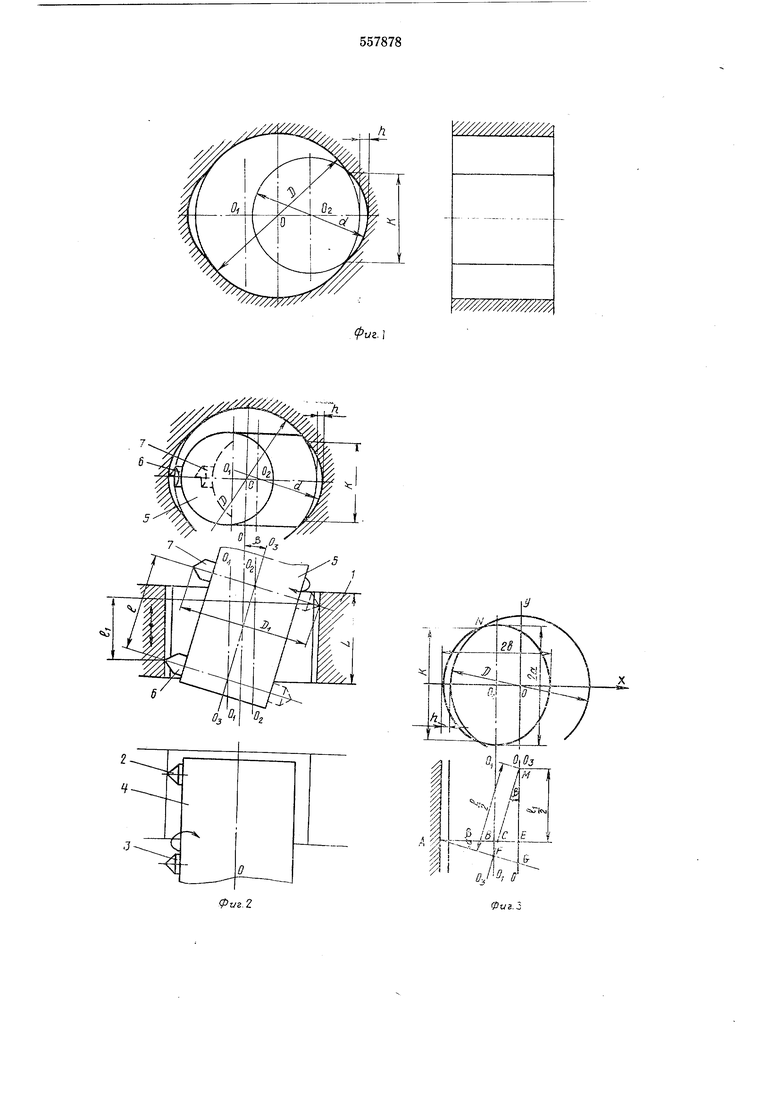
на оси Oi-Oi, а подобная ей точка для резца 7 - на оси Oz-Оа. В результате сочетания вращения оправки 5 вокруг оси Оз-Оз с рабочей подачей детали 1 в направлении, параллельном оси круглого отверстия, растачивают резцом 6 канавку с осью Oi-Oi и резцом 7 - канавку с осью 02-02. По окончании растачивания останавливают оправку 5 и перемещают обработанную деталь 1 в исходное положение. Для вывода расчетных зависимостей воспользуемся схемой на фиг. 3. Из чертежа видно, что АВ + ВС -{- СЕ АЕ (1). Поскольку точка В на оси Oi-Oi, то ЛВ -. Из треугольника BCF следует: BC BFig. В свою очередь, BF ABigf,. Поэтому ВС -tg2p. Из треугольника СЕМ получаем СЕ EMigi, но при OiO : OOz катет ЕМ -р , в связи с чем С - tg р. приняв во внимание, что AE ---{-h, запишем выражение (1) в виде: 2 + + d dtg + l,()0. (2) Рещив уравнение (2), получим: tg Р - (- /, ± К ll+4dlD+2h-d) , Опустив весьма малую величину 2 ft и оставив только действительное значение корня уравнения, найдем окончательно: l + 4d(D-d)-li arctg где D - диаметр круглого отверстия; d - диаметр канавки; /1- измеренное вдоль направления подачи расстояние между точками контакта верщин резцов с обрабатываемой поверхностью. По чертежу - : FM CF-{-СМ. В свою очередь , 2cosp Следовательно, Jil + / й 2 2 (/,+flJtgp). Диаметр настройки резцов Z)i ЧАР. Из треугольника ABF находим АР - , но АВ-АЕ - ВЕ к ЛЕ + k, Нетрудно показать, что BF fG cosЭ и FG -PMtg - igp. Поэтому D. (D + 2k-icos tg) -/tgP, где h - глубина канавки. Проверку расчетной ширины канавки выполняют совместным решением двух уравнений - окружности диаметром D с центром О и эллипса с осями 2а DI и 2Ь DI COS р, пересекающимися в центре Оь - , (;f+QOi) + . Расстояние OOi 2h - d). Ордината точки Л, принадлежащей окружности и эллипсу, равна К/2, где К - ширина канавки. Для обработки внутренней поверхности подшипника Z) 80 мм, А 0,045 мм, d : 74 мм расчетом получено: р 5°57и /С 14,4 мм. Расстояние /ь от которого при прочих равных условиях зависят угол |3 и величина рабочего перемещения обрабатываемой детали, необходимая для растачивания обеих канавок, может быть больще, меньше или равно длине L детали. С уменьщением /i повышается производительность, но одновременно увеличивается угол р. Другой пример выполнения способа показан на фиг. 4. Как и в первом примере, круглое отверстие в детали 1 растачивают резцами 2 и 3, установленными на расточной оправке 4, ось вращения которой,совпадает с осью О-О отверстия. Направление подачи - в сторону оправки 4. Затем подводят деталь к расточной оправке 8 с резцом 9. Ось вращения 04-0 этой оправки лежит в плоскости, проведенной через ось О-О перпендикулярно к плоскости, проходящей через оси Oi-Oi и Оа-Ог канавок, и повернута относительно направления подачи на угол Y. Точка пересечения оси , с перпендикулярной к ней плоскостью, проходящей через вершину резца 9, лежит на оси О-О. В результате сочетания вращения оправки 8 вокруг оси Oi-Oi с рабочей подачей детали 1 в направлении, параллельном оси О-О, растачивают резцом 9 одновременно обе канавки. По окончании растачивания выключают вращение оправки 8 и перемещают обработанную деталь 1 в исходное положение. Проекция траектории вершины резца 9 на плоскость, перпендикулярную к оси О-О, представляет собой эллипс с центром на оси О-О (фиг. 5). Большая ось эллипса 2а равна диаметру DZ настройки резца, причем D2 D-}-2h; малая ось 26 Z)2 COS-;) (из треугольника катет COSy - COS 7). проекции линий пересечения канавок с поверхностью круглого отверстия на плоскость, перпендикулярную оси О-О, принадлежат этому эллипсу и окружности диаметром D. Значение угла поворота у можно найти путем совместного решения уравнений окружности и эллипса, принимая во внимание, что точка Л принадлежит обеим кривым: А- + - - Подставив значение (№-/-(2), найденное из уравнения окружности, в уравнение эллипса, получим выражение Dl решением которого находим: if f - arccos ,.(8) -/К + 4Й (D -L ft) Для подшипника с D 80 мм, ,045 мм и /(16 MM расчетом получено Y 13°20. В обоих вариантах способа можно сначала расточить канавки, а потом - круглое отверстие. Можно также сообидать движение подачи расточным оправкам при неподвижной обрабатываемой детали. Если оси Oi-Oi и О2-Оа канавок должны быть располож;ены относительно оси О-О не так, как описано в примерах (например, или ось О-О не в плоскости, проходящей через оси канавок), то соответственно смещают точки пересечения осей Оз-Оз и О.-0.4 с перпендикулярными к ним плоскостями, проходящими через вершины резцов 6, 7 и 9. Сравнение двух рассмотренных вариантов предлагаемого способа показывает, что растачивание одновременно двух канавок одним резцом характеризуется меньшей величиной рабочего иеремещения (/i G) и, следовательно, большей производительностью. В то же время этот вариант при прочих равных условиях требует поворота расточной оправки на больший угол, что не всегда возможно. Поэтому растачивание канавок одним резцом применимо при обработке относительно коротких подщипников большого диаметра, а растачивание двумя резцами - при обработке более широких поверхностей меньшего диаметра. Формула изобретения ... 1.Способ тонкого растачивания внутренней поверхности подшипника скольжения, образованной круглым отверстием и двумя продольными канавками дугообразного профиля, путем последовательной обработки элементов поверхности резцами, установленными на вращающихся расточных оправках, при подаче, параллельной оси отверстия, отличающийс я тем, что, с целью повышения точности и производительности за счет обработки круглого отверстия и канавок с одной установки детали, растачивают обе канавки резцами (резцом), установленными на одной расточной оправке, повернутой относительно направления подачи на угол, определяемый размерами указанных элементов обрабатываемой поверхности, 2.Способ по п. 1, отличающийся тем, что растачивают канавки двумя резцами, разнесенными на расстояние / вдоль оси расточной оправки, повернутой на угол |3 в плоскости, проходящей через оси обеих канавок, причем значения угла ip и расстояния / определяют по формулам: Y ti+ d(, 3 - arctg (/i + ), где D - диаметр круглого отверстия; d - диаметр канавки; /1 - измеренное вдоль направления подачи расстояние между точками контакта вершин резцов с обрабатываемой поверхностью. 3. Способ по п. 1, отличающийся тем, что растачивают канавки одним резцом, установленным на расточной оправке, повернутой в плоскости, перпендикулярной к проходящей через оси каиавок плоскости, на угол т arccos -,, YK-2 + 4h(D+ h) где D - диаметр круглого отверстия; К - ширина канавки; h - глубина канавки.
. , Л
Ш

| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1989 |
|
SU1703278A1 |
| СПОСОБ ТОНКОГО РАСТАЧИВАНИЯ НОМИНАЛЬНО СООСНЫХ ОТВЕРСТИЙ С ПОДРЕЗКОЙ ТОРЦА | 1973 |
|
SU378303A1 |
| Способ растачивания отверстий | 1984 |
|
SU1197775A1 |
| Способ расточки глубоких отверстий | 1975 |
|
SU588708A1 |
| Способ ориентации блока цилиндров в горизонтальной плоскости на расточном станке | 1981 |
|
SU1034850A1 |
| Способ тонкого растачивания отверстий в корпусе еонической пары | 1976 |
|
SU633672A1 |
| Расточная оправка | 1972 |
|
SU524608A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Устройство для растачивания отверстий | 1986 |
|
SU1426702A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |

ii да
