1
Изобретение относится к обработке металлов давлением и может быть использовано в оборудовании для формирования ободьев крупногабаритных автотракторных колес.
Цель изобретения - упрощение конструкции, уменьшение металлоемкости и повьшение производительности
На чертеже показан пресс, фронтальный разрез.
Пресс содержит расположенную на основании 1 станину, в шолненную в виде стянутых колоннами 2 неподвижных плит 3 и 4. В плит 3 расположен силовой гидроцилиндр 5. Две поджимные траверсы 6 и 7 перемещаются по колоннам пресса посредством подпорных гидроцилиндров 8, расположенных в плите 3, и ускорительных гидроцилиндров 9, расположенных в плите 4. На подвижных траверсах смонтирован инструмент включакщий раздвижные секции 10 с профилирующими секторами 11 и взаимодействующие с секциями пирамидальные разжимные оправки 12 и 13. Изделие 14 выставляется по оси пресса посредством загрузочного механизма 15. Пирамидальная разжимная оправка 12 жестко связана с штоком силового гидроцилиндра 5. Пирамидальная разжимная оправка 13 жестко связана со штангой 16.
Для регулирования величины разжатия изделия на штанге и плунжере силового гидроцилиндра расположены резбовые полугайки 17. В неподвижной плите 4 выполнено центральное отверстие 18, в котором размещается штанга 16 при перемещениях подвижной траверсы 7. Подвижная заслонка 19 со своим корпусом 20 расположена на торце плит 4. Гидроцилиндр 21, шток которого 22 жестко связан с заслонкой, перемещает заслонку в плоскости плиты 4. Штанга оканчивается буртом 23, посредством которого она фиксируется относительно корпуса 20 при сведении секции 10.
Пресс работает следующим образом.
96672
В исходном положении подвижная заслонка 19 не перекрывает отверстие 18 и подвижная траверса 7 находится в крайнем левом положении, а штанга
16 располагается в центральном отверстии 18 неподвижной плиты 4. Загрузочный механизм 15 с изделием 14 располагается по оси пресса между торцами секций 24. Ускорительные
О цилиндры 9 ускоренно перемещают
подвижную траверсу 7 до соприкосновения торцов секции 24. В конце хода подвижной-траверсы 7, после выхода штанги 16 из отверстия 18
5 неподвижной плиты 4 заслонка 19 посредством гидроцилиндра 21 перекрывает это отверстие и становится упором для штанги 16 с разжимной оправкой 13.при разжатии секции.
В поршневую полость силового гидроцилиндра 5 подается рабочая жидкость. Происходит сближение разжимных оправок и одновременное
5 радиальное разжатие секций 10 на обеих траверсах 6 и 7. Перемещающиеся секции, несущие на себе профилирующие секторы, формируют изделие. Разжим секции происходит до упора
0 полугаек 17 в торцы 25 подвижных траверс. После окончания растягивания изделия прекращается подача рабочей жидкости в порпшевую полость силового гидроцилиндра. Рабочая
жидкость подается в поршневые полости гидроцилиндров 9 и в штоковую полость гидроцилиндра 5. Пирамидальная разжимная оправка 12 и подвижные траверсы 6 и 7 перемещаются впрар во, и секции 10 сводятся. При этом пирамидальная оправка 13 удерживается в осевом направлении через бурт 23 корпусом 20- После окончания сведения секций подвижная заслонка
- перемещается, открывая отверстие 18. Траверса 7 возвращается в исходное положение посредством гидроцилиндров 9, и штанга 16 располагается в центральном отверстии 18. Загрузочное устройство 15 удаляет готовое
изделие из пресса.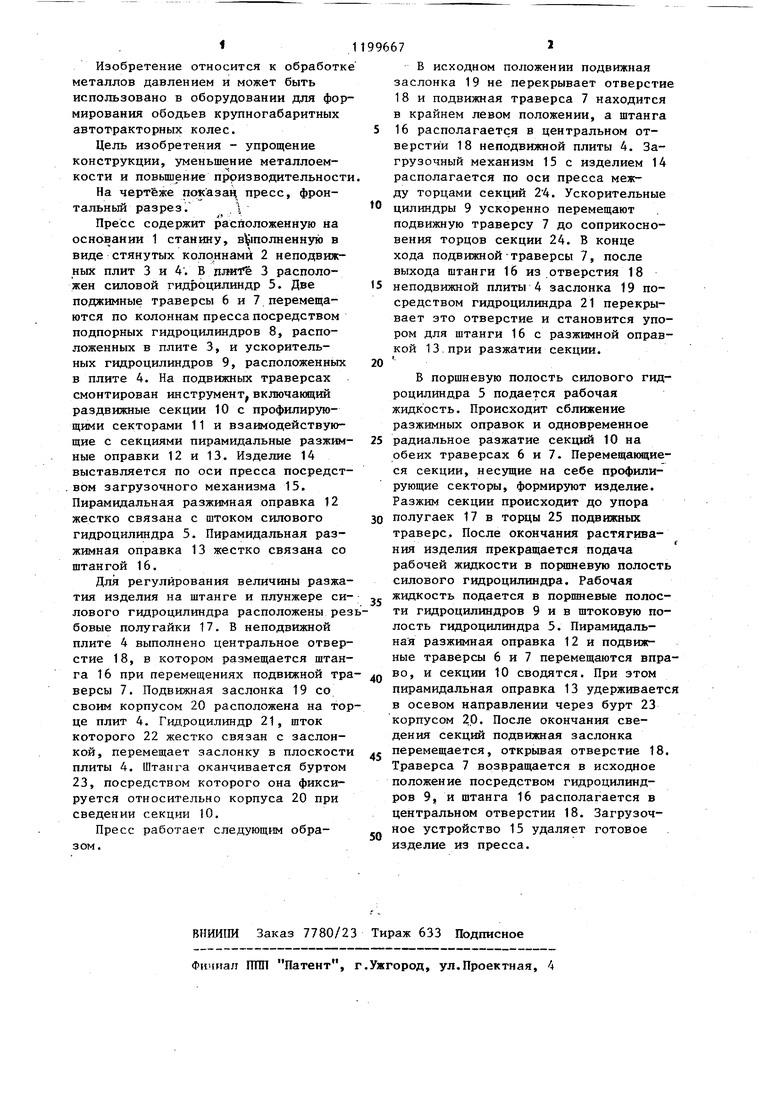
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальный гидравлический пресс для формования ободьев колес | 1984 |
|
SU1181758A1 |
| Горизонтальный гидравлический пресс | 1974 |
|
SU512932A1 |
| ПРОШИВНОЕ УСТРОЙСТВО ГОРИЗОНТАЛЬНОГО ГИДРАВЛИЧЕСКОГО ПРЕССА | 1971 |
|
SU435030A1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1987 |
|
SU1479291A1 |
| Вертикальный пресс | 1989 |
|
SU1639977A1 |
| Гидравлический пресс для изготовления полых резиновых изделий | 1987 |
|
SU1479290A1 |
| Гидравлический пресс для изготовления полых резиновых изделий,например,диафрагм | 1982 |
|
SU1058791A2 |
| Горизонтальный гидравлический пресс | 1976 |
|
SU580127A1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ КОМПАКТИРОВАНИЯ ТВЕРДЫХ ОТХОДОВ В БОЧКЕ И РАСПРЕССОВКИ ЗАПОЛНЕННОЙ БОЧКИ С КРЫШКОЙ В БРИКЕТ | 2010 |
|
RU2453437C2 |
ГОРИЗОНТАЛЬНЫЙ ЩЦРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМИРОВАНИЯ ОБОДЬЕВ преимущественно крупногабаритных автотракторных колес, содержащий станину в виде стянутых колоннами двух неподвижных плит, установленные на колоннах с возможностью перемещения две траверсы, на обращенных п а «7 ff 75 tz 6 г ЛЛШ1. одна к другой поверхностях которых смонтированы установленные с возможностью перемещения в радиальном направлении секции для базирования обода, и раздвижные оправки, силовой гидроцилиндр, шток которого жестко связан с одной разжимной оправкой, приводную заслонку и взаимодействующую с -заслонкой штангу, жестко связанную с другой разжимной оправкой, отличающийся тем, что, с целью упрощения конструкции, Уменьшения металлоемкости и повышения производительности, приводная заслонка расположена на одi ной из неподвижных плит, в которой (Л выполнено центральное отверстие для направления штанги, а силовой гидроцилиндр установлен на противоположной неподвижной плите. § со со Од Од f W 15
| Горизонтальный гидравлический пресс | 1974 |
|
SU512932A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
