достигается применением рабочих валков с вогнутой профилировкой в первой клети и цилиндрических рабочих валков с вогнутой профилировкой в первой клети и цилиндрических рабочих валков во второй клети. Прокатка выЬуклого раската переменной толщины, сформированного первой клетью, в цилиндрических валках второй клети Позволяет интенсивно воздействовать на ширину раската в очаге деформации второй клети за счет совместного влияния изменения обжатия в неравномерности распределения обжатия по ширине омлг;а. Постоянство натяжения между первой и второ клетью достигается коррекцией скорости прокатки в первой клети в зав мости от изменения обжатия. Технико-экономическая эффективность предлагаемого устройства закл чается в повышении точности прокатк полос по ширине и за счет этого эко номия металла , определяемой уменьшением величины боковой обрези. Годовой экономический эффект от применения данного устройства на широкополосном стане горячей прокатки типа 1700 с объемом производства 3,7 млн.т в год составляет тыс. руб. Формула изобретения Устройство регулирования ширины горячекатаных полос на непрерывных станах, содержащее измеритель темпе ратуры подката, фильтр, усиЬитель, первый блок запоминания, элемент сравнения, два блока умножения,датчик скорости, таймер и интегратор, причем измеритель температуры подката, фильтр, усилитель и первый блок запоминания соединены последовательно, выход первого блока запоминания соединен с первым входом эл мента сравнения, второй вход которо го соединен с выходом усилителя,выход элемента сравнения соединен с первым входом первого блока умножения, отличающееся тем, что, с целью повышения точности регулирования ширины по всей длине полосы, оно дополнительно содержит блок управления, блоки расчета изменения обжатия первой клети непрерывной чистовой группы, рабочие вал ки которой выполнены с вогнутой образующей поверхности, и второй клети, поверхность рабочих валков которой выполнена цилиндрической,блок расчета перемещений нажимных винтов блоки управления положением .нажимных винтов, блок расчета коррекции скорости и блок регулирования скорости первой клети, блок расчета за держки времени, реле задержки времени, блоки запоминания, ключи,блок задания исходных данных, причем пер вый и второй входы блока расчета из менения обжатия первой клети соединены соответственно с выходом второ 5la блока умножения и выходом блока задания исходных данных, а первый и второй выходы соединены соответственно со входом блока расчета перемещения нажимных винтов первой клети, входом блока расчета коррекции скорости и входом блока расчета перемещения нажимных винтов первой кпети, выход 5лока1 расчета коррекции скорости соединен с первым входом первого ключа, выход которого соединен со входом второго блока запоминания и с входом блока расчета задержки времени, выход второго блоКЗ запоминания соединен со входом блока регулирования скорости, а выход блока расчета задержки времени соединен со входом реле задержки времени, выход которого соединен с первым. входом блока управления положением нажимных винтов второй клети, выход блока расчета изменения обжатия второй клети соединен со входом блока расчета перемещения нажимных винтов второй клети, выходы блока расчета перемещений нажимных винтов первой и второй клети соединены с первыми входами второго и третьего ключей, выходы которых соединены со входами третьего и четвертого блоков запоминания соединен со входом блока управления положением нажимных винтов первой клети, а выход четвертого блока запоминания соединен со вторым входом блока управления положением нажимных винтов второй клети, вторые входы ключей соединены с первым выходом блока управления, вход которого соединен с выходом таймера, первый и второй входы таймера соединены соответственно с выходом измерителя температуры подката и выходом датчика скорости, выход датчика скорости соединен также со вторым входом первого блока умножения, выход которого соецинен с первым входом интегратора, второй вход интегратора соединен со вторым выходом блока управления,выход интегратора соединен со входом второго блока умножения. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N , кл. В 21 В 37/00, 187.
