со
со
4а
Изобретение относится к машиностроению, а именно к конструкции куэнечно-штамповочного оборудовани
Цель изобретения - расширение технологических возможностей за счет поэтапного разделения нагрузк по ходу деформирования.
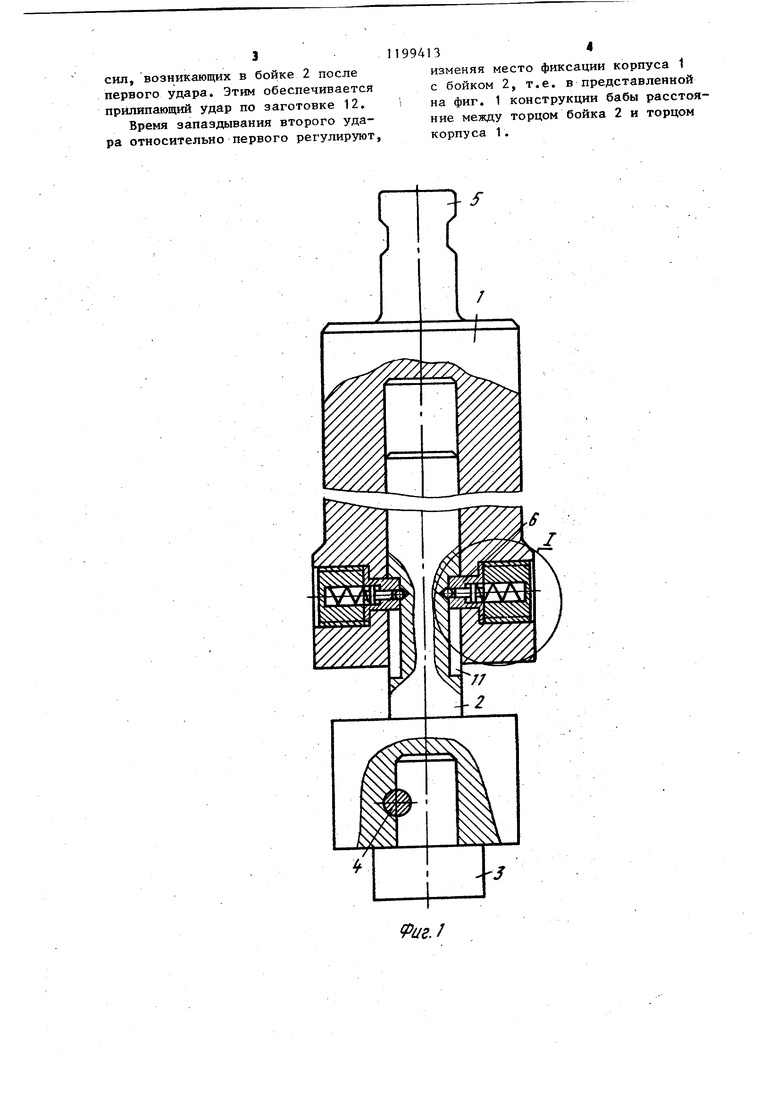
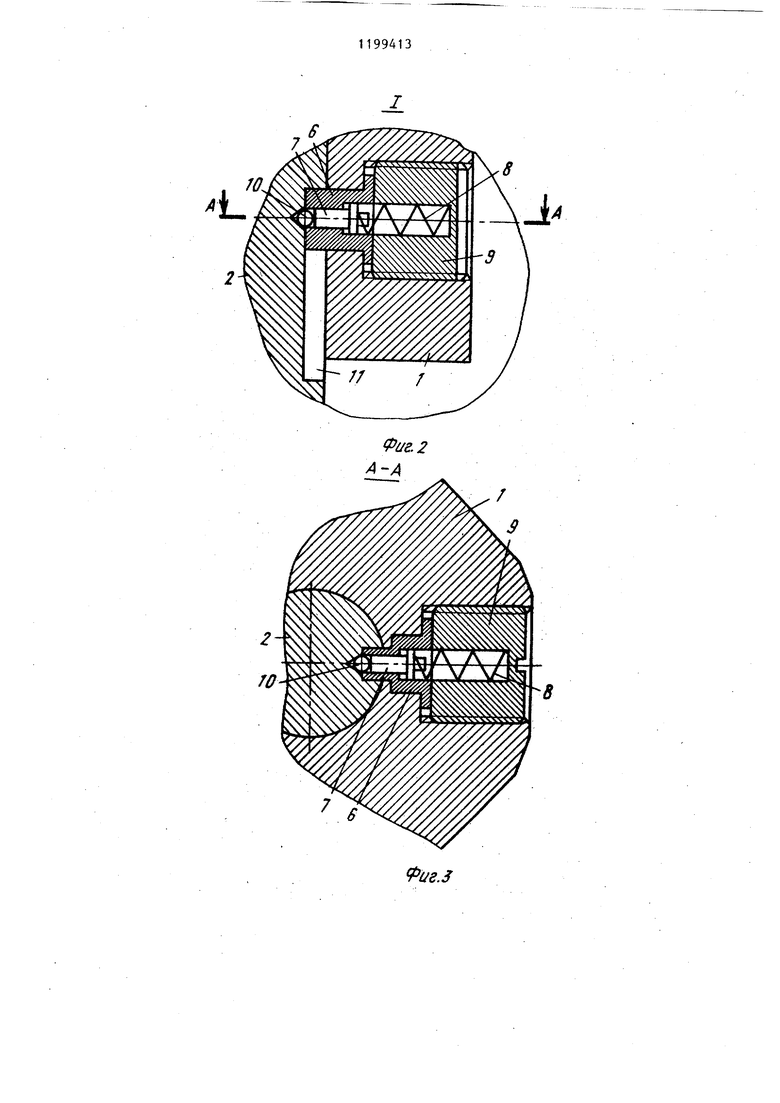
На фиг. 1- йоказана баба высокоскоростного молота (разрез; на фиг. 2 - узел 1 н в-фиг. 1; на фиг. 3 - разрез А-А йа фиг. 2J на фиг. 4 - этапы штамповки.
Баба высркоскоростного молота содержит корпус 1 с центральной полостью, боек 2, установленный в корпусе 1 с возможностью перемещения вдоль продольной оси бабы, и инструмент 3, закрепленный в бойке 2 при помощи крепежного элемента 4.
Корпус 1 имеет хвостовик 5 для удержания бабы в механизме зацепления (не показан) высокоскоростно молота. Хвостовик 5 может быть выполнен по форме, отличающейся от изображенной на фиг. 1, или может отсутствовать при использовании немеханических способов зацепления бабы.
Баба снабжена фиксаторами 6, смонтированными в корпусе 1 оппозитно.
В каждагй фиксатор встроены толктель 7 и пружина 8, воздействующая на толкатель 7 в направлении бойка Пружина 8 сжата винтом 9. Толкатель 7 воздействует на шарик 10, западающий в углубление, вьтолненное в бойке 2. Каждый фиксатор выполнен в виде втулки с боковьми лысками, контактирующими со стенками паза 11 в бойке 2.
Представленная на фиг, 1 баба показана в так называемом взведенном состоянии. При этом боек 2 выдвинут из центральной части корпса 1 и соединен с последним фиксатором 6 и шариком 10.
При штамповке заготовку 12, нагретую до заданной температуры, помещают в приемную полость штампа 13, закрепленного в нижней части высокоскоростного молота.
На фиг. 4-7 баба изображена упрощенно и фиксирующие устройства не показаны, а заготовка 12 и штам 13 представлены в разрезе.
994132
После расцепления бабы в высокоскоростном молоте (не показан) она лежит в направлении штампа 13 при зафиксированном взаимном положении
5 корпуса 1 и бойка 2. Первый удар по заготовке производят соприкосновением с ней бойка 2. При этом торможение бойка 2, а корпус 1 продолжает движение в направлении штампа
to практически с прежней скоростью. Шарики 10 выходят из углублений в бойке 2, и корпус 1 перемещается относительно бойка 2 с движением фиксаторов 6 по пазу 11, что исключает поворот бойка 2 в корпусе 1, который имеет в молоте собственные направляющие (не показаны).
Отсюда следует, что при штамповке с использованием предлагаемой
20 конструкции бабы высокоскоростного молота первый удар по заготовке наносят массой бойка 2 с инструментом 3. После этого удара заготовка 12 заполняет приемную полость штампа 13 (фиг. 5 и 6), а корпус 1, продолжая движение относительно бойка 2, догоняет последний (фиг. 6). Энергию первого удара принимают достаточной для распрессовки заготовки 12 в приемной полости штампа 13. Такая энергия составляет обычно меньше половины от общей энергии деформирования. Дозировку этой энергии осуществляют изменением давления рабочего газа высокоскоростного молота, т.е. скоростью движения бабы при ударе, и выбором массы бойка 2 с инструментом 3.
Второй удар по заготовке 12 наносят в момент времени, когда корпус 1 догоняет боек 2 и соприкасается с ним торцовой поверхностью (фиг. 6) Второй удар обладает большей энергией, чем первый, что достигнуто выбором такой массы корпуса 1, которая больше массы бойка 2 с инструментом 3. Известно, что при одной и. той же скорости бабы энергия пропорциональна массе ее частей. После удара корпуса 1 по бойку 2 энергия этого удара передается через него инструменту 3 и заготовке 12, которая теперь полностью заполоняет гравюру штампа (фиг. 7).
При окончании заполнения гравюры штампа 13 корпус 1 отскакивает (не показано), гася энергию упругих
сил, возникающих в бойке 2 после первого удара. Этим обеспечивается прилипающий удар по заготовке 12,
Время запаздывания второго удара относительно первого регулируют,
изменяя место фиксации корпуса 1 с бойком 2, т.е. в представленной на фиг. 1 конструкции бабы расстояние между торцом бойка 2 и торцом корпуса 1.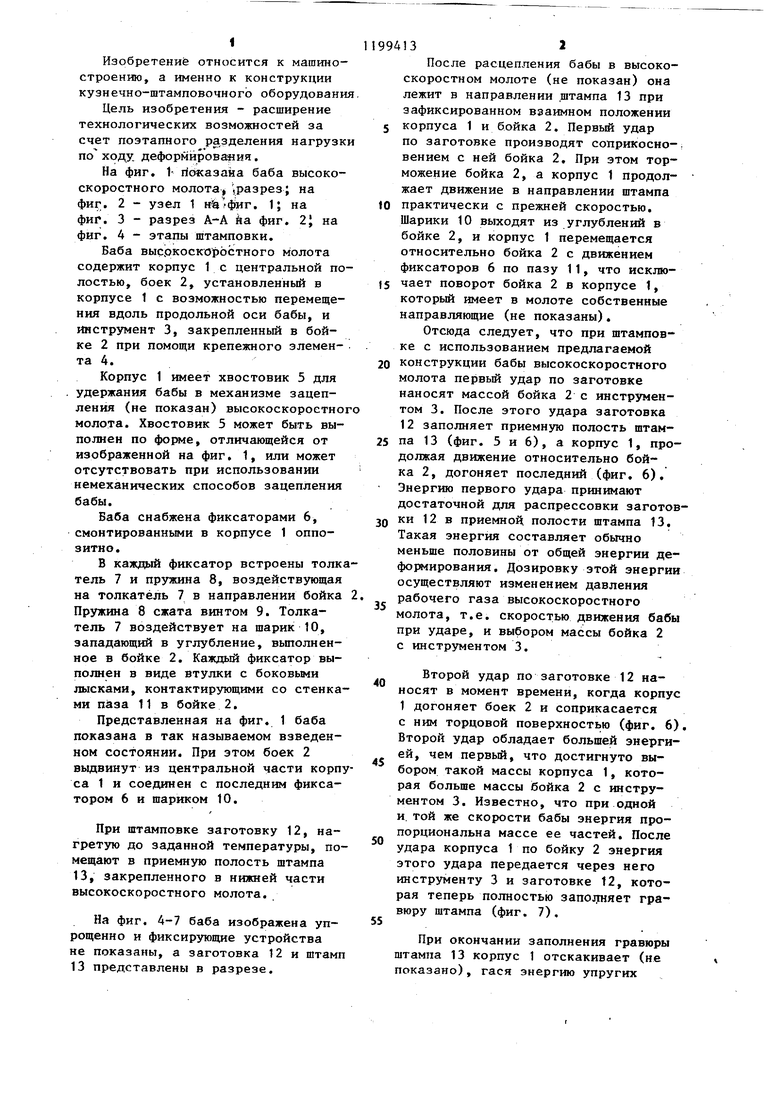
| название | год | авторы | номер документа |
|---|---|---|---|
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| БАБА МОЛОТА | 2010 |
|
RU2438825C1 |
| Устройство для подачи штучных заготовок в штамп | 1982 |
|
SU1080910A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ВРЕМЕНЕМ УДАРА ПРИ ДЕФОРМИРОВАНИИ ЗАГОТОВОК НА МОЛОТЕ | 2008 |
|
RU2386512C1 |
| Закрытый штамп | 1986 |
|
SU1430171A1 |
| КОВОЧНЫЙ МОЛОТ ДЛЯ КУЗНЕЧНОЙ ПРОТЯЖКИ ЗАГОТОВОК | 2011 |
|
RU2480307C2 |
| Молотовой штамп | 1984 |
|
SU1225666A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ОСЕЙ ДЛЯ ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304483C2 |
| Горизонтальный бесшаботный молот | 1982 |
|
SU1038043A1 |
S
ueJ
| Авторское свидетельство СССР В 638009, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Молот для гидродинамического прессования | 1971 |
|
SU441086A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
