Изобретение относится к обработке металлов давлением, в частности к устройствам для штамповки обкатыванием полых StiroTOBOK.
Целью изобретения является повыше- 5 ние надежности устройства и качества штамповки за счет исключения образования зазора между основным и дополнительным пуансонами, что приводит к образованию заусенца и смятию кромки ос- 10 нфвного пуансона.
I На чертеже изображено устройство для Ш1гамповки обкатыванием, продольный раз- .
: Устройство содержит инструментодер- 15 1, установленный с возможностью кЬуговрго обкатывающего перемещения от
шивол§1-ч(не показан) и несущий основной nj( осевой полостью, в которой
уф-аЩ впщ дополнительный пуансон 3. По- 20 средний толнен в виде стержня со сфери- чесЦй 1аоверхностью 4, расположенной на его бЦЛ)вой поверхности. Сферические шайбы 5, б и гайка 7 служат для крепления дополнительного пуансона 3. Сферическая 25 поверхность 4 дополнительного пуансона расположена в контакте со сферической опорной поверхностью, расположенной на рабочем торце основного пуансона 2. Устройство содержит также матрицу.8 с формо- 30 образующей полостью, в которой размещен выталкиватель 9.
Устройство работает следующим образом.
Полую заготовку 10 устанавливают в 35 матрицу 8 на выталкиватель 9 и подают силовым гидроЦилиндром (на чертеже не показан) вверх. Основной пуансон 2 совершает круговые обкатывающие движения под углом у совместно с дополни- 40 тельным пуансоном 3. Как только дополнительный пуансон 3 коснется своей заходной частью внутренней поверхности . полой заготовки 10 (заготовка играет роль ловителя), он прекращает совершать обка- 45 тывающие движения и становится неподвижным относительно оси штамповки.
Основной пуансон 2 совершает обкатывающие движения относительно сфериче50
ской поверхности 4 дополнительного пуансона 3 и относительно сферических шайб 5i 6 с гайкой 7.
При дальнейшем подъеме заготовки 10 до соприкосновения с основным пуансоном 2 начинается процесс штамповки обкатыванием и формообразование фланца у изделия.
Сферическая поверхность дополнительного пуансона 3 при этом постоянно прижата силами деформации к сферической опорной поверхности основного пуансона 2 и тем самым гарантируется беззазорное сферическое соединение.
При завершении штамповки матрица 8 с выталкивателем 9 и изделием опускаются, дополнительный пуансон 3 выходит из внутренней полости изделия. Далее выталкиватель 9 удаляет при своем подъеме относительно матрицы 8 готовое изделие.
Формул а и 30 бретени я Устройство для штамповки обкатыванием полых заготовок, содержащее матрицу с формообразующей полостью, в которой размещен выталкиватель, а также установленный под углом к оси матрицы с возможностью кругового обкатывающего перемещения от привода инструментодер- жатель с основным пуансоном, выполненным с осевой полостью, имеющей сферическую опорную поверхность, и дополнительный пуансон со сферической поверхностью, установленный в полости основного пуансона в контакте своей сферической поверхностью со сферической опорной поверхностью последнего, отличающееся, тем, что, с целью повышения надежности устройства и качества штамповки, основной пуансон выполнен с дополнительной сферической опорной поверхностью, расположенной на его рабочем торце, а дополнительный пуансон выполнен с дополнительной сферической поверхностью, расположенной между его основной сферической поверхностью и рабочим концом в контакте с дополнительной сферической опорной поверхностью основного пуансона.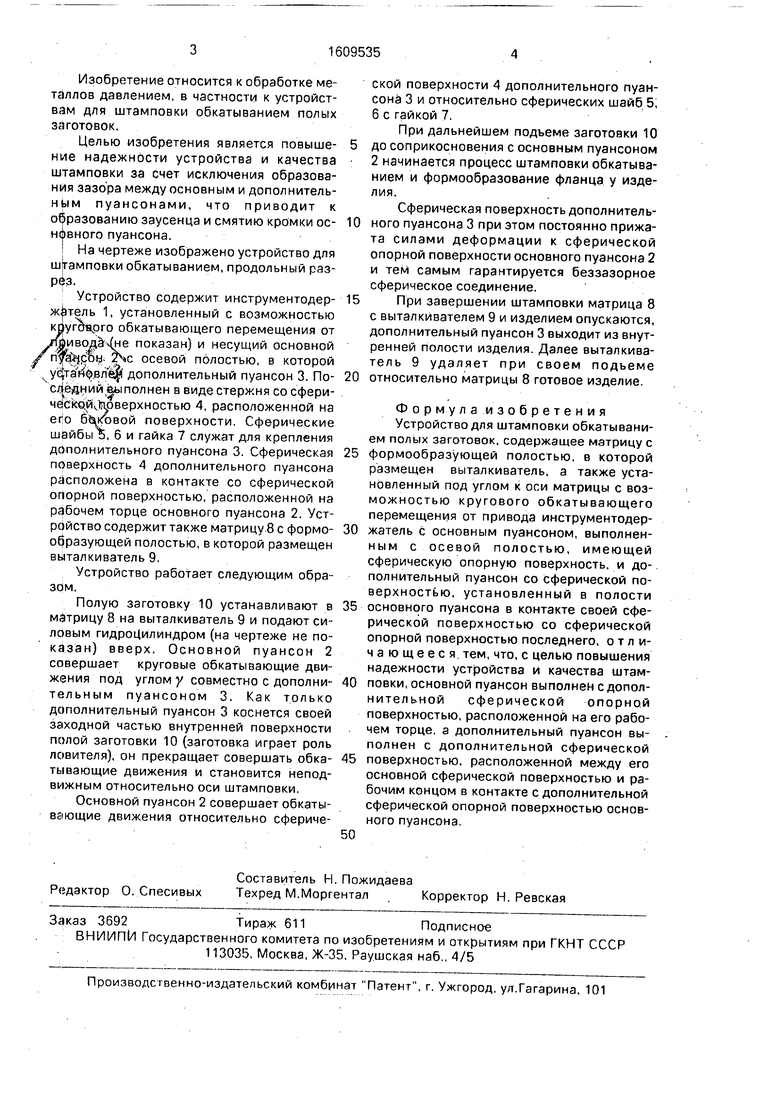
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки | 1977 |
|
SU616002A1 |
| Устройство для штамповки с обкаткой | 1984 |
|
SU1199366A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 1996 |
|
RU2098211C1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
| Способ изготовления кольцевых изделий | 1990 |
|
SU1738466A1 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЗАГОТОВОК ОБКАТЫВАНИЕМ | 1991 |
|
RU2021059C1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| Способ вытяжки изделий и устройство для его осуществления | 1979 |
|
SU863083A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение надежности устройства и качества штамповки. Устройство содержит инструментодержатель 1, несущий основной пуансон 2 с размещенным в его полости дополнительным пуансоном 3. Последний выполнен в виде стержня со сферической поверхностью 4, расположенной в контакте со сферической опорной поверхностью на рабочем торце основного пуансона. Для крепления пуансона 3 служат сферические шайбы 5 и 6, а также гайка 7. Пуансон 2 совершает обкатывающее перемещение и формообразование фланца у изделия. Поверхность 4 при этом постоянно прижата к опорной поверхности пуансона 2, в результате чего обеспечивается беззазорное соединение и исключается образование заусенца и смятие кромки пуансона 2. 1 ил.
| Устройство для торцовой раскатки | 1987 |
|
SU1417965A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
