1
Изобретение относится.к литейному производству, а именно к литейным формам для отливки прокатных валков; оно наиболее - эффективно может быть использовано при изготовлении стальных калиброванных прокатных валков с диаметром бочки более 400 м.
Известна комбинированная литейная форма, содержащая опоки, заполненные песчано-глинистой смесью, для изготовления верхней и нижней шеек валка и кокиль для выполнения бочки, установленный между ними. Литниковая система для заливки формы выпол нена в нижней опоке для подвода металла сифоном в нижнюю шейку валка 1.
Недостаток указанной литейной формы состоит в том, что подвод металла сифоном снизу увеличивает трудоемкость изготовления литейной формы; не исключается возможность засорения металла валка песочными включениями, а также нельзя получить плотную осевую зону бочки валка. Все это отрицательно сказывается на качестве прокатных валков.
Наиболее близкой к описываемому изобретению по технической сущности является
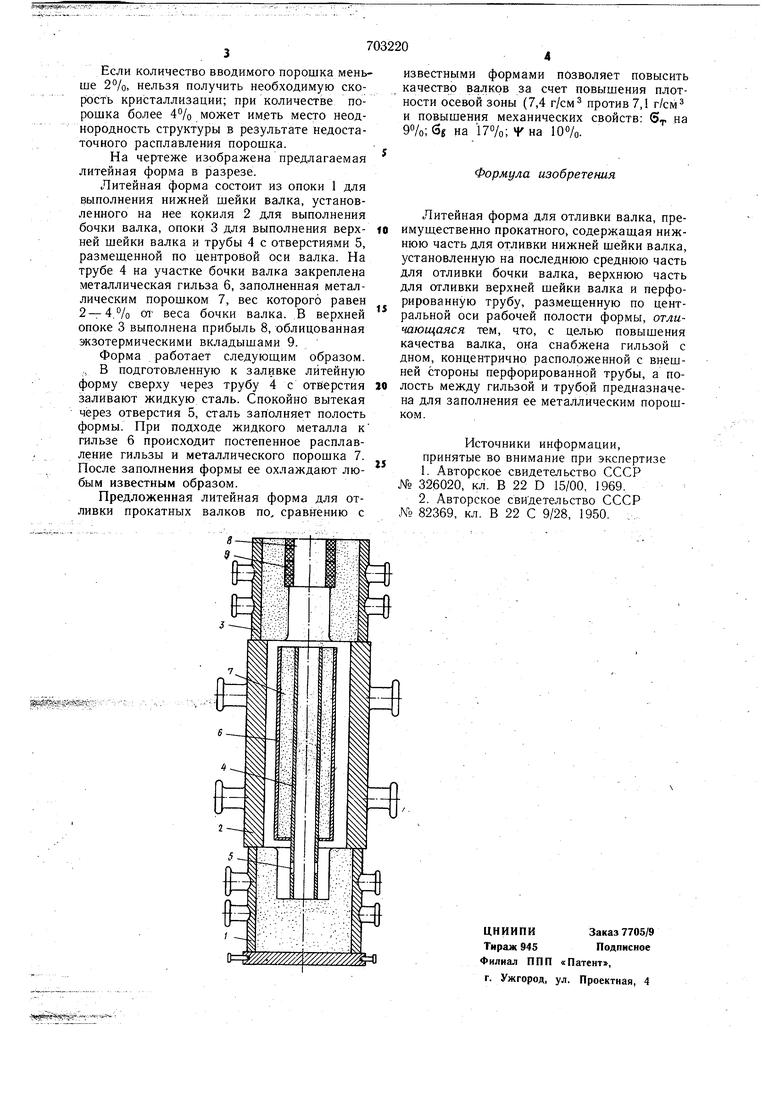
литейная форма, содержащая нижнюю опоку для отливки нижней шейки валка, установленную на нее опоку для отливки бочки валка и верхнюю опоку для отливки верхней щейки валка. Подвод металла осуществляют через вертикальный стояк из железной или керамической трубы, устанавливаемой по центровой оси валка и имеющей в нижней отверстия. По окончании заливки трубу извлекают из отлитого валка, но она может бь1ть и оставлена в нем 2.
Недостаток известной литейной формы заключается в том, что при заливке массивных валков осевая зона бочки валка будет недостаточно плотной, что снижает качество валков, особенно при нарезке глубокого калибра.
Целью изобретения является повышение качества валков.
Цель достигается тем, что форма снабжена гильзой с дном, концентрично расположенной с внещ1чей стороны перфорированной трубы в средней части формы, а полость между гильзой и трубой заполнена металлическим порощком, имеющим вес, равный 2 - 4°/о от веса бочки валка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для отливки валков | 1979 |
|
SU850292A1 |
| СПОСОБ ОТЛИВКИ ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2073589C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНЫХ БИМЕТАЛЛИЧЕСКИХ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2346788C1 |
| Литейная форма для отливки двухслойного валка,преимущественно прокатного | 1982 |
|
SU1093392A2 |
| Литейная форма для отливки двухслойного валка, преимущественно прокатного | 1977 |
|
SU667317A1 |
| Способ отливки валков | 1989 |
|
SU1685598A1 |
| Форма для литья биметаллических прокатных валков | 1978 |
|
SU749562A1 |
| Литейная форма для получения чугунных валков | 1985 |
|
SU1360883A1 |
| Способ отливки длинномерных осесимметричных изделий | 1985 |
|
SU1284664A1 |
| Способ центробежного литья прокатных валков | 1984 |
|
SU1297987A1 |
