4
со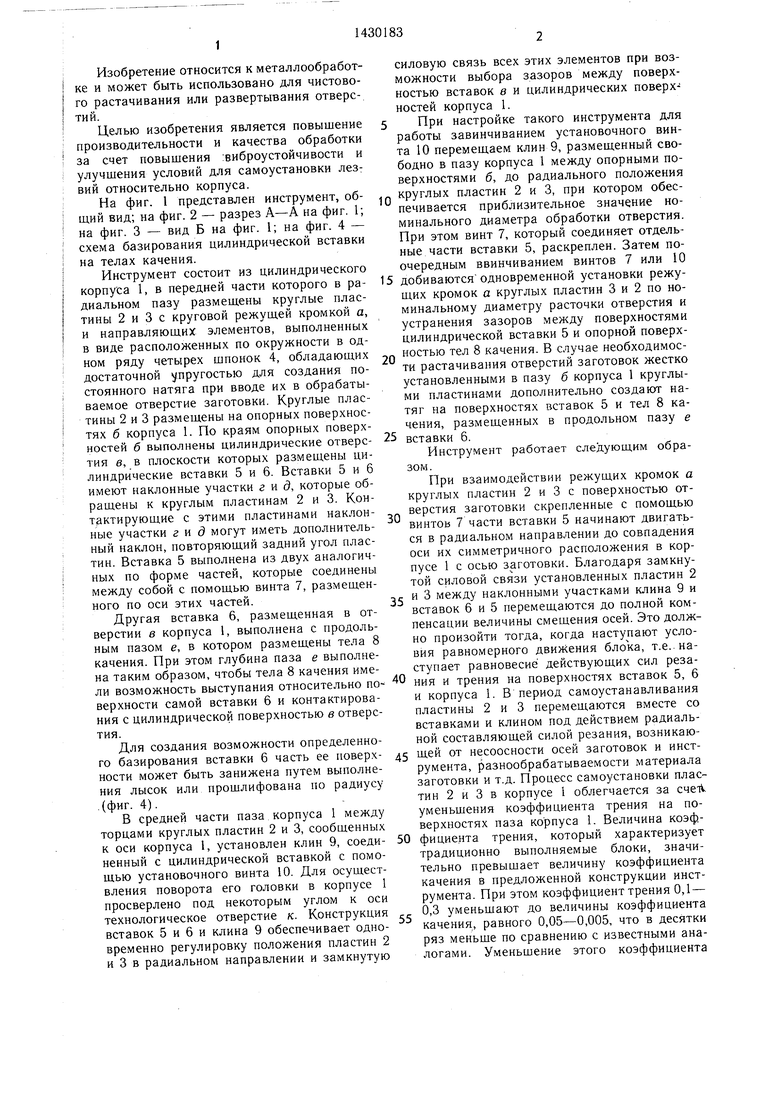
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки отверстий | 1987 |
|
SU1583226A1 |
| Инструмент для обработки глубоких отверстий | 1984 |
|
SU1252065A1 |
| ФРЕЗА | 1991 |
|
RU2014177C1 |
| Шпиндельное устройство для металлорежущих станков | 2019 |
|
RU2711073C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Расточная головка | 1989 |
|
SU1773574A1 |
| Расточная головка | 1986 |
|
SU1366306A2 |
| Расточная головка | 1985 |
|
SU1328077A1 |
| РЕЖУЩАЯ ВСТАВКА ДЛЯ ИНСТРУМЕНТА, В ЧАСТНОСТИ ФРЕЗЫ, И ФРЕЗА | 2006 |
|
RU2395374C2 |
| Устройство для обработки отверстий | 1986 |
|
SU1430240A1 |
Изобретение относится к металлообработке и может быть использовано на машиностроительных заводах, связанных с чистовым растачиванием или развертыванием отверстий. Изобретение позволяет повысить производительность. и качество обработки путем повышения виброустойчивости и улучшения условий для самоустанавливания лезвий относительно корпуса. Для этого в инструменте выполнены по краям опорных поверхностей б паза корпуса 1 цииндричес- кие поверхности в, на каждой из них размешены цилиндрические вставки 5 и 6 с наклонным участком (поверхности гид, контактирующим с круговым лезвие.,, пластин. При этом одна из вставок 5 выполнена регулируемой из двух частей, сочлененных с помошью винта 7, а другая вставка 6 размещена на телах качения 8, расположенных, например, в продольном ее пазу е. Процесс самоустановки пластин 2 и 3 в корпусе I в процессе работы облегчается за счет уменьшения коэффициента трения на поверхностях паза корпуса 1. 4 ил. с 8 (Л
оо
со
Изобретение относится к металлообработке и может быть использовано для чистового растачивания или развертывания отверстий.
Целью изобретения является повышение производительности и качества обработки за счет повышения ;виброустойчивости и улучшения условий для самоустановки лез: ВИЙ относительно корпуса.
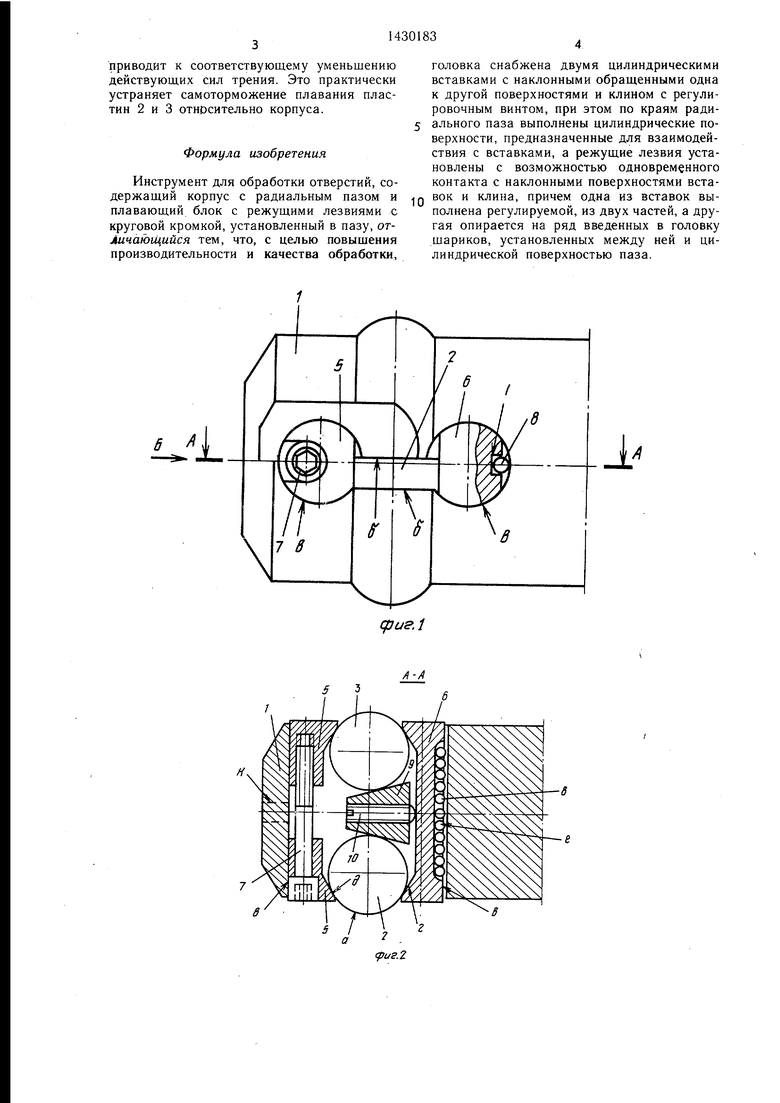
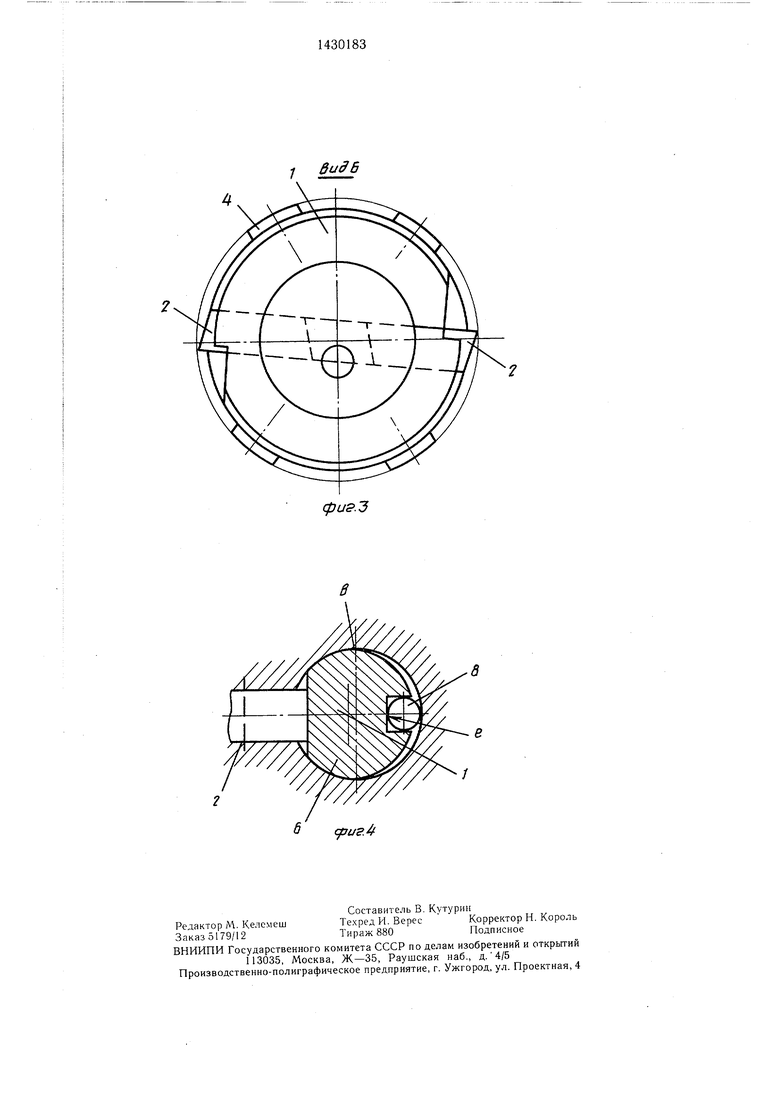
На фиг. 1 представлен инструмент, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - схема базирования цилиндрической вставки на телах качения.
Инструмент состоит из цилиндрического корпуса 1, в передней части которого в радиальном пазу размешены круглые пластины 2 и 3 с круговой режущей кромкой а, и направляющих элементов, выполненных в виде расположенных по окружности в одном ряду четырех щпонок 4, обладающих достаточной v/пругостью для создания постоянного натяга при вводе их в обрабатываемое отверстие заготовки. Круглые пластины 2 и 3 размещены на опорных поверхностях б корпуса 1. По краям опорных поверхностей б выполнены цилиндрические отверстия в, в плоскости которых размещены цилиндрические вставки 5 и 6. Вставки 5 и 6 имеют наклонные участки гиб, которые обращены к круглым пластинам 2 и 3. Контактирующие с этими пластинами наклонные участки г н д могут иметь дополнительный наклон, повторяющий задний угол пластин. Вставка 5 выполнена из двух аналогичных по форме частей, которые соединены между собой с помощью винта 7, размещенного по оси этих частей.
Другая вставка 6, размещенная в отверстии 8 корпуса 1, выполнена с продольным пазом е, в котором размещены тела 8 качения. При этом глубина паза е выполнена таким образом, чтобы тела 8 качения имели возможность выступания относительно поверхности самой вставки 6 и контактирования с цилиндрической поверхностью в отверстия.
Для создания возможности определенного базирования вставки 6 часть ее поверхности может быть занижена путем выполнения лысок или прошлифована по радиусу .(фиг. 4).
В средней части паза корпуса 1 между торцами круглых пластин 2 и 3, сообщенных к оси корпуса I, установлен клин 9, соединенный с цилиндрической вставкой с помощью установочного винта 10. Дли осуществления поворота его головки в корпусе 1 просверлено под некоторым углом к оси технологическое отверстие к. Конструкция вставок 5 и 6 и клина 9 обеспечивает одновременно регулировку положения пластин 2 и 3 в радиальном направлении и замкнутую
0
5
0
5
0
5
0
5
0
5
силовую связь всех этих элементов при возможности выбора зазоров между поверхностью вставок в и цилиндрических поверх- ностей корпуса 1.
При настройке такого инструмента для работы завинчиванием установочного винта 10 перемещаем клин 9, размещенный свободно в пазу корпуса 1 между опорными поверхностями б, до радиального положения круглых пластин 2 и 3, при котором обеспечивается приблизительное значение номинального диаметра обработки отверстия. При этом винт 7, который соединяет отдельные части вставки 5, раскреплен. Затем поочередным ввинчиванием винтов 7 или 10 добиваются одновременной установки режущих кромок а круглых пластин 3 и 2 по номинальному диаметру расточки отверстия и устранения зазоров между поверхностями цилиндрической вставки 5 и опорной поверхностью тел 8 качения. В случае необходимости растачивания отверстий заготовок жестко установленными в пазу б корпуса 1 круглыми пластинами дополнительно создают натяг на поверхностях вставок 5 и тел 8 качения, размещенных в продольном пазу е вставки 6.
Инструмент работает следующим образом.
При взаимодействии режущих кромок а круглых пластин 2 и 3 с поверхностью отверстия заготовки скрепленные с помощью винтов 7 части вставки 5 начинают двигаться в paдиav ьнoм направлении до совпадения оси их симметричного расположения в корпусе 1 с осью заготовки. Благодаря замкнутой силовой связи установленных пластин 2 и 3 между наклонными участками клина 9 и вставок б и 5 перемещаются до полной компенсации величины смещения осей. Это должно произойти тогда, когда наступают условия равномерного движения блока, т.е.-наступает равновесие действующих сил резания и трения на поверхностях вставок 5, 6 и корпуса 1. В период самоустанавливания пластины 2 и 3 перемещаются вместе со вставками и клином под действием радиальной составляющей силой резания, возникающей от несоосности осей заготовок и инструмента, разнообрабатываемости материала заготовки и т.д. Процесс самоустановки пластин 2 и 3 в корпусе 1 облегчается за счет1 уменьшения коэффициента трения на поверхностях паза корпуса 1. Величина коэффициента трения, который характеризует традиционно выполняемые блоки, значительно превышает величину коэффициента качения в предложенной конструкции инструмента. При этом коэффициент трения 0,1 - 0,3 уменьшают до величины коэффициента качения, равного 0,05-0,005, что в десятки ряз меньше по сравнению с известными аналогами. Уменьшение этого коэффициента
головка снабжена двумя цилиндрическими вставками с наклонными обращенными одна к другой поверхностями и клином с регулировочным винтом, при этом по краям радиального паза выполнены цилиндрические поверхности, предназначенные для взаимодействия с вставками, а режущие лезвия установлены с возможностью одновременного контакта с наклонными поверхностями вста- держащий корпус с радиальным пазом и Q вок и клина, причем одна из вставок вы- плавающий блок с режущими лезвиями с полнена регулируемой, из двух частей, а дру- круговой кромкой, установленный в пазу, от- гая опирается на ряд введенных в головку
шариков, установленных между ней и циприводит к соответствующему уменьщению действующих сил трения. Это практически устраняет самоторможение плавания пластин 2 и 3 относительно корпуса.
Формула изобретения Инструмент для обработки отверстий, соличающиися тем, что, с целью повышения производительности и качества обработки.
линдрической поверхностью паза.
5 3
линдрической поверхностью паза.
gjue.i
бидВ
y&i/P.J
сриг.
| РАСТОЧНАЯ ГОЛОВКА | 0 |
|
SU366033A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
