Известны станки для шлифования асферических поверхностей с настраиваемым копировальным устройством. В качестве копира в них используются плоские шаблоны.
Предложенный станок для копировального шлифования асферических поверхностей отличается от известных тем, что, с целью повышения точности обработки за счет увеличения масштаба копирования, копировальный механизм выполнен в виде врашаюшегося диска, посаженного на вал, связанного посредством зубчатых передач и промежуточного вала с червячной передачей, червяк которого насажен на винт перемеш;ения суппорта. Для бесступенчатого изменения скорости резания, обеспечивающей постоянный съем материала по всей обрабатываемой поверхности, на вале копира закреплен Г-образный кронштейн со скользяш,ей электрош,еткой относительно лепесткового коллектора, помещенного на крышке копировального механизма. Кроме того, станок снабжен оптической отсчетной системой с круговой шкалой измерения, смонтированной на оси качания рычага, и линейной шкалой на суппорте.
салазками 4 и шпинделем 5 издел1 я, коробку скоростей 6 с бесступенчато-регулируемым электроприводом 7, управляемым через пластинчатый коллектор 8, поворачиваемый валом 9 относительно щетки 10, коробку передач // с электродвигателем 12 и KoniipoM 13, стопку 14 для оси 15 поворота двуплечего рычага 16 с электрошпинделем 17, противовесом 18 и роликом 19 и инструментом 20. На станине
установлен микроскоп 21 продольного линейного перемещения с ироекционным экраном 22 и стеклянной линейкой 23, смонтированной на кронштейне 24. На суппорте 3 укреплен микроскоп 25 углового отсчета качания двуплечего рычага с проекционным экраном 2б.
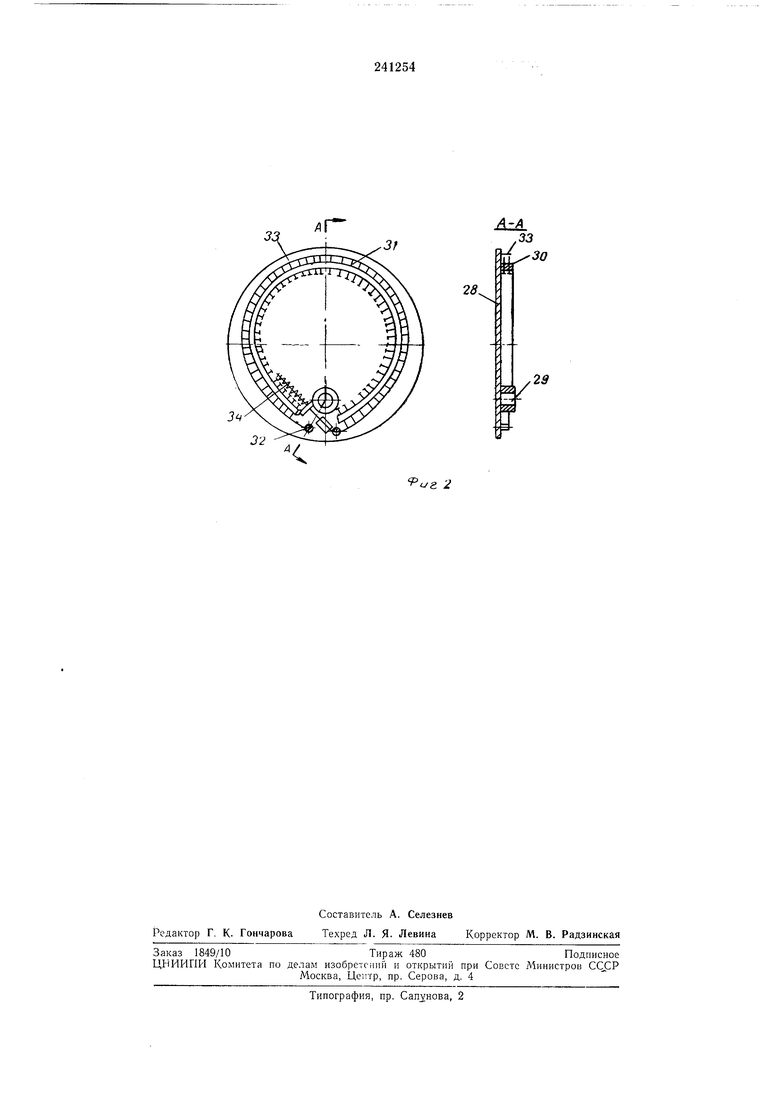
Копир 13 выполнен в виде диска 28 с эксцентрично смещенными посадочным отверстием 29 и торцовым выступом 30, близким по
форме к расчетной кривой обрабатываемой детали. В выступ 30 через определенный шаг в шахматном порядке ввернуты регулировочные винты 31, на которые натянуты относительно неподвижного стержня 32 стальная
лента 33 через жесткую пружину 34.
На станке имеются три диапазона вращения детали 35 изделия, три рабочие иодачи и ускоренное перемещение суппорта.
Для выбора люфтов в зубчатых зацеплениях коробка подач // представляет собой червячное колесо 36 с двумя противоположно расположенными относительно него червяками 37, соединенными через шестерни 38 и выбирающими люфт благодаря натяжению, создаваемому зубчатой муфтой 39 и двумя цилиндрическими зубчатыми парами 40 и 41 с муфтами 42.
Контроль и точную подналадку профиля копира проводят следующим образом.
По заранее подготовленной таблице координат (линейных и угловых), построенных по формуле кривизны обрабатываемой детали, производят продольное перемещение суппорта 5 с деталью 35. Величины продольных перемещений контролируют по микроскопу 21.
Каждому отсчету продольных перемещений должен соответствовать определенный угол поворота двуплечего рычага 16, контролируемый по микроскопу 25 угловых качаний.
Расхождения между колебаниями показаний микроскоеов и таблицей координат устраняют, изменяя форму кривой ленты 33 копира с помощью регулировочных винтов 31.
Станок позволяет шлифовать выпуклые и вогнутые поверхности вращения разных форм и размеров.
Предмет изобретения
1.Станок для копировального шлифования асферических поверхностей, например, оптических линз, состоящий из копировального механизма, зубчатых и червячных передач, винта и суппорта, отличающийся тем, что, с целью повышения точности обработки за счет увеличения масштаба копирования, копировальный
механизм выполнен в виде вращающегося диска, посаженного на вал, связанного посредством зубчатых передач и промежуточного вала с червячной передачей, червяк которого насажен на винт перемещения суппорта.
2.Станок по п. 1, отличающийся тем, что, с целью бесступенчатого изменения скорости резания, обеспечивающей постоянный съем .материала по всей обрабатываемой поверхности, на вале копира закреплен Г-образный кронштейн со скользящей электрощеткой относительно лепесткового коллектора, помещенного на крышке копировального механизма.
3. Станок по п. 1 отличающийся тем, что, с целью его настройки, станок снабжен оптической отсчетной системой с круговой шкалой измерения, смонтированной на оси качания рычага, и линейной шкалой на суппорте.
}6
22
.21
19
2 8 Ю
32
Л
30
28
29
A/
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для копировального шлифования асферических поверхностей | 1979 |
|
SU785021A2 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ БАНДАЖА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1996 |
|
RU2107586C1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Зубошлифовальный станок | 1970 |
|
SU385486A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |