:Изобретение относится к металлообработке. Целью изобретения является повышение производительности обработки путем улучшения условий резания посредством Еыполнения кромок режущей пластины в форме частей эллипса, образованного пересечением плоскости режущих кромок и боковой поверхности растачиваемого отверстия. На фиг. 1 показана схема обработ ки отверстий согласно изобретению; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сечение В-В на фиг. 2. Режущую пластину для расточки со гласно изобретению выполняют из двух частей 1 и 2, имеющих симметрично расположенные в наклонной плоскости I-I режущие кромки, форма которых на участке се и fm пред ставляет собой части эллипса, обра зованного I пересечением наклонной плоскос тью I-I отверстия d. Эллип имеет малую ось, равную диаметру отверстия d, и большую ось, равную D. Эта величина зависит от диаметр обрабатываемого отверстия и угла наклона плоскости I-I, проходящей через режущие кромки режущей пластины, т.е. п - Ё Уравнение эллипса, образующего форму режущих кромок инструмента имеет вид х X Y 1 -- 4 ---. 1 А 2 J 2 (Ч sinV 4 где X, у - текущие координаты D d J г, большая полуось; - малая полуось; V - угол наклона режущ пластины, измеряемый углом между ось детали и большой осью эллипса. Пример. Режущие кромки се и fm выполнены не по всему профилю эллипса, а срезаны в верхней и нижней части на величину h, которая зависит от диаметра обрабатываемого отверстия d и угла наклона режущей пластины V. Численные значения h могут лежать в пределах h (1,53,3)d. Наличие среза эллипса на величину h обеспечивает лучшие услови 52 резания верхней и нижней части режущих кромок-и создает свободный выход стружке при работе режущей пластины. Режущие части 1 и 2 режущей пластины регулируются и жестко скрепляются при помощи винтов 3. Крепление режущей пластины к оправке 4 производится при помощи болтов 5. Режущая пластина в зависимости от условий резания может иметь угол наклона ± V, значения которого выбирают, например, в пределах +(4575°). Обработка отверстия 0 d заготовки 6 осуществляется в следующей последовательности . Оправка 4 с закрепленной на ней режущей пластиной подводится к торцу отверстия, дается вращение заготовки 6 со скоростью V, включается подача S, и режущие кромки режущей пластины срезают припуск на заданную глубину Первыми в процесс резания вступают точка е левой режущей кромки се и точка m правой режущей кромки fm. Процесс резания заканчивается, когда точки с и га режущей пластины пройдут левую торцовую поверхность заготовки. Угол наклона V режущих кромок и их выполнение по форме эллипса обеспечивают косоугольное резание, которое улучшает стружкообразование, снижает усилия резания и позволяет на этой основе повысить производительность при растачивании отверстий. Режущая пластина в зависимости от вида обработки может работать как вУСЛОВИЯХ жесткого закрепления на оправке 4 (как рассмотрено), так и в условиях плавающей пластины, самоустанавливающейся в процессе резания. Целесообразно режущую пластину устанавливать так, чтобы малая ось эллипса, равная d, была параллельна горизонтальной плоскости и перпендикулярна вертикальной плоскост. Применение предлагаемого способа растачивания отверстий в сравнении с прототипом, принятым за базовый объект, позволяет повысить режимы обработкиXt 0,4 мм; S 10 мм/об; V 20 м/мин) в 2,0-2,3 раза и увеличить производительность в 1,52 раза. Кроме того, способ обеспечивает повышение качества обрабатываемой поверхности, так как режущая пластина может резать как зенкер и как развертка.
Риг. 3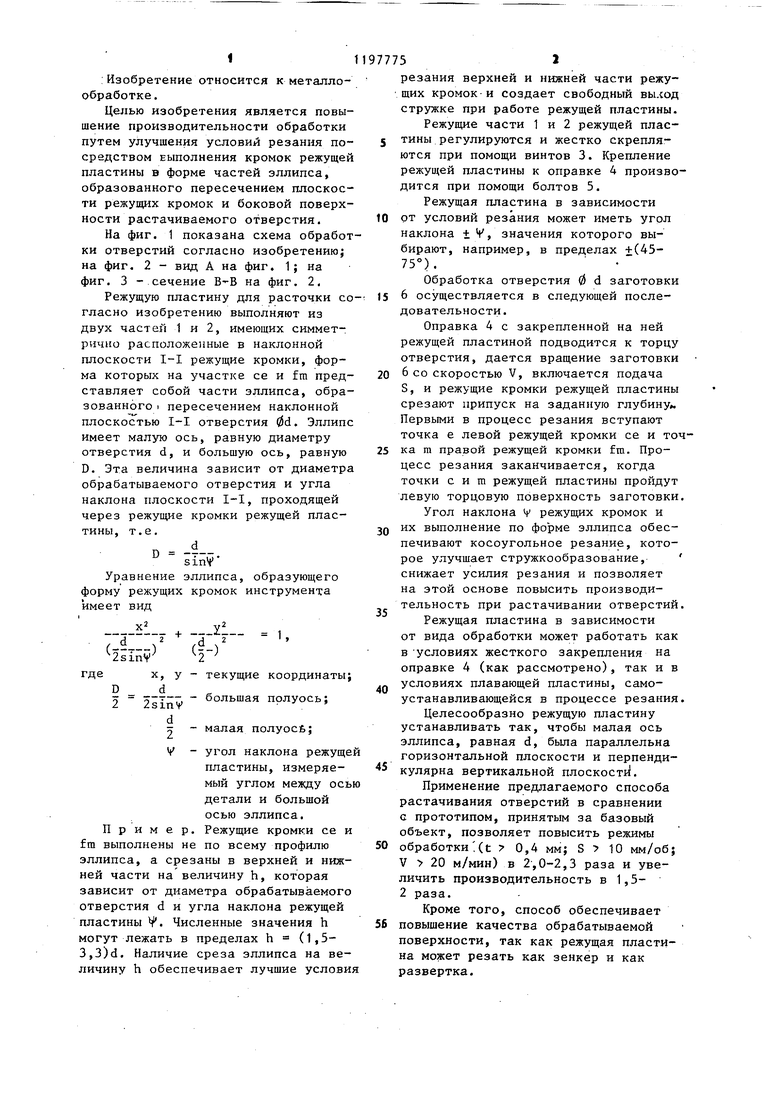
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ тонкого растачивания | 1975 |
|
SU557878A1 |
| СПОСОБ РАСТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2481923C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 2018 |
|
RU2682557C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ЗАУСЕНЦЕВ С КРОМОК ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 1993 |
|
RU2041771C1 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| Способ испытания расточного инструмента | 1990 |
|
SU1748018A1 |
| Инструмент для обработки отверстий | 1987 |
|
SU1430183A1 |
| Эжекторная расточная головка | 1982 |
|
SU1140363A1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ | 1993 |
|
RU2110370C1 |
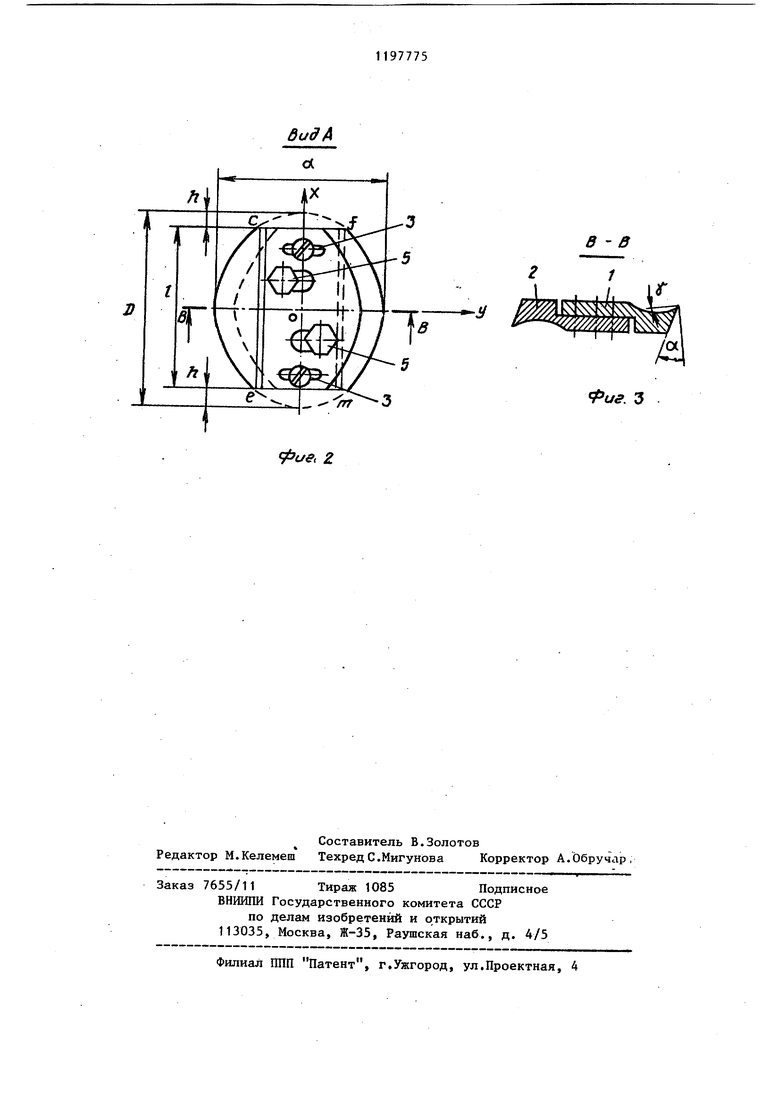
СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ, заключающийся в том, что обработку производят режущей пластиной, состоящей из двух частей, режущие кромки которых располагают в одной плоскости, отличающийся тем, что, с целью повышения производительности обработки путем улучшения условий резания, плоскость режущих кромок располагают под углом к оси растачиваемого отверстия и указанные кромки выполняют в форме частей эллипса, образующегося в пересечении указанной плоскости и боковой поверхности растачиваемого отверстия. (/ е ел
| Минков М.А | |||
| Технология изготовления глубоких точных отверстий | |||
| И., Л.: Машиностроение, 1965, с, 98-101. |
