Изобретение относится к машиностроению, касается инструментального производства, может быть использовано при заточке сверл одностороннего ре- зания для обработки отверстий в металлах и сплавах преимущественно средней прочности и является усовершенствованием изобретения по авт„ св. № 1423353.
Цель изобретения - расширение технологических возможностей путем обеспечения заточки сверл одностороннего резания.
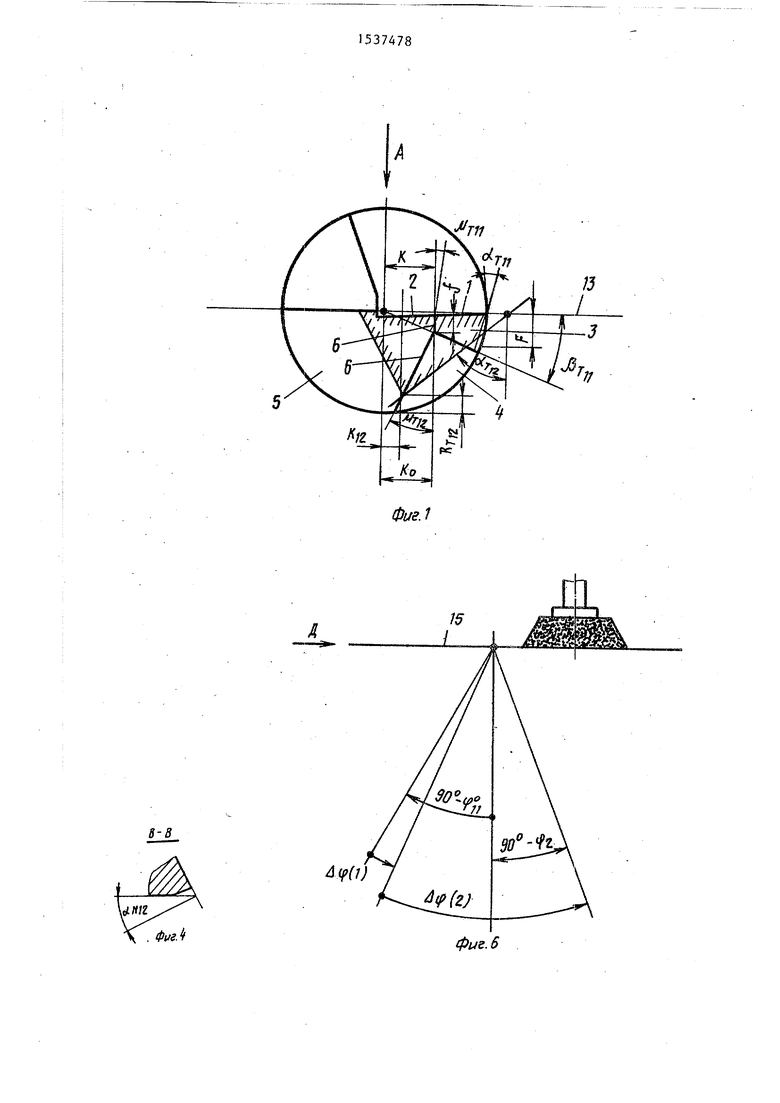
На фиг,1 показана режущая часть сверла, вид с торца; на фиг.2 - вид А на фиг.-1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - сечение Б-В на фиг.2; на фиг.5 - сечение р-Г на фиг,2; на фиг.6 - схема, поясняющая работу устройства для заточки, реализующего предложенный способ; на фиг. 7 вид А на фиг.6,
На фиг,1 обозначены наружный участок 1 главной режущей кромки, внутрен ний участок 2 главной режущей кромки, первая плоскость 3 и вторая плоскость 4 задней поверхности на стороне наружного участка 1, дополнительная плоскость 5, являющаяся задней поверхностью на стороне внутреннего участка 2 режущей кромки, линия 6 пересечения плоскостей, прилегающих к обоим участкам режущей кромки.
На фиг.2 обозначены точка 7, яв- ляющаяся теоретической вершиной сверла, точка 8, являющаяся его действительной вершиной, периферийная точка 9 наружного участка 1 главной режущей кромки сверла, являющаяся,его профилирующей точкой; торцовая плоскость 10, перпендикулярная оси сверла и проходящая через точку 9 наружной режущей кромки 1, линии 11 и 12 пересечения плоскостей 3 и 4 осевой плоскостью 53, линия 14 переселения дополнительной плоскости 5 на стороне внутреннего участка 2 главной режущей кромки с осевой плоскостью 13, которая проходит через периферийную точку 9 главной режущей кромки сверла и через его ось.
На фиг,1 тонкими линиями с прилегающей к ним штриховкой показано сечение режущей частий сверла торцовой плоскостью 10.
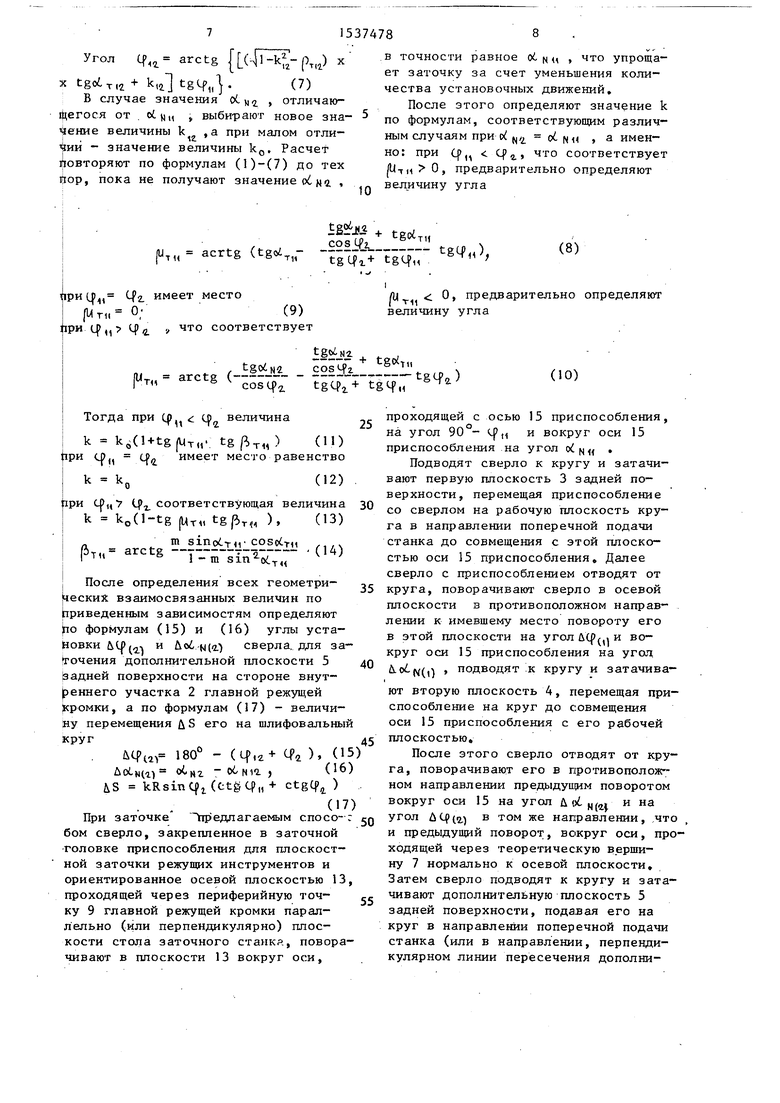
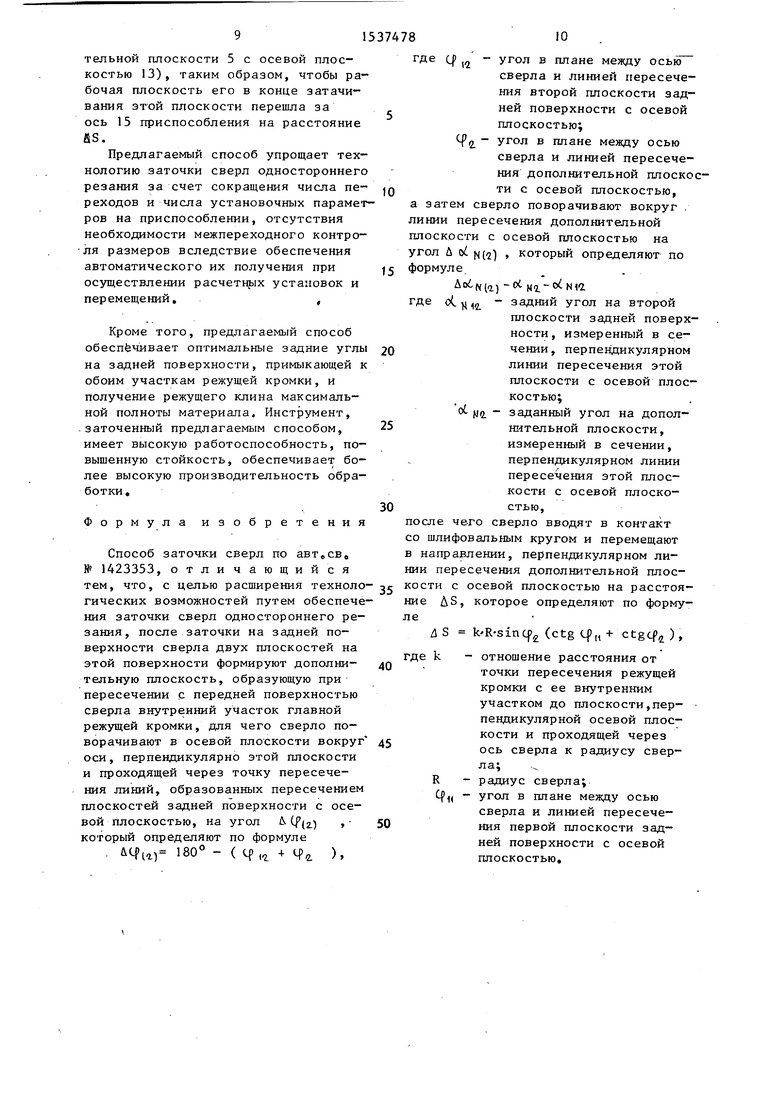
На фиг,6 показаны установочные повороты сверла на приспособлении (не показано) для плоскостной заточки режущих инструментов, осуществляемые вокруг оси, нормальной к осевой плоскости 13 и проходящей через точку 7 сверла (фиг.1 и 2), пересекающейся в горизонтальной (или, напротив, вертикальной) осью 15 приспособления, параллельной как рабочей плоскости шлифовального круга (позиция не обозначена), так и плоскости стола заточного станка (не показан), перпендикулярной к ней.
На фиг.7 показаны установочные повороты сверла вокруг оси 15 приспосоления для плоскостной заточки инструмента,
На приняты следующие обозначения: - угол в плане между осью сверла и линией 1 1 пересечения первой плоскости 3 на стороне наружного участка 1 главной режущей кромки с осевой плоскостью 13 сверла Cf ti - угол в плане между осью сверла и линией 12 пересечения второй плоскости 4 на стороне наружного участка 1 главной режущей кромки с осевой плоскостью 13 сверла; Cf. - угол в плане между осью сверла и линией 14 пересечения дополнительной плоскости 5 задней поверхности на стороне внутреннего участка 2 главной режущей кромки с осевой плоскостью 13 сверла; oi н ц - задний угол на первой плоскости 3 задней поверхности, измеренный в сечении, перпендикулярном линии 11 пересечения этой плоскости с осевой плоскостью 13; -Ш2. задний угол на второй плоскости 4 задне поверхности, измеренный в сечении, перпендикулярном линии 12 пересечения этой плоскости с осевой плоскостью 13; ос NЈ - задний угол на дополнительной плоскости 5, измеренный в сечении, перпендикулярном линии 14 пересечения этой плоскости с осевой плоскостью 13; Atp«) - угол дополнительного поворота сверла в осевой плоскости 13 перед заточкой второй плоскости 4 задней поверхности сверла; uotn(i4 - угол дополнительного поворота сверла относительно оси 5 приспособления перед заточкой второй
плоскости 4 задней поверхности сверла; (2) угол дополнительного сверла в осевой плоскости 13 перед заточкой дополнительной плоскости 5; (i) УГОЛ дополнительного поворота сверла относительно оси 15 приспособления перед заточкой дополни-
тельной плоскости ти сверла; (Ц т( ,
1
5 задней поверхнос (UT,a УГЛЫ наклона участков линии 6 к плоскости, нормальной к осевой плоскости ГЗ и параллельной оси инструмента, в проеции на торцовую плоскость 10; 4 S - перемещение сверла на шлифовальный круг в направлении, перпендикулярном линии 14 для образования внутреннего участка 2 главной режущей кромки и вершины 8 инструмента; k - отношение расстояния (k) от точки пересечения главной режущей кромки (или наружног участка I главной режущей кромки) с внутренним участком 2 до плоскости, перпендикулярной осевой плоскости 13 к радиусу R сверла; k,0 - отношение
k,a расстояния (k.0) от точки, в которой
N«/ контур сечения режущей части сверла
торцовой плоскостью 10 пересекается с участком линии 6, образованным пересечением второй плоскости 4 задней поверхности с дополнительной плокостью 5 до проходящей через ось сверла плоскости, перпендикулярной осевой плоскости 13, к радиусу R
отношение расстояния от точки пересечения всех плоскостей задней поверхности сверла до
сверла; k0 - (k0)
проходящей через ось сверла плоское-
1537478
ти, перпендикулярной осевой плбскос- ти 13, к радиусу R сверла; отношение расстояния (RT1rt) от точки, в которой контур сечения режущей части сверла торцовой плоскостью 10 пересекается с участком линии 6, образованным пересечением второй плоскости 4 задней поверхности с дополнительной плоскостью 5 до точки на окружности наибольшего диаметра сверла, измеренного перпендикулярно осевой плоскости 13, к радиусу R сверла} |Ьтм угол между проекцией линии,
образованной пересечением плоскостей 3 и 4 задней поверхности на торцовую плоскость 10 и линией, образованной пересечением осевой плоскости 13 и торцовой плоскости 10,
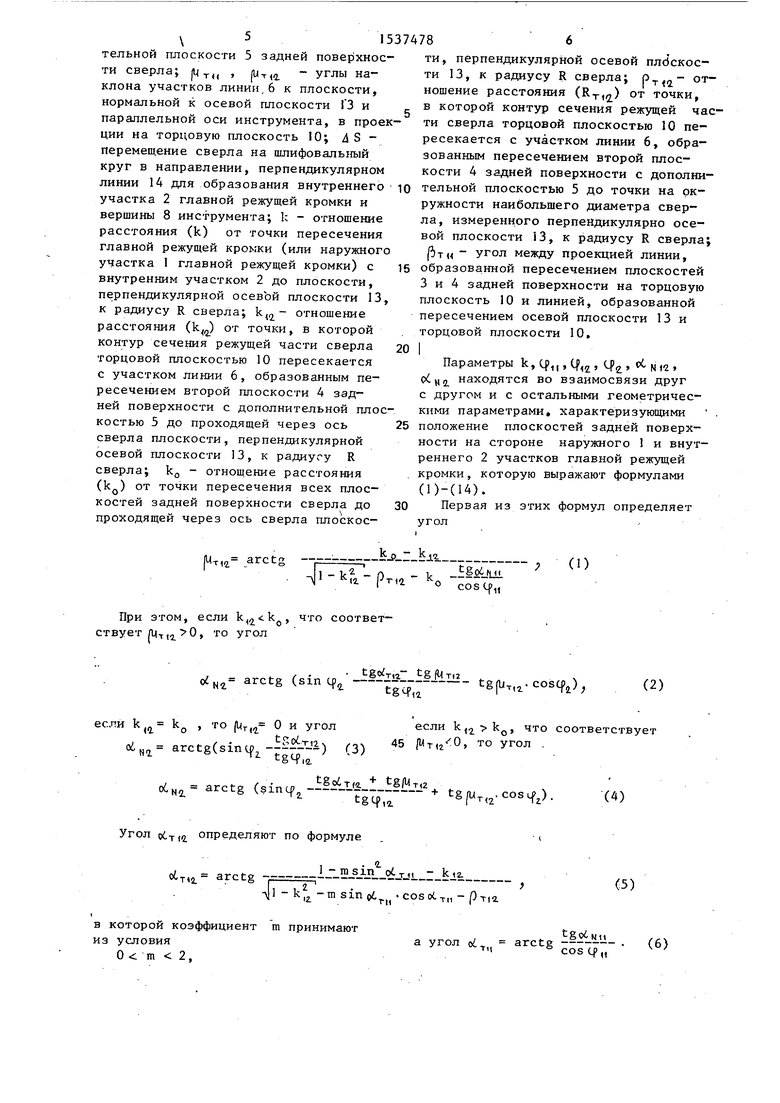
Параметры k, (4,,, (j,2 , , оС N 12 , СхСН1 находятся во взаимосвязи друг с другом и с остальными геометрическими параметрами, характеризующими
положение плоскостей задней поверхности на стороне наружного 1 и внутреннего 2 участков главной режущей кромки, которую выражают формулами (D-C14).
Первая из этих формул определяет угол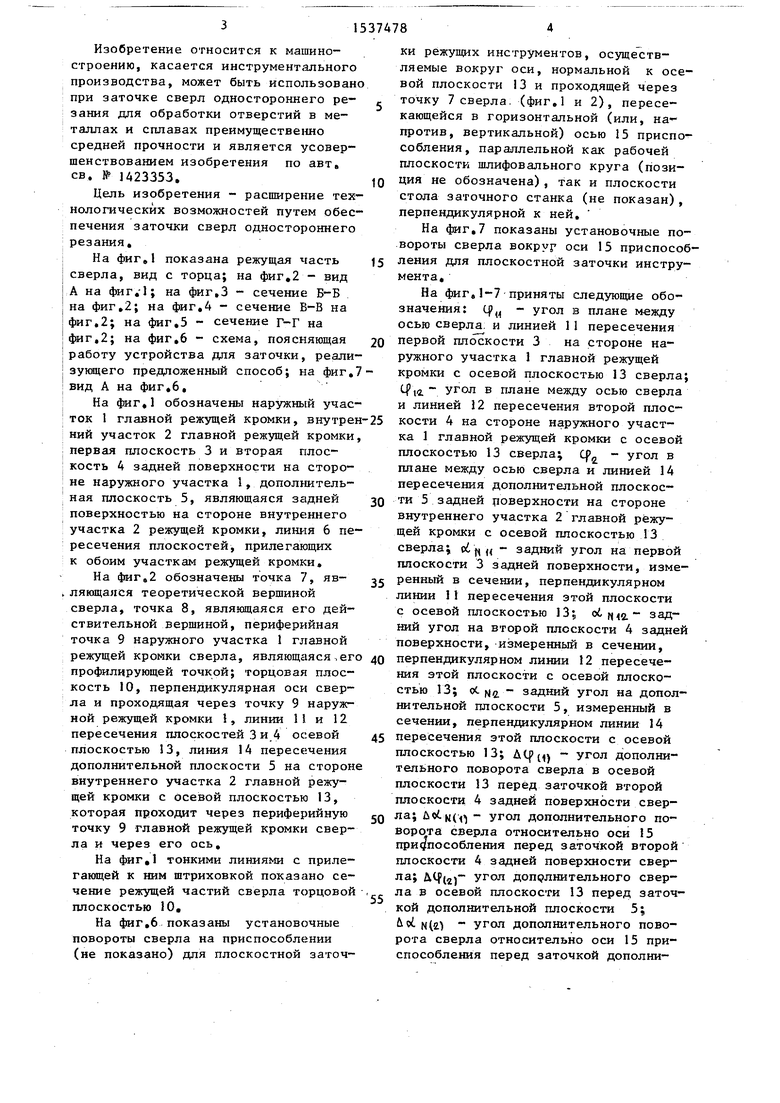
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ плоскостной заточки сверл | 1986 |
|
SU1504065A1 |
| Сверло с подточкой поперечной режущей кромки и способ его изготовления | 1987 |
|
SU1511077A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| Устройство для заточки спиральных сверл | 1986 |
|
SU1395463A1 |
| Способ плоскостной заточки сверл | 1988 |
|
SU1583264A1 |

Изобретение относится к машиностроению, в частности касается инструментального производства, и может быть использовано при заточке сверл одностороннего резания для обработки отверстий в металлах и сплавах преимущественно средней прочности. Цель изобретения - расширение технологических возможностей путем обеспечения заточки сверл одностороннего резания. На предварительно заточенном способом двуплоскостной заточки сверле дополнительно к наружному участку 1 главной режущей кромки формируют ее внутренний участок 2, для чего на задней поверхности сверла, образованной двумя плоскостями, затачивают дополнительную плоскость. С этой целью сверло поворачивают в осевой плоскости, проходящей через периферийную точку 9 наружного участка 1, вокруг оси, перпендикулярной этой плоскости и проходящей через точку пересечения линий 11, 12, 14, образованных пересечением трех плоскостей задней поверхности с осевой плоскостью, на угол Δφ(2). Затем сверло поворачивают вокруг линии пересечения дополнительной плоскости с осевой плоскостью (линия 14) на угол ΔΑ N(2), после чего его вводят в контакт со шлифовальным кругом и перемещают в направлении, перпендикулярном линии 14 на расстояние ΔS. Параметры Δφ(2), ΔΑN2, ΔS определяют по расчетным формулам. 7 ил.
|Чт,2 j
arctg
.
При этом, если ), что соответствует шт,а 0, то угол
„ arctg (sin q -
t
сли k0 , то (UT) 0 и угол
/ .tSoixn-v
oiH1 arctgtsin ------)
45
06
N2.
(3)
tgoi™ + tg/UT(2
если , что с /Ит-,2/0, то угол
arctg (sincfl-- r --+ tgfUT(2.cos).
Угол рСт(й определяют по формуле
otniL arctg
I - rasin oi.T,, - kiz.
2 - kl2 -m sin pi,r «cosotTl1-p
в которой коэффициент m принимают из условия О m 2,
.-й-Г- л.p
- v тма 0
coslp,,
tgoW tgfHT.2
tgMNi
tgpT.i- coscfj,)
(2)
45
если , что соответствует /Ит-,2/0, то угол
(4)
(5)
T12.
tgoi
N11
а угол oiT,, arctg
(6)
71537478
Угол q arctg {(( х
tgctT,fc + kia tgtp,.(7)
В случае значения otN4 , отличаюгося от оЈцц , выбирают новое зна- 5
в ет че
по ны но {И ве
чение величины k ,a при малом отличии - значение величины k0. Расчет повторяют по формулам (1)-(7) до тех пор, пока не получают значение vt ,
tgSf-J + cos Lpi
tgot
costal™
- acrtg (tgoiT,r g- riilf tg4V
чри(Р,,, Срг. имеет место
I
T1I
О}гри Ц,,
(9)
что соответствует
tgoin .
arctg , iilЈ.rtgq, )
arctg { coscb tgtfH gc
Тогда при С(). ; ( величина
k ke(l+tg|UT,,- )(11)
fipn J(1 имеет место равенство
k - k0(12)
1ри cj),,7 соответствующая величина k k0(l-tg (UT11 tgpTM ),(13)
m sinot T(1 cosoCTi, ,, , i ч)
- и-«-с.. у
|5T, arctg - m
-т«
l После определения всех геометри- еских взаимосвязанных величин по Ьриведенным зависимостям определяют |по формулам (15) и (16) углы уста- Йовки ЛЦ)/а-1 и йоб fj(i) сверла для заточения дополнительной плоскости 5 задней поверхности на стороне внутреннего участка 2 главной режущей Кромки, а по формулам (17) - величину перемещения Д8 его на шлифовальный Круг
180° - (Ц,+ Cfa ), (15 uoi.N(a) -обща,(16)
bS « kRsinCJMttglb + ctgCf4 )
(17) При заточке предлагаемым спосо- :
бом сверло, закрепленное в заточной головке приспособления для плоскостной заточки режущих инструментов и ориентированное осевой плоскостью 13, проходящей через периферийную точку 9 главной режущей кромки параллельно (или перпендикулярно) плоскости стола заточного станкр, поворачивают в плоскости 13 вокруг оси,
8
0
в точности равное об ц , что упрощает заточку за счет уменьшения количества установочных движений,
После этого определяют значение k по формулам, соответствующим различным случаям при oi Ni oi N11 , а именно: при сри Срг, что соответствует , предварительно определяют величину угла
tgot
™
ilf tg4V
(8)
,,
величину угла
О, предварительно определяют
(10)
0
5
0
5
Q
5
проходящей с осью 15 приспособления, на угол 90°- и вокруг оси 15 приспособления на угол о{ щ( .
Подводят сверло к кругу и затачивают первую плоскость 3 задней поверхности, перемещая приспособление со сверлом на рабочую плоскость круга в направлении поперечной подачи станка до совмещения с этой плоскостью оси 15 приспособления. Далее сверло с приспособлением отводят от круга, поворачивают сверло в осевой плоскости в противоположном направлении к имевшему место повороту его в этой плоскости на угол u(/,i и вокруг оси 15 приспособления на угол (0 подводят к кругу и затачивают вторую плоскость 4, перемещая приспособление на круг до совмещения оси 15 приспособления с его рабочей плоскостью.
После этого сверло отводят от круга, поворачивают его в противоположном направлении предыдущим поворотом вокруг оси 15 на угол uotfjfel и на угол ДСр(2.) в том же направлении, что и предыдущий поворот, вокруг оси, проходящей через теоретическую вершину 7 нормально к осевой плоскости. Затем сверло подводят к кругу и затачивают дополнительную плоскость 5 задней поверхности, подавая его на круг в направлении поперечной подачи станка (или в направлении, перпендикулярном линии пересечения дополнительной плоскости 5 с осевой плоскостью 13), таким образом, чтобы рабочая плоскость его в конце затачивания этой плоскости перешла за ось 15 приспособления на расстояние
as.
Предлагаемый способ упрощает технологию заточки сверл одностороннего резания за счет сокращения числа переходов и числа установочных параметров на приспособлении, отсутствия необходимости межпереходного контро- ля размеров вследствие обеспечения автоматического их получения при осуществлении расчетных установок и перемещений.,
Кроме того, предлагаемый способ обеспечивает оптимальные задние углы на задней поверхности, примыкающей к обоим участкам режущей кромки, и получение режущего клина максимальной полноты материала. Инструмент, заточенный предлагаемым способом, имеет высокую работоспособность, повышенную стойкость, обеспечивает более высокую производительность обработки.
Формула изобретения
Способ заточки сверл по автвсв« № 1423353, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения заточки сверл одностороннего резания, после заточки на задней поверхности сверла двух плоскостей на этой поверхности формируют дополнительную плоскость, образующую при пересечении с передней поверхностью сверла внутренний участок главной режущей кромки, для чего сверло поворачивают в осевой плоскости вокруг оси, перпендикулярно этой плоскости и проходящей через точку пересечения линий, образованных пересечением плоскостей задней поверхности с осевой плоскостью, на угол & Q7) , - который определяют по формуле
&Cfl4) 180° - ( If, + ).
где tp № - угол в плане между осью
сверла и линией пересечения второй плоскости зад- ней поверхности с осевой плоскостью; . Уг°л в плане между осью
сверла и линией пересечения дополнительной плоскос- ти с осевой плоскостью,
а затем сверло поворачивают вокруг линии пересечения дополнительной плоскости с осевой плоскостью на угол U оЈ N(2) который определяют по формуле
До(Ч(1) где оСц14 задний угол на второй
плоскости задней поверхности, измеренный в се20
чении, перпендикулярном
линии пересечения этой плоскости с осевой плоскостью;
MIL - заданный угол на допол- 5нительной плоскости,
измеренный в сечении, перпендикулярном линии пересечения этой плоскости с осевой плоско- 0стью,
после че-го сверло вводят в контакт со шлифовальным кругом и перемещают в направлении, перпендикулярном линии пересечения дополнительной плос- 5 кости с осевой плоскостью на расстояние ДБ, которое определяют по формуле
4S k/R-sinCf2 (ctg Cf „ + ctgtf2 ) ,
где k - отношение расстояния от
точки пересечения режущей кромки с ее внутренним участком до плоскости,перпендикулярной осевой плоскости и проходящей через ось сверла к радиусу сверла;
R - радиус сверла; Ср1( - угол в плане между осью
сверла и линией пересече- 0ния первой плоскости задней поверхности с осевой плоскостью.
0
5
угпф
ъ
Ј1
//V
(
8-9
8ZfZC
| Способ двухплоскостной заточки задней поверхности режущего инструмента | 1986 |
|
SU1423353A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
