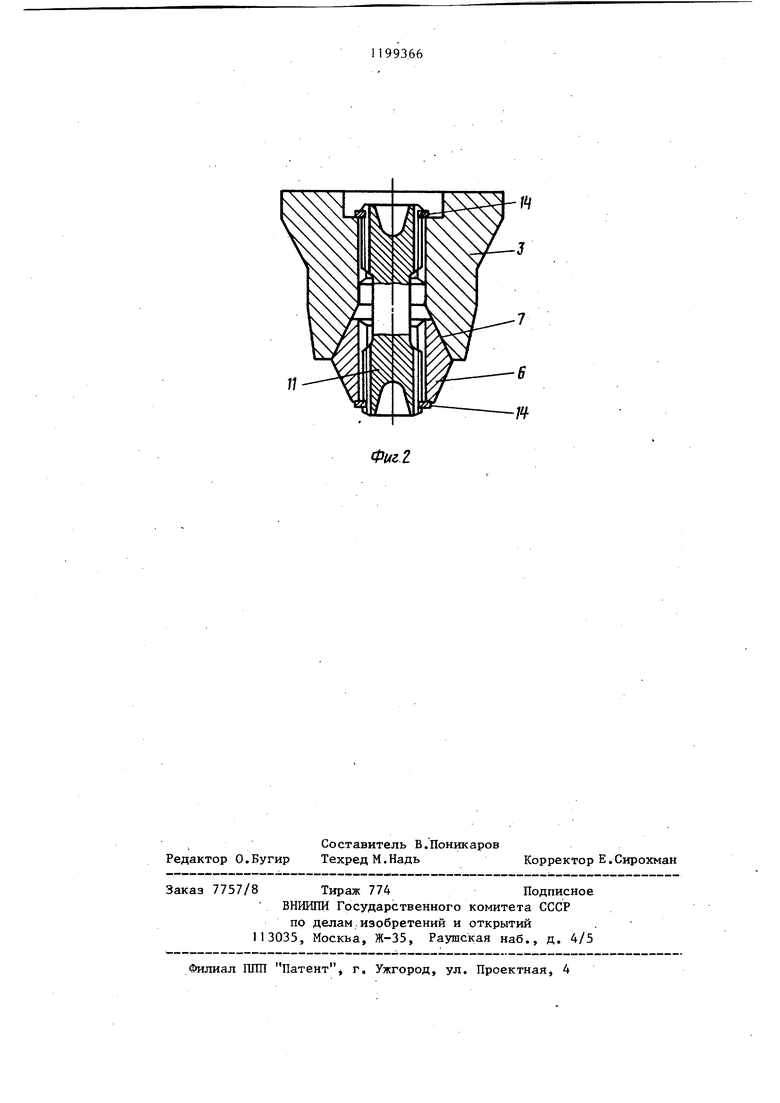
Изобретение относится к области кузнечно-прессового машиностроения, а именно к устройствам, предназначенным для штамповки изделий посред ством инструмента, совершающего обк.й.тьшаю1цее движение. Целью изобретения является повышение надежности и срока службы устройства. На фиг. 1 изображено устройство для штамповки с обкаткой, разрез на фи,- 2 - основной и дополнительный пуансоны при конической форме опорного гнезда основного пуансона и опорной части дополнительного пуа сона. Устройство содержит установленны на станине 1 инструментодержатель 2 связанный с механизмом обкатывания (не показан), закрепленньй на инстр ментодержателе основной пуансон 3 с внутренней полостью 4 и опорным гне дом 5, размещенный во внутренней полости 4 основного пуансона 3 дополнительный пуансон 6 с опорной частью 7, соответствующей по форме опорному гнезду 5 основного пуансона 3, матрицу 8, размещенный в матрице 8 выталкиватель 9, при этом в дополнительном пуансоне 6 выполнено центральное отверстие 10. I. . Кроме того, устройство содержит размещенный во внутренней полости основного пуансона 3 и внутреннем отверстии дополнительного пуансона 6упругий элемент, выполненный в виде шлицевого вала 1I, прикрепленного своими концами к основному 3 и дополнительному 6 пуансонам. При этом опорное гнездо 5 в основном пу ансоне 3 размещено со стороны рабочей поверхности 12 основного пуансона 3. Для крепления основного пуансона к инструментодержателю 2 используют шпонку 13. Фиксация шлицевого вала в осевом направлении осуществляется кольцевыми стопорами 14 Для установки заготовки 15 в мат рицу 8 в последней размещена опора 16. Опорное гнездо 5 и опорная част 7могут иметь сферическую или коническую форму. Устройство работает следующим об разом. При поступательном круговом колебательном движении инструментодер 62 жателя 2 кольцевая заготовка 15 подвергается деформированию обкатыванием пуансонами 3 и 6. При этом пуансон 3 производит обкатывание торцовой поверхности заготовки, а дополнительный пуансон 6 - калибровку внутренней поверхности заготовки. Осевые усилия, возникающие при деформировании заготовки, воспринимаются рабочим торцом, гнездом 5 и передаются на опорньй торец пуансона 3. Крутящие моменты, передаваемые механизмом обкатывания через шпонку 13 на пуансон 3, при обкатывании заготовки воспринимаются дополнительным пуансоном 6 и шлицевым валом 11. В процессе деформирования заготовки обкатьгеанием шлицевой вал 11 упруго закручивается, амортизируя колебания крутящего момента. Это делает работу инструмента, а также механизма обкатывания более мягкой и плавной. В известном устройстве отсутствует подвод обильной смазки в место контакта сферической головки дополнительного пуансона с пятой, в результате чего образуются большие силы контактного трения, которые влекут за собой вьзделение тепла вплоть до температур, способных привести к отпуску стальных деталей, в частности дополнительного пуансона. Из-за отсутствия отвода, выделяющегося тепла возможно схватьюание дополнительного пуансона с заготовкой, что затрудняет отделение их друг от друга при отводе инструмента. Из-за отсутствия амортизирующей масляной пленки происходит схватывание пуансона с пятой, что приводит к скачкам момента уснпия и повьш1ению ударности нагрузок, воздействующих на инструмент, а также механизм обкатьюания. Все это снижает надежность работы устройства и срок его службы, а также ухудшает условия эксплуатации механизма обкатывания. Б предлагаемом устройстве исключается схватьгоание дополнительного пуансона с заготовкой, уменьшается налипание металла на пуансон, улучшаются условия выхода из заготовки, поскольку пуансон в процессе работы подвижен (упруго закручивается ), повышается срок службы изнашивающихся деталей механизма обкатывания.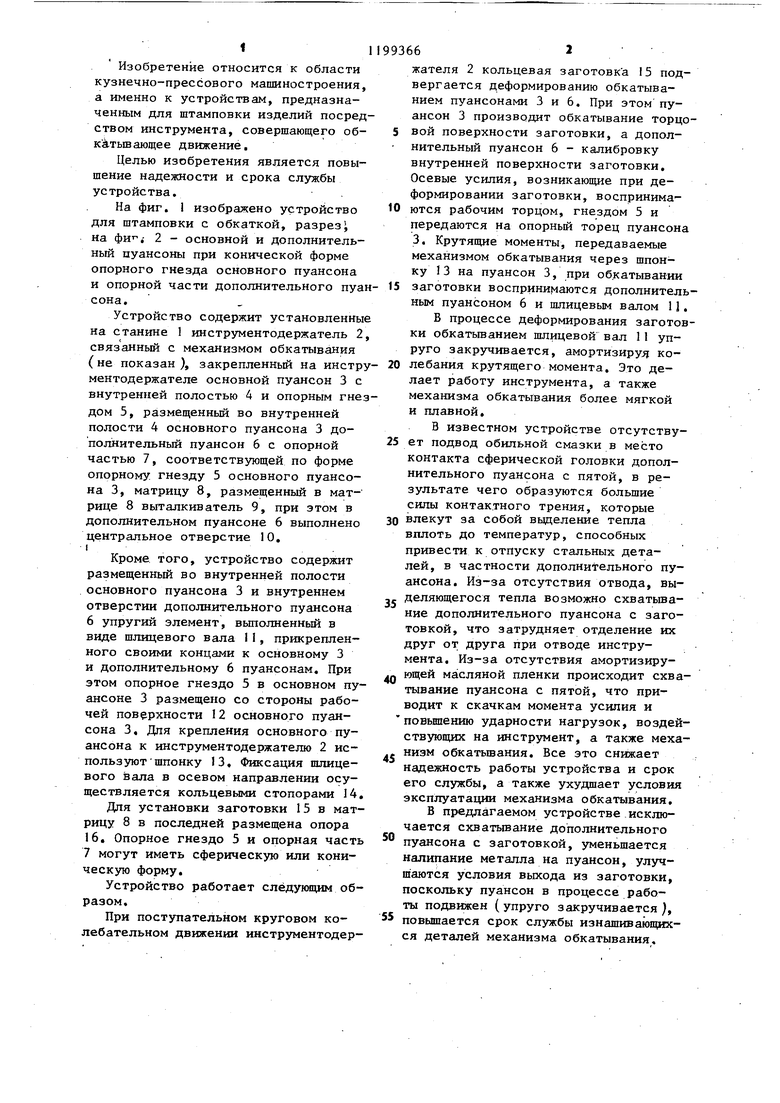
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1996 |
|
RU2098211C1 |
| Устройство для штамповки | 1977 |
|
SU616002A1 |
| Инструментальный узел к устройству для раскатки изделий | 1985 |
|
SU1287968A1 |
| Устройство для штамповки обкатыванием полых заготовок | 1989 |
|
SU1609535A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЗАГОТОВОК ОБКАТЫВАНИЕМ | 1991 |
|
RU2021059C1 |
| Способ обкатки заготовок качающимся пуансоном | 1986 |
|
SU1424917A1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| Винтовой пресс для штамповки обкатыванием | 1988 |
|
SU1613358A1 |
| Устройство для штамповки заготовок | 1974 |
|
SU496194A1 |
| РОЛИКОВАЯ МАТРИЦА ДЛЯ ШТАМПОВКИ С ОБКАТКОЙ К ШТАМПУ С ПРИВОДНЫМ ПУАНСОНОМ | 1993 |
|
RU2089323C1 |
1. УСТРОЙСТВО ДЛЯ ШТАМПОВКИ С ОБКАТКОЙ, содержащее установленные на станине инструментодержатель, связанный с механизмом обкатывания, закрепленный на инструментодержателе основной пуансон с внутренней полостью и опорным гнездом, размещенный во внутренней по.лости основного пуансона дополнительный пуансон с опорной частью, соответствующей по форме опорному гнезду основного пуансона, а также матрицу и размещенный в матрице выталкиватель, отличающееся тем, что, с целью повышения надежности срока службы, в дополнительном пуансоне выполнено центральное отверстие, устройство снабжено размещенным во внутренней полости основного пуансона и внутреннем центральном отверстии дополнительного пуансона упругим элементом, выполненным в виде шлицевого вала, прикрепленного своими концами к основному и дополнительному пуансонам, при этом опорное гнездо в основном пуансоне размещено со стороны ра. бочей поверхности основного пуансоо S на. 2. Устройство по п. -1, о т л и(Л чающееся тем, что опорное с гнездо в основном пуансоне и опорная часть дополнительного пуансона выполнены коническими.. . ;о со 00 О) о: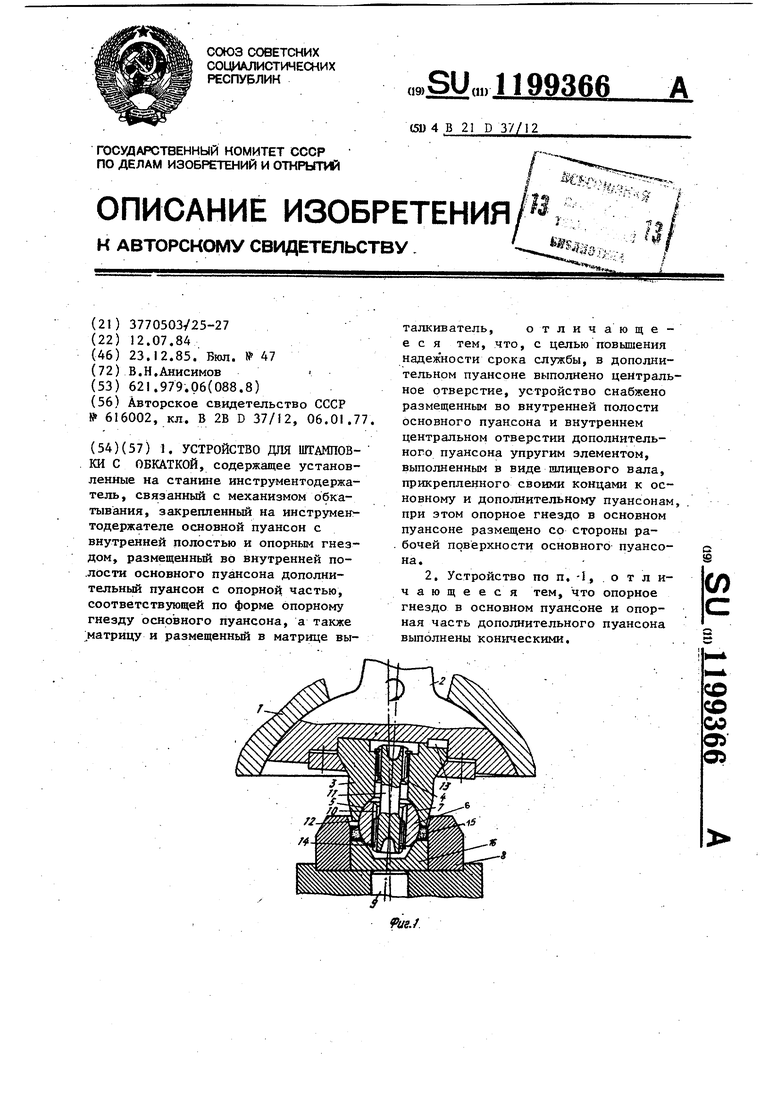
| Устройство для штамповки | 1977 |
|
SU616002A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
