2. Устройство по п. 1, о т л иа ю щ е е с я тем, что заслонка выполнена в виде двух профилирован- .
ных поворотных створок, шарнирно
связанных одними концами между собой и установленных на наконечнике с
ком силового цилиндра привода. возможностью взаимодействия со што
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок и удаления поковок | 1981 |
|
SU984587A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Технологический модуль для объемной штамповки | 1990 |
|
SU1776214A3 |
| Манипулятор для кладки стен из штучных элементов | 1989 |
|
SU1712561A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Устройство для установки заготовок в пресс | 1988 |
|
SU1523233A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Манипулятор к ковочным вальцам | 1973 |
|
SU651885A1 |
1. УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК В ШТАМП, .содержащее горизонтальные направляющие, каретку, установленную в направляющих с возможностью возвратно-пост упательного перемещения от силового цилиндра, криволинейный лоток с наконечником, выполненным с упором в его торце и окном под заготовку в нижней части наконечника, отличающееся тем, что, с целью повышения надежности подачи за счет улучшения ориентации заготовок, оно снабжено смонтированной на наконечнике заслонкой для перекрытияи окна с приводом в виде силового ци- д линдра, штоковая полость которого связана со штоковой полостью силово(Л го цилиндра перемещения каретки. эо о :о
1
Изобретение относится к области обработки металлов давлением и предназначено преимущественно для загрузки высокоскоростных молотов нагретыми заготовками.
Известно устройство для подачи нагретых заготовок в штамп, содержащее неподвижно закрепленный криволинейный желоб и ползун подачи.В этом устройстве нагретая заготовка по изогнутой трубе поступает в гнездо ползуна подачи, а последний при поступательном движении перемещает заготовку по поверхности пластины до. матрицы ручья штампа и останавливается над штампом, при этом заготовка падает в матрицу, после чего ползун возвращается в исходное положение С13.
Однако такое устройство имеет недостаточно высокую производительность, что приводит к остыванию заготовок, снижению качества шан.амповок и преждевременному износу штам|Пов, Кроме того, устройство не обес печивает ориентированную подачу заготовок в-штамп.t
Наиболее близким к предложенному является устройство для подачи заготовок в штамп, содержащее горизонтальные направляющие, каретку, установленную в направляющих с возможностью возвратно-поступательного перемещения от силового цилиндра, криволинейный лоток с наконечником, выполненным с упором в его и окном под заготовку в нижней части наконечника. При этом лоток закреплен на пневмоцилиндре с возможностью перемещения из рабочей зоны молота, а в наконечнике установлена защелка с пружиной и выполнено окно 2 3.
Однако имеющаяся в наконечнике защелка не ориентирует должным образом заготовку и она очень часто не попадает в приемную полость штампа, что снижает надежность устройства. Заготовку приходится подправлять вручную, что увеличивает время загрузки, снижая тем самым производи тельность устройства и молота в целом, приводит к остыванию нагретой заготовки, а в результате - к ухудшению качества деталей и к сокра щению срока службы штампов.
Целью изобретения является повышение надежности подачи за счет улучшения ориентации- заготовок.
Поставленная цель достигается 5 тем, что устройство, содержащее горизонтальные направляющие,. каретку,, установленную в направляющих с возможностью возвратно-поступательного перемещения от силового цилиндра, 0 криволинейный лоток с наконечником, выполненным с упором в его торце и окном под заготовку в нижней части наконечника, снабжено смонтиров нной на наконечнике заслонкой для 5 перекрытия окна с приводом в виде силового цилиндра, штоковая полость которого связана со штоковЬй полостью силового цилиндра перемещения каретки.
Причем заслонка выполнена в виде двух профилированных поворотных створок, шарнирно связанных одними концами между собой и установленных на наконечнике с вовможностью взаимодействия со штоком силового цилиндра привода.
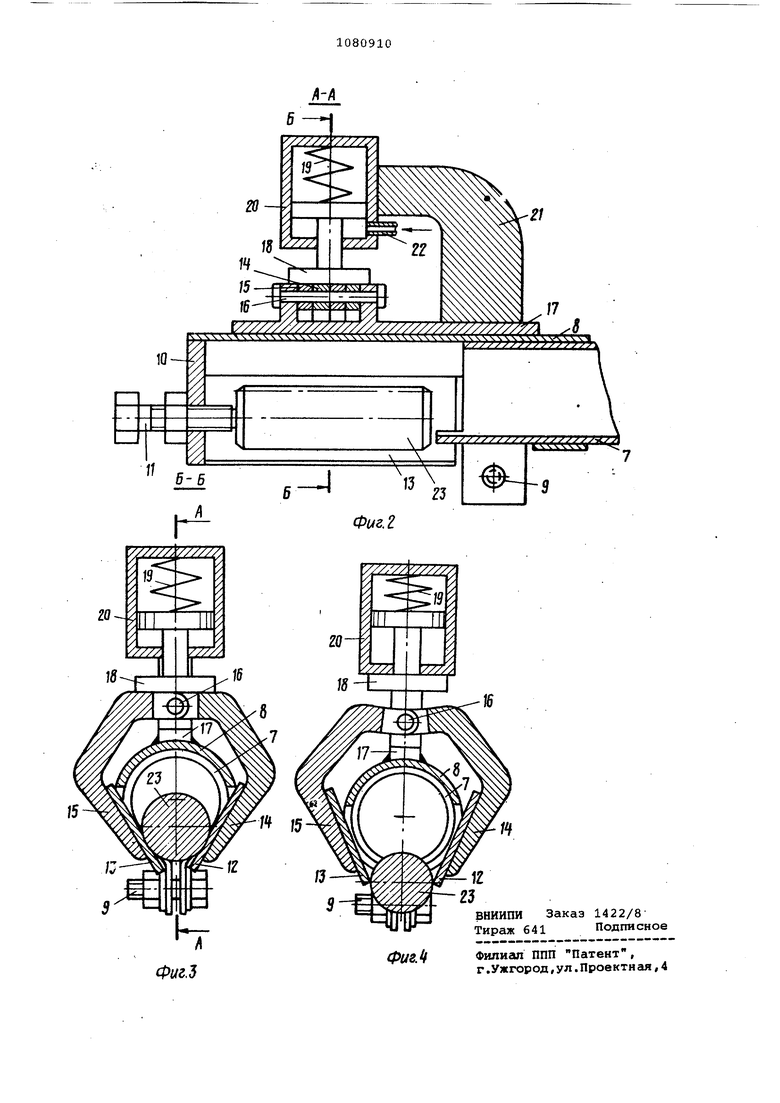
На фиг. 1 изображено предлагаемое устройство, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 3/ на фиг. 3 - сечение Б-Б на фиг. 2} 0 на фиг. 4 - то же, при раскрытых створках.
Устройство для подачи заготовок в штамп имеет каретку 1 и механизм перемещения каретки 1 - силовой 5 цилиндр 2, выполненный заодно целое с кареткой 1, При этом шток 3 силового цилиндра 2 закреплен неподвижно на консолях 4 (видна одна консоль), смонтированных на станине 5 0 высокоскоростного молота. Каретка 1 вместе с корпусом пневмоцилиндра 2 установлены в горизонтальные направЛ5пощие 6, смонтированные на консолях 4.
г В каретке 1 закреплен криволинейный лоток 7, выполненный в виде изо.гнутой трубы, с наконечником 8. Наконечник 8 выполнен съемным и закрепленным на лотке 7 при помощи хомута, стянутого болтом 9,имеет в торце 10 регулируемый упор 11 и в нижней части - окно.
Створки 12 и 13 установлены на соответствующие им скобы 14 и 15 напротив окна с противоположных боновых сторон наконечника 8 ( показаны в виде плоских пластин, хотя могут быть изогнуты, т.е. иметь криво линейную поверхность). Скобы 14 и 15 смонтированы на общей оси 16 (фиг. 2-4). и имеют возможность пово рота вокруг этой оси 16.- Ось 16 установлена на стойке 17, закрепленной сверху на наконечнике 8, и расположена вдоль наконечника 8. В уст ройстве имеется фиксатор с шайбой 1 прижатой пружиной 19 сверху к скобам 14 и 15, Предлагаемое устройство снабжено приводом дистанционного управления фиксатора, выполненным в виде силового цилиндра 20, смонтированного н наконечнике 8 при помощи кронштейна 21. Шайба 18 закреплена на штоке пневмоцилиндра 20, пружина 19 фикса тора воздействует на поршень пневмоцилиндра 20 привода, а полость пневмоцилиндра 20, расположенная со стороны штока, соединена воздухопро водом 22 с nojiospTbio нагнетания сило вого цилиндра 2 механизма перемещения каретки 1. Устройство работает следующим образом, За.готовка 23, нагретая в индукторе ( не показан), поступает из неподвижно закрепленной трубы 24 чере.з криволинейный лоток 7 в наконечник 8,центрируясь в горизонт льном положении заслонками 12 и 13, а по длине - регулируемым упором 11 Автоматически подключают к пневмосети полость нагнетания силового цилиндра 2 механизма перемещения каретки 1; Из указанной полости через .воздухопровод 22 воздух поступает в штоковую полость пневмоцилиндра 20 фиксатора. Шток пневмоцилиндра 20 поднимает шайбу 18 фиксатора (фиг,.4), освобождая скобы 14 и 15 заслонок 12 и 13. Силой собственного веса заготовка 23 разводит заслонки 12 и 13, перемещаясь в направлении приемной полости штампа 25. При этом скобы 14 и 1 на которых закреплены створки 12 и 13, поворачиваются вверх вокруг оси 16. Заготовка 23 падает в прием ную полость штампа 25. Так как каретка 1 вместе с силовым цилиндром 2 имеет массу подвижных частей больше чем масса штока пневмоцилиндра 20 привода фиксатора, а сила трения каретки 1 о направляющие 6 превышает силы трения поршня силового цилиндра 20 и сопротивления пружины 19, то каретка 1 начинает свое движение с замедлением относительно раскрыти заслонок 12 и 13, когда заготовка 2 уже находится в приемной полости штампа 25. в дальнейшем каретка i быстро выводит закрепленный на ней криволинейный лоток 7 с наконечником 8 из рабочей зоны молота, после чего производят удар штоком молота с бойком 26 по заготовке 23, расположенной в приемной полости штампа 25, и получают штампованную деталь , После отвода наконечника 8 из рабочей зоны молота снимают давление с полости нагнетания силового цилинд|ра 2 и воздухопровода 22. Шток пневмоцилиндра 20 фиксатора идет вниз под действием пружины 19, и шайбой 18 прижимает сверху скобы 14 и 15, сводя к центру наконечника 8 створки 12 и 13, которые закрывают окно в наконечнике 8. Наконечник 8 готов к приему следующей заготовки. С возвращением штока с бойком 26 молота в исходное положение и после выгрузки детали из штампа 25 подключение силового цилиндра 2 механизма перемещения каретки 1 к пневмосети меняют на обратное, относительно . показанного на фиг. 1 стрелками, и каретка 1 двигается к станине 5 молота. Тем самым вместе с кареткой 1 перемещается криволинейный лоток 7 с наконечником 8. Наконеч- ник 8 вводят в рабочую зону молота и останавливают над приемной полостью штампа 25. При этом верхняя часть криволинейного лотка 7 устанавливается соосно с расположенной над ней и закрепленной неподвижно на станине 5 молота питающей трубой 24. Устройство для подачи заготовок в штамп готово к следующему циклу загрузки. Наличие в предлагаемом устройсте симметрично установленных ствоок, закрепленных на скобах с возможостью поворота вокруг оси и фиксаора с приводом дистанционного правления, устанавливающего створи в положение, когда они закрывают кно в наконечнике криволинейного отка, позволяет значительно повысить адежность такого устройства за счет табильности в ориентации заготовки еред ее падением в приемнуюпоость штампа.. Это в свою очередь до . инимума сокращает время загрузки агретой заготовки в шшамп, что поышает производительность как самоо устройства для подачи заготовок штамп, так и молота или пресса, а котором такое устройство испольуют. Сокращение времени загрузки овышает температурную стабильность тампуемых заготовок, что улучшает ачество штамповок и увеличивает рок службы штампов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Соколов Н.Л | |||
| Горячая штамповка выдавливанием стальных дета- лей | |||
| М., Машиностроение, 1967, с | |||
| Джино-прядильная машина | 1922 |
|
SU173A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШилиН И.И | |||
| и др | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авиационная промышленность, 1980, № 12, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
