;0
а
кэ Изобретение относится к области черной металлургии и литейного производства. Оно может быть использовано при изготовлении листового сор тового и другого биметаллического проката. Цель изобретения - повышение сва риваемости слоев биметалла и снижение пртерь металла вставки на угар при последукйцем нагреве и травлении В литейную форму устанавливают полую нержавекщую вставку с равным зазоро14 от рабочей поверхности лите11ной формы. Сталь заливают в литейную форму сифонно, заполняя первоначально внутривставочную полость а затем после ее полного, заполнения заполняют зазор переливом стали через верхнкю кромку вставки. Пример. В литейную форму ус танавливают вставку-трубу диаьдатром 160 мм с толщиной стенки 5 мм с зазором 20 мм от рабочей поверхности литейной формы. В литейную форму за ливают сифонно сталь 20 Л, заполняя первоначально внутрнвставочн по полость, а затем зазор. Полученные биметаллические слитки подвергают нагреву при 1240-1260 С продолжнтельиостью 6 ч, охлаждению и травлению. Затем из них вьфеэают попе72речные темплеты для испытаний на степень свариваемости слоев биметалла и определения потерь металла вставки на угар ii травление. Результаты испытаний представлены в таблице. Былк проведены также сравнительные испытания на коррознонную стойкость в атмосферных условиях биметаллического катаного листа 20-08X17Т с толщиной нержавеющего слоя 0,08 мм и из стали 20. Скорость коррозии определяли по ГОСТ 13819-68 и потери от коррозии составили в биметаплическом листе - 0,0010,012 г/мЧ (0,001-0,0012 мм/год), в листе из стали 20 - 0,2-0,205 (0,2-0,205 мм/год). Испытания показали, что предлагаемый способ по сравнению с известным позволяет снизить потери метапла вставок на угар и травление и повысить свариваемость слоев биметалла в слитке, а также снизить себестоимость биметаллического проката, по- . скольку он полностью исключает передел по подготовке слябов к кузнечной сварке при прокатке, применяемой при известных литейном и пакетном методах плакирования.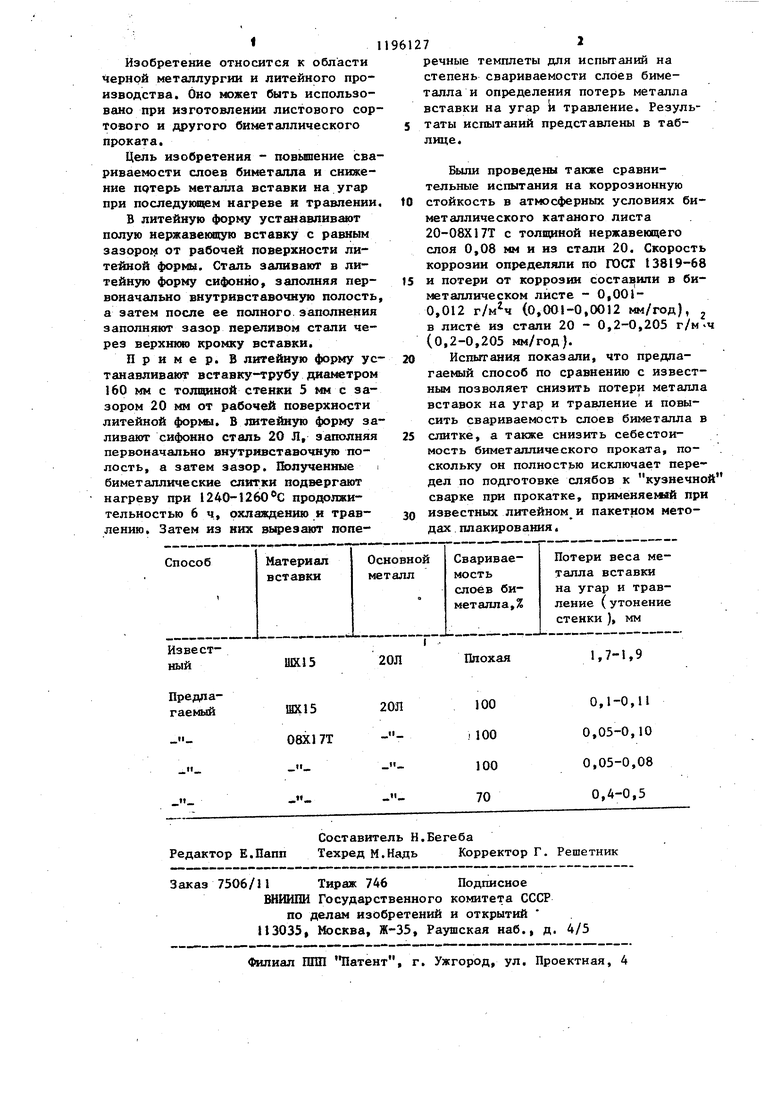
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| Способ получения коррозионностойкого биметаллического слитка | 2022 |
|
RU2774689C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1991 |
|
RU2009013C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА С ПЛАКИРУЮЩИМ СЛОЕМ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2022 |
|
RU2780082C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТИЛЛИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1987 |
|
RU1524298C |
| УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1993 |
|
RU2074787C1 |
| Способ получения биметаллического слитка | 1987 |
|
SU1482761A1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО СЛИТКА | 2022 |
|
RU2786101C1 |
| Способ производства литой многослойной заготовки | 2019 |
|
RU2722844C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ОТЛИВКИ, включакяций простановку в литейную форму металлнческой попой вставки, деляц1ё1 ее рабочий объем на две полости, заливку жидкого металла сначала в центральную, а затем в наружную полости и охлаждение отливки, отличающийся тем, что, с целью повышения свариваемости слоев биметалла и. снижеиия потерь металла вставки на угар при последующем нагреве и травлении, центральную полость формы заполняют сифонно, а наружную заполняют переливом через верхнюю кромку вставки после заполнения центральной полости.
| Литейная форма для отливки валка | 1977 |
|
SU703220A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
