1
Изобретение относится к металлообработке, в частности к обработке глубоких отверстий.
Цель изобретения - повышение точности обработки начального участка отверстия.
Указанная цель достигается тем, что на одной из твердосплавных направляющих вьтолнёна дополнительная режущая кромка, улучшающая центрированиэ сверла при срезании.
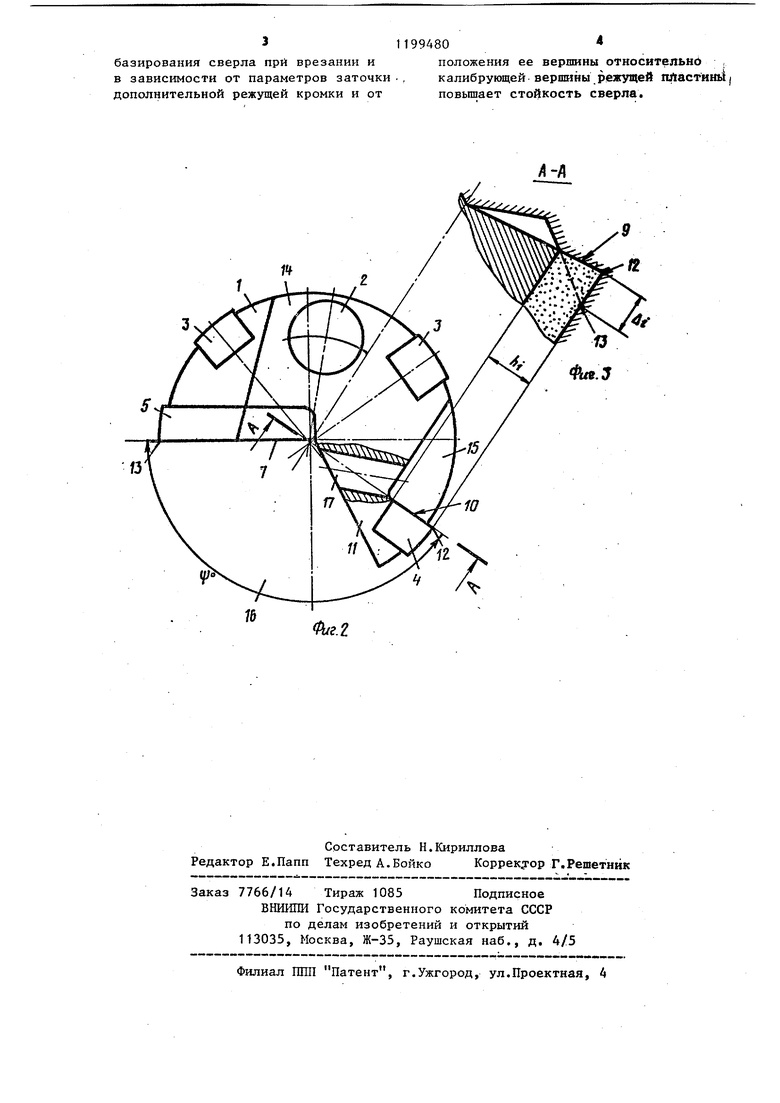
На: фиг. 1 показано предложенное сверло, вид сверху; на фиг. 2 - то же, вид с торца; на фиг. 3 - сечение А-А на фиг. 2.
Сверло состоит из корпуса 1 с отверстием 2 для подвода СОЖ. Базовые направляющие 3 и 4 и основная режущая пластина 5, содержащая наружную 6, внутреннюю 7 и вспомогательную 8 режущие кромки, закреплены в корпусе 1 сверла. Дополнительная режущая кромка 9 образована пересечением передней 10 и задней 11 поверхностей базовой направляющей 4. Для обеспечения процесса резания по всей длине режущей кромки 9 дополнительной базовой направляющей 4,высоту h. направляющей 4 находят из соотношения
А
)
где 4, угол в плане наружной ре. жущей кромки 6; /g - угол в плане внутренней
режущей кромки 7; в - задний УГОЛ внутренней режущей кромки 7 в нормальном сечении;
d- величина, определяющая смещение вершины 12 дополнительной режущей кромки 9 относительно калибрующей вершины 13 режущей пластины 5;
V - угол между калибрующей вершиной режущей пластины и вершиной дополнительной режущей кромки 9. Угол V определяется из соотношени
Ч С1ГСС05
ч:бив Si в Величина М определяется по формул
(R-mrf)t 4 n cJtsj-if u.
--cos g
.V 9480
где R - радиус инструмента;
md - величина, определяющая смещение вершины режущей пластины 5 относительно оси инстру5 мента;
Заточкой сверла по задней плоской поверхности 14 внутренней режущей кромки 7 с углом 0(g в сечении, нормальном этой кромке, равным 0 .
8,, a. ,
Sin
добиваются требуемой величины смещения 4- вершины 12 дополнительной режущей кромки 9 относительно калибрующей вершины 13 режущей пластины 5 в случае, если положение базовой направляющей 4 строго определено фиксированной величиной угла у. В случае, если параметры заточки сверла строго :определены фиксированными значениями (4n,4g, , md), требуемая величина д. смещения вершины 12 дополнительной режущей кромки 9 относительно калибрующей вершины 13 режущей пластины 5, достигается при размещении дополнительной базовой направляющей 4 с углом V.
Паз 15 расположен вдоль базовой направляющей 4 со стороны ее передней поверхности 10 на длинуj равную не менее 2/3 длины базовой
r направляющей 4, и служит пространством для размещения образующейся при резании материала детали кромки 9 стружки.В зависимости от характера образующейся стружки,ее отвод в полость
Q струл(коотводящего желоба 16 сверла осуществляется либо через отверстие 17, либо в пространство между поверхностью резания и телом стебля сверла.
В процессе сверления вершины 18 режущей пластины 5 касается торца обрабатываемой детали, например, одновременно с вершиной 12 дополнительной режущей кромки 9. Таким об разом обеспечивается стабильное базирование сверла в обрабатываемом отверстии в период врезания, а окончательно отверстие формируется калибрующей вершиной 13 режущей пластины 5.
Предлагаемая конструкция инструмента обеспечивает улучшение условий 3 базирования сверла при врезании и в зависимости от параметров заточки дополнительной режущей кромки и от 1199480 положения ее вершины относительно , ., калибрующей вершины.режущей 1гйастинЫ| повышает стойкость сверла.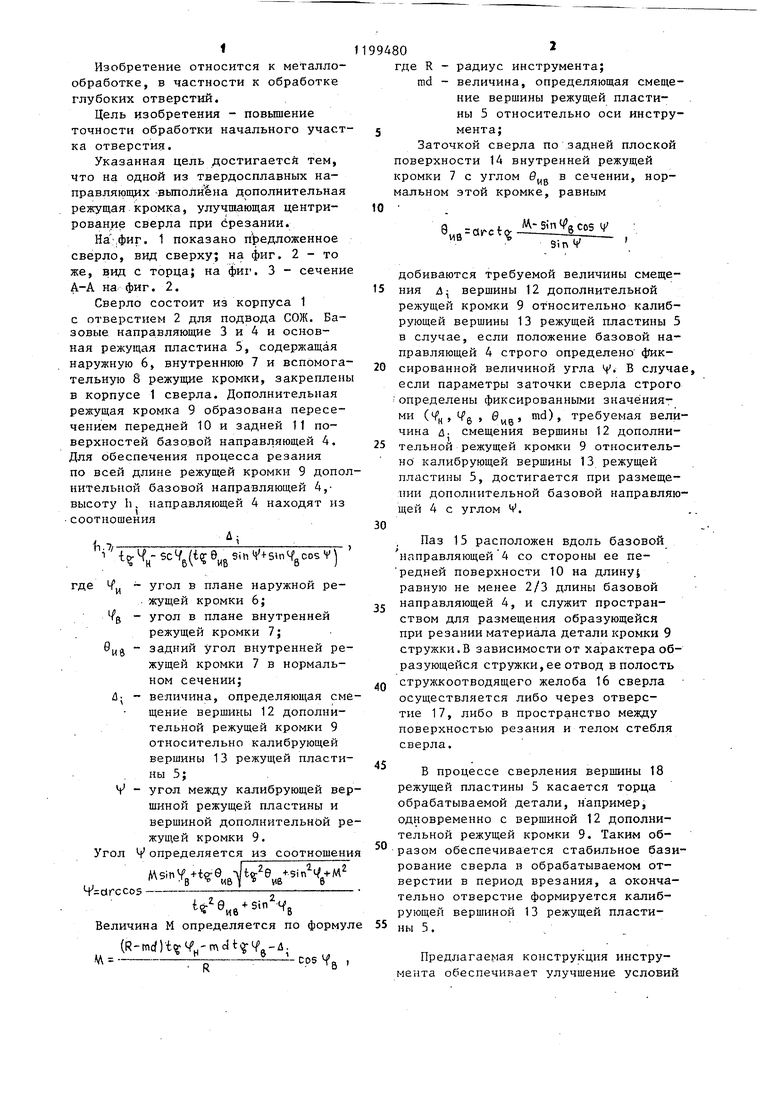
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Способ кольцевого сверления глубоких отверстий | 1989 |
|
SU1699722A1 |
| СВЕРЛО | 2011 |
|
RU2476294C2 |
| СВЕРЛО | 2010 |
|
RU2457927C2 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ВЕРШИНЫ СПИРАЛЬНОГО СВЕРЛА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2459693C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| Хирургическое сверло | 1989 |
|
SU1718851A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЁРЛ (ВАРИАНТЫ) | 2002 |
|
RU2215639C1 |
СВЕРЛО ОДНОСТОРОННЕГО РЕЗА НИЯ для обработки точных отверстий с направляющими элементами и режущи элементом, содержалщм- наружную, внутреннюю и вспомогательную режущи кромки и калибрующую вершину, отличающееся тем, что, с целью повышения точности обработк начального участка отверстия, на одном из направляющих элементов ена дополнительная режущая , смещенная в осевом направотносительно калибрующей вер- . ширина hj которой выбрана исз геометрических параметров и режущего элемента по формуле t V (Ч: б„5 5 } - угол в плане наружной режущей кромки; угол в плане внутренней режущей кромки; задний угол внутренней режущей кромки в нормальном сечении; величина смещения вершины дополнительной режущей кромки относительно калибрующей вершины режущего элемента} угол между калибрующей вершиной и вершиной дополнительной режущей кромки.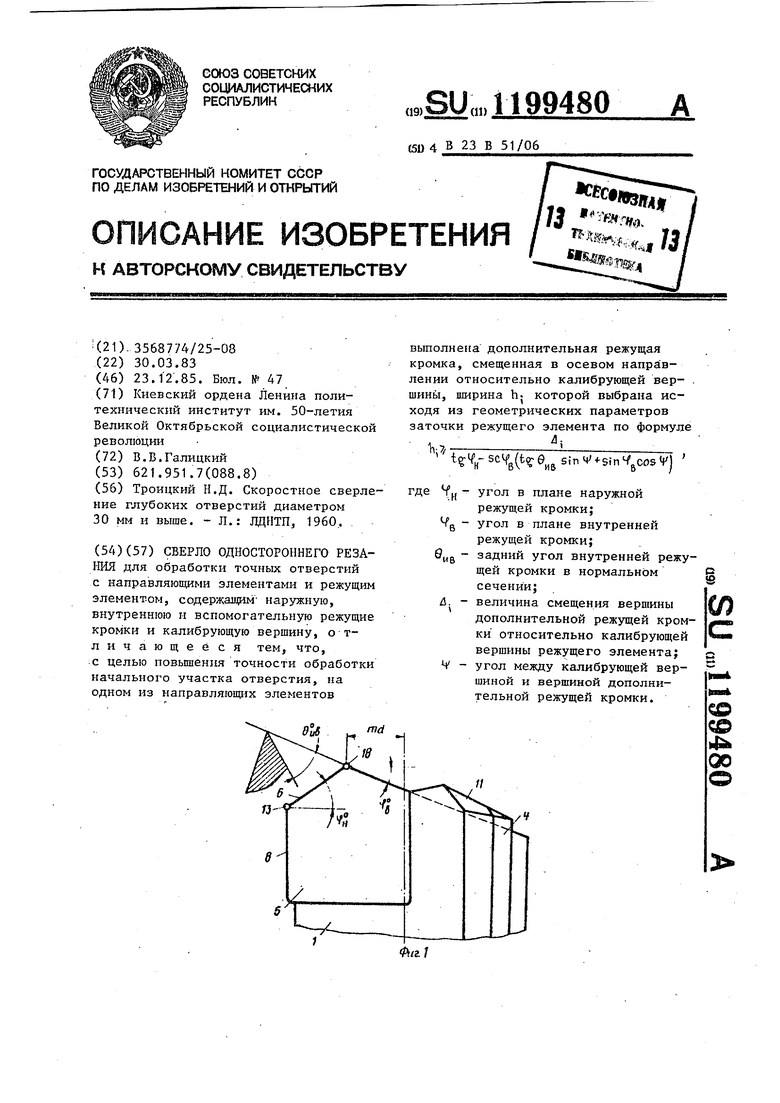
г.2
| Троицкий Н.Д | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| - Л.: ЛДНТП, I960, | |||
