со
05
o
sl
со Изобретение относится к промышленности строительных материалов и сборного железобетона и может быть использовано в производстве армированных и неармированных бетонных облицовочных плит, а также стеновых блоков и панелей. Цель изобретения - повышение морозостойкости и атмосферостойкости изделий. Высокие декоративные качества лицевого слоя изделий, имитирующего природный камень типа мрамора, достигаются прежде всего за счет применения отделочных цветных растворов с различной вязкостью, что обусловлено особым ,характером их взаимного смешения по поддону формы и частичного перемешивания под эластичной пЛенкой при раскатке валком. При трехцветной отделке вязкость каждого раствора соответственно равна 13-15, 20-23 и 27-30 см. Применение для раскатки растворов полимерной эластичной пленки с гидрофобной поверхностью также способствует частичному перемешиванию порций растворов, повышаюш,ему декоративные качества поверхности изделий. Кроме того, исключается необходимость частой промывки полимерной пленки после раскатки раствора валком с коническими выступами, высота которых не превышает толщины декоративного слоя. Снабжение валка выступами указанного размера позволяет в сочетании с применением эластичной полимерной пленки получать при раскатке цветных растворов заданную пониженную толщину отделочного слоя (0,5-2 мм) по всей площади поддона. Пример. Для изготовления облицовочных фасадных бетонных плит , размером 400Х Х400ХЗО мм используют отделочные растворы состава 1:2 трех цветов на основе белого портландцемента и молотого кварцевого песка с добавкой 6-12% ПВА к массе цемента. Раствор белого цвега имеет консистенцию по Суттарду 15 см, раствор зеленого цвета с добавкой 5% окиси хрома 20 см и раствор черного цвета с добавкой 5% сажи 25 см. Растворы порциями (по 30 г) в общем количестве, соответствуюшем заданной толщине отделочного слоя 0,5-2 мм (1-4 кг/м), наносят на смазанный техническим вазелином поддон формы, выполненный из полированной стали, укладывают на них полиэтиленовую пленку толщиной 0,04 мм, обработанную для гидрофобизации поверхности кремнийорганической жидкостью ГКЖ-94, и раскатывают в процессе вибрирования валком с коническими выступами при его возвратно-поступательном движении. Для раскатки применяют съемные валки, снабженные выступами размером 0,5-2 мм, в зависимости от заданной толщины отделочного слоя. После раскатки порций растворов в форму укладывают бетонную смесь в количестве, соответствующем заданной толщине изделия (30мм), уплотняют ее путем вибрирования, а затем осуществляют термообработку и распалубку плит. Одновременно изготавливают на этих же материалах облицовочные плиты известным способом. На цветные растворы укладывают пластмассовый (виниловый) лист толщиной 0,1 мм или эластичную полимерную пленку и раскатывают их валком с гладкой поверхностью (без выступов). При этом для сравнения применяют растворы с добавкой и без добавки дисперсии латекса. Минималь ная возможная толщина лицевого слоя составляет около 3 мм. Результаты сравнительных испытаний образцов плит, изготовленных предложенном способом с применением валка и известным способом, на морозостойкость и атмосферостойкость (увлажнение-высушивание) приведены в таблице (морозостойкость и атмосферостойкость оценивались количеством циклов до появления на лицевом слое образцов сетки трещин). Как видно из таблицы, изготовление декоративных бетонных изделий предложенным способом с применением валка позволяет значительно повысить их долговечность. Кроме того, плиты, изготовленные предложенным способом, характеризуются более высокими декоративными качествами.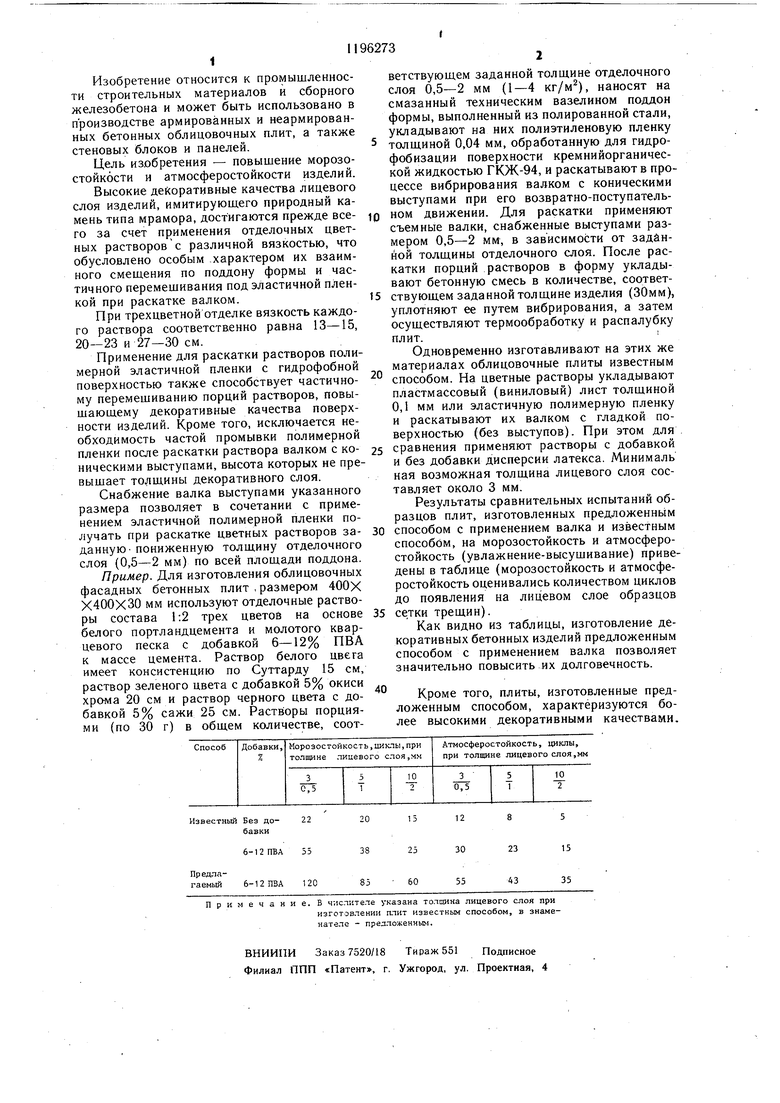
СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ, включающий нанесение на гладкий поддон формы порций отделочных цементных или полимерцементных растворов разных цветов с .. / осадкой конуса 12-30 см, укладку листового полимерного материала, вибрирование и раскатку валком, съем листового полимерного материала и укладку бетонной смеси с последующим уплотнением и термообработкой, отличающийся тем, что, с целью повыщения морозостойкости и атмосферостойкости изделий, на поддон фармы наносят пор ции растворов, при этом осадка конуса каждой порции раствора превышает осадку конуса предыдущей порции раствора на 5- 7 см, в качестве листового полимерного материала укладывают эластичную пленку, а раскатку осуществляют валком, выполненным с коническими выступами, высота которых не превышает толщины декоративного слоя.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU286571A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
