2,Способ по п.I, отличающийся тем, что одновременно вырубают круглую и фигурную заготовки, не соприкасающиеся своими контурами.
3.Способ по П.1, отличающийся- тем, что при параллель ном раскрое одновременно вырубаемые круглую и фигурную заготовки располагают на расстоянии между их центрами в направлении, параллельном
199360
направлению пoдaчи paвнo f 1,5 шага подачи.
4. Способ по п.1, о т л и ч а ющ и и с я тем, что при шахматном раскрое одновременно вырубаемые круглую и фигурную заготовки располагают на расстоянии между их центоами в направлении, пара.гшельном
направлению подачи,равном 1 шага подачи.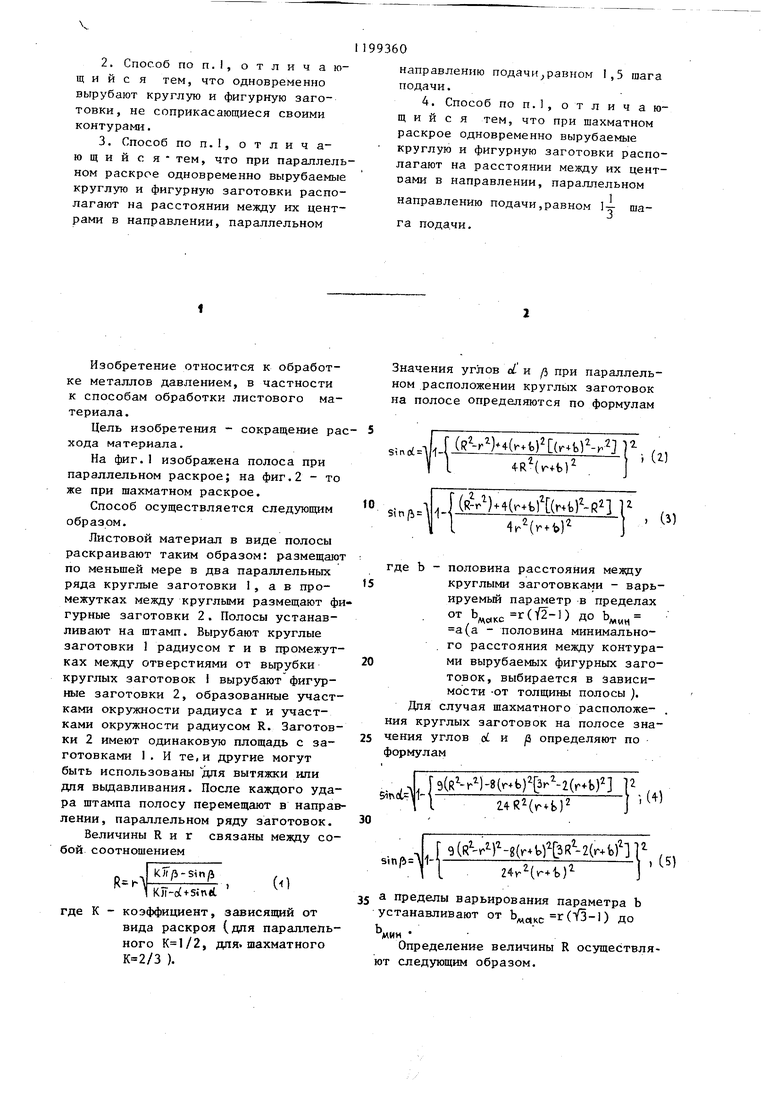
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2523641C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2086331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАННОЙ МАССООБМЕННОЙ ТАРЕЛКИ | 1998 |
|
RU2131319C1 |
| СПОСОБ ВЫРУБКИ ЗАГОТОВОК ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПАНЕЛЕЙ ИЗ РУЛОНА ТОНКОЛИСТОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2573464C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| СПОСОБ ВЫРУБКИ ЗАГОТОВОК ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПАНЕЛЕЙ (ВАРИАНТЫ) | 2014 |
|
RU2588943C2 |
| Способ последовательной штамповки прямоугольных пластин | 1982 |
|
SU1080903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЛИСТОВЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ПОЛОСОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2693707C1 |
| Штамп для вырубки круглых деталей | 1986 |
|
SU1433565A1 |
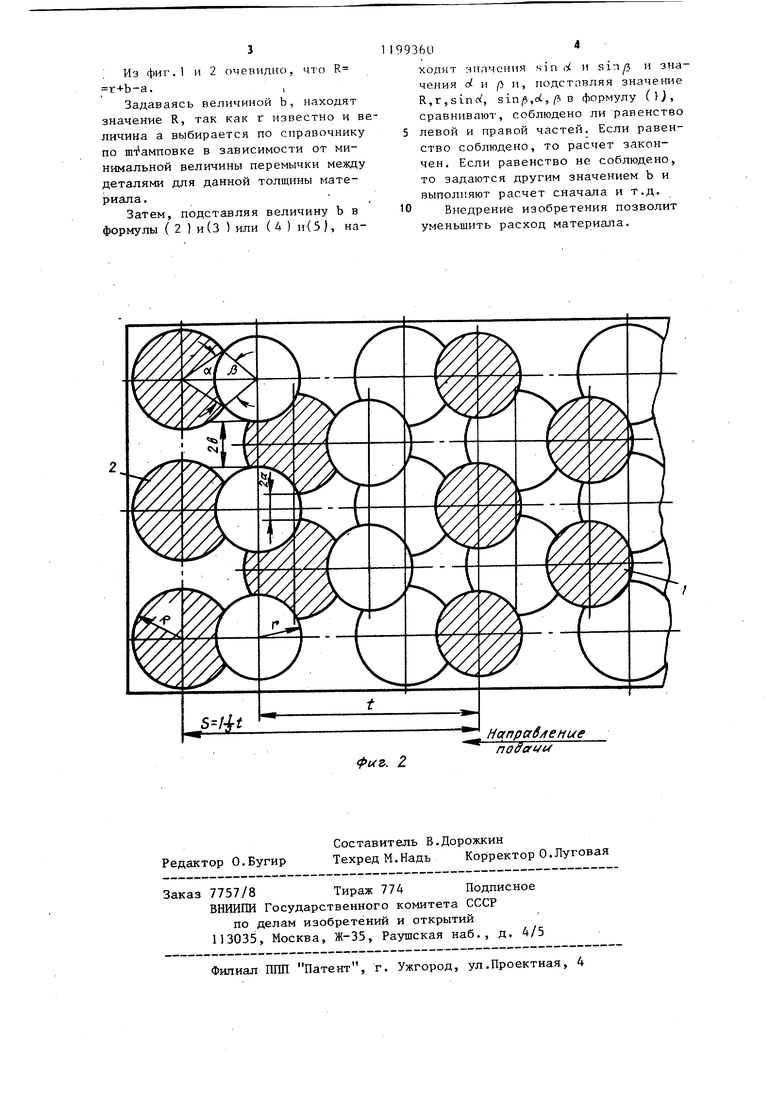
1. СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК из листового материала дня пос.ледующего формования полых деталей при котором размещают по меньшей мере в два параллельных ряда круглые заготовки и отделяют их от листового материала путем вырубки с последовательным перемещением материала в направлении, параллельном рядам заготовок, отличаю-щийся тем, что, с целью уменьшения расхода материала, в промежутках между круглыми заготовками размещают фигурные заготовки, контур каждой из которых образован дугами окружностей отверстий, полученных от вырубки круглых заготовок и дугами окружности с радиусом, определяемым i из равенства площадей круглой и фи(Л гурной заготовок, .и отделяют эти заготовки от листа также путем вырубС ки. HenfettieHiif пгввии
Изобретение относится к обработке металлов давлением, в частности к способам обработки листового материала. Цель изобретения - сокращение ра хода материала. На фиг.1 изображена полоса при параллельном раскрое; на фиг.2 - то же при шахматном раскрое. Способ осуществляется следующим образом. Листовой материал в вида полосы раскраивают таким образом: размещаю по меньшей мере в два параллельных ряда круглые заготовки I, а в промежутках между круглыми размещают ф гурные заготовки 2. Полосы устанавливают на штамп. Вырубают круглые заготовки 1 радиусом г и в промежут ках между отверстиями от вьфубки круглых заготовок I вырубают фигурные заготовки 2, образованные участ ками окружности радиуса г и участками окружности радиусом R. Заготов ки 2 имеют одинаковую площадь с заготовками 1. И те,и другие могут быть использованы дпя вытяжки или для выдавливания. После каждого уда ра щтампа полосу перемещают в напра лении, параллельном ряду заготовок. Величины R и г связаны между со бой соотношением UjT/i-sin , Чкл-о:.5,-пл где К - коэффициент, зависящий от вида раскроя (дпя паралпель ного , для. шахматного ). Значения углов и /з при параллельном расположении круглых заготовок на полосе определяются по формулам ...Jj - -Mt II ) . J ,„,.ДЖ5ЖЕЖ. (,, II( 4г (г + Ь) J где b - половина расстояния между круглыми заготовками - варьируемый параметр в пределах от Ь,, г(У2-1) до b а(а - половина минимального расстояния между контурами вырубаемых фигурных заготовок, выбирается в зависимости -от толщины полосы ). Для случая шахматного расположе- . ния круглых заготовок на полосе значения углов oi и /3 определяют по формулам ,(()() f - - --E IvTTpJ ..f9(RV)-8()(r.fefll ,,, s)nft Aiiг,-m1 . ) J пределы варьирования параметра b станавливают от (0 До Определение величины К осуществлят следующим образом.
; Из фиг.1 и 2 очевидно, что R r+b-a.
Задаваясь величиной Ь, находят значение R, так как г известно и величина а выбирается по справочнику по шт амповке в зависимости от минимальной величины перемычки между деталями для данной толщины материала.
Затем, подставляя величину b в формулы ( 2 ) и(3 ) или ( 4 ) и(5), находит значения .sin d и sin и значения о( и р и, подставляя значение R,r,sino, 31П(,оС, в формулу (}), сравнивают, соблюдено ли равенство левой и правой частей. Если равенство соблюдено, то расчет закончен. Если равенство не соблюдено, то задаются другим значением Ъ и выполняют расчет сначала и т.д.
Внедрение изобретения позволит уменьшить расход материала.
| Михаленко Ф.П | |||
| и др | |||
| Автоматическая холодная :штамповка мелких деталей | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Малов А.И | |||
| Технология холодной штамповки | |||
| М.: Машиностроение, 1969,, с.32, табл. | |||
