Изобретение относится к обработке металлов давлением и может быть использовано для резки проката дисквыми ножами.
Цель изобретения - повышение производительнрсти ЛЕУезки.
На чертеже бражена отрезная грлов уЛ.йка резки круглого прокат. . . |f
Юлвезная голрв«а со| ержит дисковые ожи -.1, смонтированные в кор nycfe 2 уз р #ММгаов,ки дисковых ножей/ Kopnsfi«2 Закреплен на торце поршня силового гидроцилиндра 3. На корпусе гидроцилин1дра 3 установлен редуктор 4 давления, на регулировочном винте которого закреплено зубчатое колесо 5, которое входит в зацепление с зубчатой рейкой 6, связанной жестко с корпусом 2. Гидропривод 7 соединен с гидроцилиндром 3 через редуктор 4 давления.
Отрезная головка станка резки круглого проката работает следующим образом.
Давление от гидропривода 7 подаётся через редуктор 4 давления в силовые гидроцилиндры 3. Начальное давление внедрения ножей 1 в цилиндрах 3 устанавливается регулировочным винтом редуктора 4 давления.
994862
Под воздействием давления порсиш вместе с корпусами 2 и дисковыми ножами 1 перемещаются к прокату. Дисковые ножи, внедряясь в прокат,
5 накатывают поперечную канавку, постоянно углубляющуюся. При этом рейка 6, связанная с корпусом 2, перемещается по касательной к зубчатому колесу 5, так как на данном
fО участке рейка не имеет зубьев. При этом зубчатое колесо 5 не вращается, давление в редукторе и гидроцилиндрах остается постоянным.
После внедрения ножей на глубину
15 0,1 - 0,15 диаметра проката к зубчатому колесу 5 подходит зубчатый участок рейки 6, которая, входя в зацепление с колесом 5, поворачивает его и вместе с ним поворачивается регули20 ровочньй винт редуктора 4 давления. В результате давление в гидроцилиндрах 3 начинает увеличиваться и подача ножей, скорость резки возрастает. После отделения заготовки корпуса 2 с ножами 1 возвращаются в исходное положение, а рейки выходят из зацепления с зубчатыми колёсами 5, регулировочные винты редукторов 4 давления устанавливаются в исходное
30 положение, с гидроцилиндрах 3 восстанавливается начальное давление. Цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезная головка станка резки круглого проката | 1985 |
|
SU1282992A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 2003 |
|
RU2240898C1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| ДИСКОВЫЕ КРОМКООБРЕЗНЫЕ НОЖНИЦЫ | 1999 |
|
RU2223163C2 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2005 |
|
RU2301724C2 |
| Станок для резки труб | 1987 |
|
SU1473909A1 |
| КОЛЕСНАЯ БРОНЕМАШИНА | 2005 |
|
RU2314478C2 |
| ШЛИФОВАНИЯ НАПРАВЛЯЮЩИХ | 1972 |
|
SU358137A1 |
| Устройство для защиты от перегрузок привода конусной дробилки | 1982 |
|
SU1069854A1 |
ОТРЕЗНАЯ ГОЛОВ1СА СТАНКА РЕЗКИ КРУГЛОГО ПРОКАТА, содержащая дисковые ножи и приводы их возвратно-поступательного перемещения в виде гидроцилиндров, отличающаяся тем, что, с целью повышения производительности, каждый гидроцилиндр снабжен узлом регулировки давления в виде редуктора давления и зубчатой реечной передачей, при этом в каждом узле регулировки давления колесо зубчатой реечной передачи установлено на регулировочном винте редуктора давления, а рейка жестко связана со штоком соответствующего гидроцилиндра. (Л С со со 4 00 О)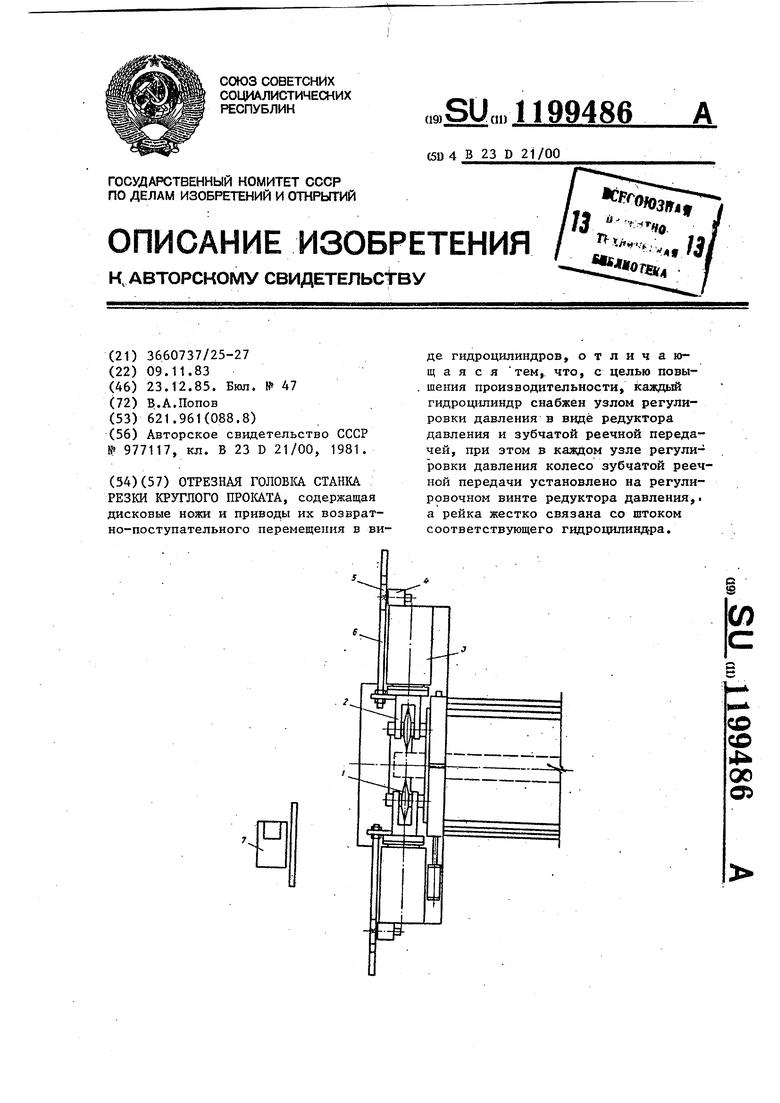
| Автомат для резки труб | 1981 |
|
SU977117A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
