Гч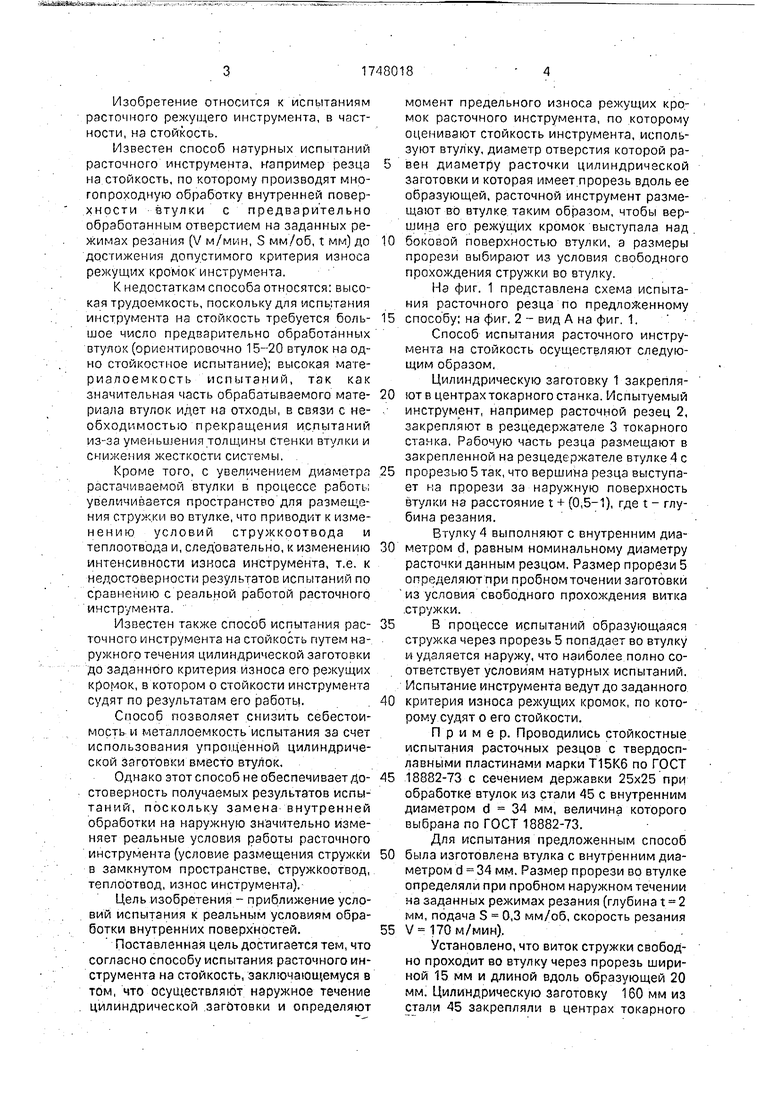
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| РЕЗЕЦ | 1999 |
|
RU2170160C2 |
| Способ подналадки резца на размер в процессе цилиндрического точения на металлорежущих станках | 1950 |
|
SU94357A1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2001 |
|
RU2212309C2 |
| Способ испытания многозубого инструмента | 1989 |
|
SU1679270A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СПОСОБ РАСТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2481923C2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
Изобретение относится к испытаниям расточного инструмента на стойкость. Целью изобретения является приближение условий испытания к реальным условиям обработки внутренних поверхностей, В ходе испытания используют втулку 4, диаметр отверстия которой равен диаметру расточки цилиндрической заготовки 1 и которая имеет прорезь 5 вдоль ее образующей. Расточной инструмент 2 размещают во втулке 4 таким образом, чтобы вершина его режущих кромок выступали над боковой поверхностью втулки, а размеры прорези 5 выбирают из условия свободного прохождения стружки во втулку.2 ил.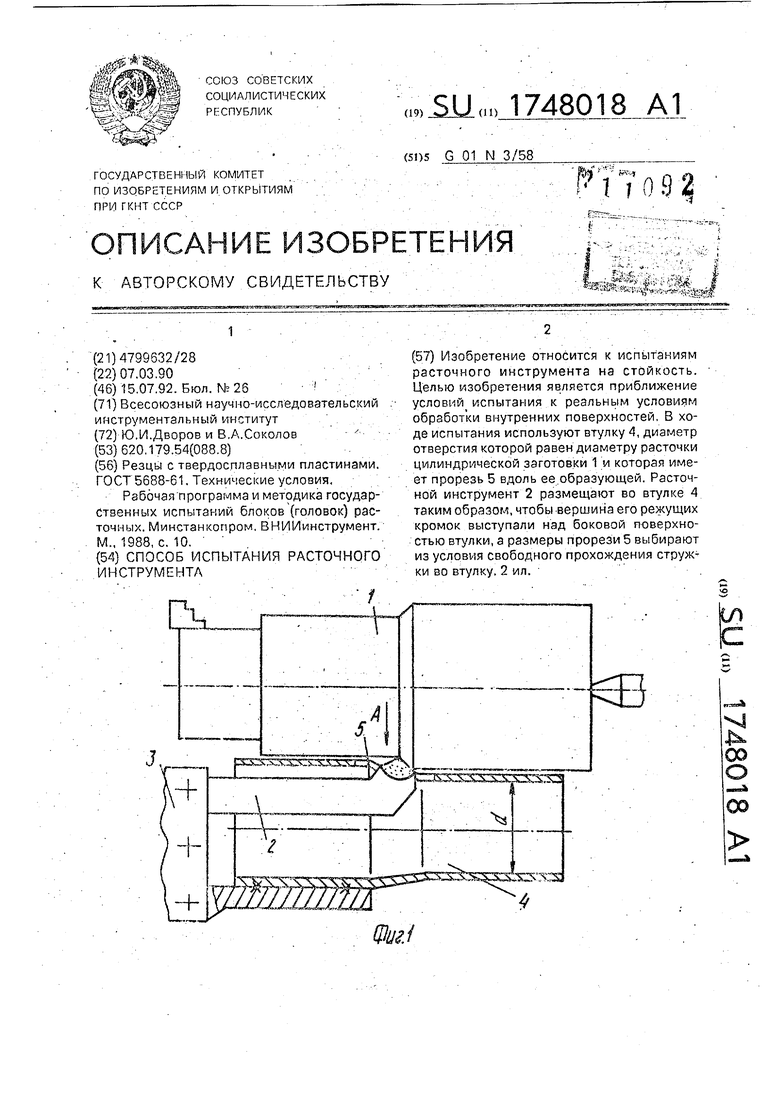
pSSTC
,.
А
Б
00
Фиг.1
Изобретение относится к испытаниям расточного режущего инструмента, в частности, на стойкость.
Известен способ натурных испытаний расточного инструмента, например резца на стойкость, по которому производят многопроходную обработку внутренней поверхности втулки с предварительно обработанным отверстием на заданных режимах резания (V м/мин, S мм/об, t мм) до достижения допустимого критерия износа режущих кромок инструмента.
К недостаткам способа относятся: высокая трудоемкость, поскольку для испытания инструмента на стойкость требуется боль- шое число предварительно обработанных втулок (ориентировочно 15-20 втулок на одно стойкостиое испытание); высокая материалоемкость испытаний, так как значительная часть обрабатываемого мате- риала втулок идет на отходы, в связи с необходимостью прекращения испытаний из-за уменьшения толщины стенки втулки и снижения жесткости системы.
Кроме того, с увеличением диаметра растачиваемой втулки в процессе работа увеличивается пространство для размещения стружки во втулке, что приводит к изме- нению условий стружкоотвода и теплоотвода и, следовательно, к изменению интенсивности износа инструмента, т.е. к недостоверности результатов испытаний по сравнению с реальной работой расточного инструмента.
Известен также способ испытания рас- точного инструмента на стойкость путем наружного течения цилиндрической заготовки до заданного критерия износа его режущих кромок, в котором о стойкости инструмента судят по результатам его работы.
Способ позволяет снизить себестоимость и металлоемкость испытания за счет использования упрощенной цилиндрической заготовки вместо втулок.
Однако этот способ не обеспечивает до- стоверность получаемых результатов испытаний, поскольку замена внутренней обработки на наружную значительно изменяет реальные условия работы расточного инструмента (условие размещения стружки в замкнутом пространстве, стружкоотвод, теплоотвод, износ инструмента).
Цель изобретения - приближение условий испытания к реальным условиям обработки внутренних поверхностей.
Поставленная цель достигается тем, что согласно способу испытания расточного инструмента на стойкость, заключающемуся в том, что осуществляют наружное течение цилиндрической заготовки и определяют
1748018
момент предельного износа режущих кромок расточного инструмента, по которому оценивают стойкость инструмента, используют втулку, диаметр отверстия которой равен диаметру расточки цилиндрической заготовки и которая имеет прорезь вдоль ее образующей, расточной инструмент размещают во втулке таким образом, чтобы вершина его режущих кромок выступала над боковой поверхностью втулки, а размеры прорези выбирают из условия свободного прохождения стружки во втулку.
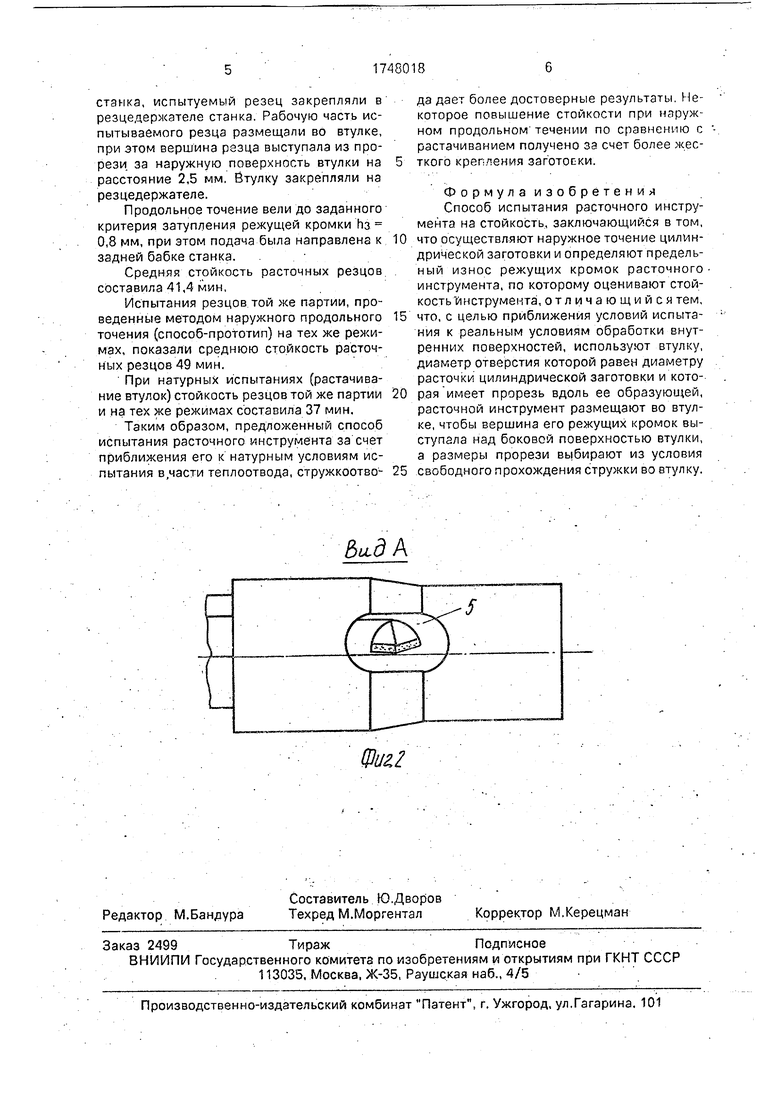
На фиг. 1 представлена схема испытания расточного резца по предложенному способу; на фиг. 2 - вид А на фиг. 1.
Способ испытания расточного инструмента на стойкость осуществляют следующим образом,
Цилиндрическую заготовку 1 закрепляют в центрах токарного станка. Испытуемый инструмент, например расточной резец 2, закрепляют в резцедержателе 3 токарного станка. Рабочую часть резца размещают в закрепленной на резцедержателе втулке 4 с прорезью 5 так, что вершина резца выступает на прорези за наружную поверхность втулки на расстояние t + (0,5-1), где t - глубина резания.
Втулку 4 выполняют с внутренним диаметром d, равным номинальному диаметру расточки данным резцом, Размер прорези 5 определяют при пробном точении заготовки из условия свободного прохождения витка стружки.
В процессе испытаний образующаяся стружка через прорезь 5 попадает во втулку и удаляется наружу, что наиболее полно соответствует условиям натурных испытаний. Испытание инструмента ведут до заданного критерия износа режущих кромок, по которому судят о его стойкости.
Пример. Проводились стойкостные испытания расточных резцов с твердосплавными пластинами марки Т15К6 по ГОСТ 18882-73 с сечением державки 25x25 при обработке втулок из стали 45 с внутренним диаметром d 34 мм, величина которого выбрана по ГОСТ 18882-73.
Для испытания предложенным способ была изготовлена втулка с внутренним диаметром d 34 мм. Размер прорези во втулке определяли при пробном наружном течении на заданных режимах резания (глубина t 2 мм, подача S 0,3 мм/об, скорость резания V 170 м/мин).
Установлено, что виток стружки свободно проходит во втулку через прорезь шириной 15 мм и длиной вдоль образующей 20 мм. Цилиндрическую заготовку 160 мм из стали 45 закрепляли в центрах токарного
станка, испытуемый резец закрепляли в резцедержателе станка. Рабочую часть испытываемого резца размещали во втулке, при этом вершина рззца выступала из прорези за наружную поверхность втулки на расстояние 2,5 мм. Втулку закрепляли на резцедержателе.
Продольное точение вели до заданного критерия затупления режущей кромки hs 0,8 мм, при этом подача была направлена к задней бабке станка.
Средняя стойкость расточных резцов составила 41,4 мин,
Испытания резцов той же партии, проведенные методом наружного продольного точения (способ-прототип) на тех же режимах, показали среднюю стойкость расточных резцов 49 мин.
При натурных испытаниях (растачивание втулок) стойкость резцов той же партии и на тех же режимах составила 37 мин.
Таким образом, предложенный способ испытания расточного инструмента за счет приближения его к натурным условиям испытания в,части теплоотвода, стружкоотво1-
А
да дает более достоверные результаты. Некоторое повышение стойкости при наружном продольном течении по сравнению с растачиванием получено за счет более жесткого крепления заготоски.
Формула изобретения Способ испытания расточного инструмента на стойкость, заключающийся в том, что осуществляют наружное точение цилиндрической заготовки и определяют предельный износ режущих кромок расточного инструмента, по которому оценивают стойкость инструмента, отличающийся тем, что, с целью приближения условий испытания к реальным условиям обработки внутренних поверхностей, используют втулку, диаметр отверстия которой равен диаметру расточки цилиндрической заготовки и которая имеет прорезь вдоль ее образующей, расточной инструмент размещают во втулке, чтобы вершина его режущих кромок выступала над боковой поверхностью втулки, а размеры прорези выбирают из условия свободного прохождения стружки во втулку.
to
| Резцы с твердосплавными пластинами | |||
| МАГНИТНЫЙ ОТДЕЛИТЕЛЬ ДЛЯ РУД | 1926 |
|
SU5688A1 |
| Рабочая программа и методика государственных испытаний блоков (головок) расточных | |||
| Минстан копром | |||
| ВНИИинструмент | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
