1
Изобретение относится к обработке металлов давлением, в частности к прессостроению, и направлено на дальнейшее совершенствование конструкций прошивных устройств, применяемых в горизонтальных гидравлических прессах для прессования полых изделий как постоянного, так и переменного по длине поперечных сечений, например, труб с законцовками.
Известное прошивное устройство горизонтального гидравлического пресса содержи г заходящую в матрицу оправку, закрепленную на штанге с хвостовиком, проходящей через имеющий хвостовик плунжер рабочего цилиндра, и сливной гидродилиндр, установленный с возможностью перемещения по направляющим станины совместно с подвижными частями пресса, несущими пресс-штемпель. Однако известное устройство имеет в прошивном устройстве гидроцилиндр одностороннего действия, что позволяет передавать оправке рабочее усилие только в одном направлении, не обеспечивая требуемого рабочего усилия в обратном направлении, что исключает возможность получения на прессе полых изделий переменного и постоянного по длине сечения.
Цель предлагаемого изобретения - фиксирование оправки относительно профилирующего канала матрицы при прессовании полых изделий переменного по длине сечения.
Для этого силовой гидроцилиндр выполнен в виде пори1иевого цилиндра двухстороннего действия, а также за счет того, что на хвостовике игганги закреплена траверса с регулируе 1ыми упорами, и силовой гидроцилиндр жестко связан с плунжером рабочего цилиндра через колонны и траверсу, смонтированную на хвостовике плунжера.
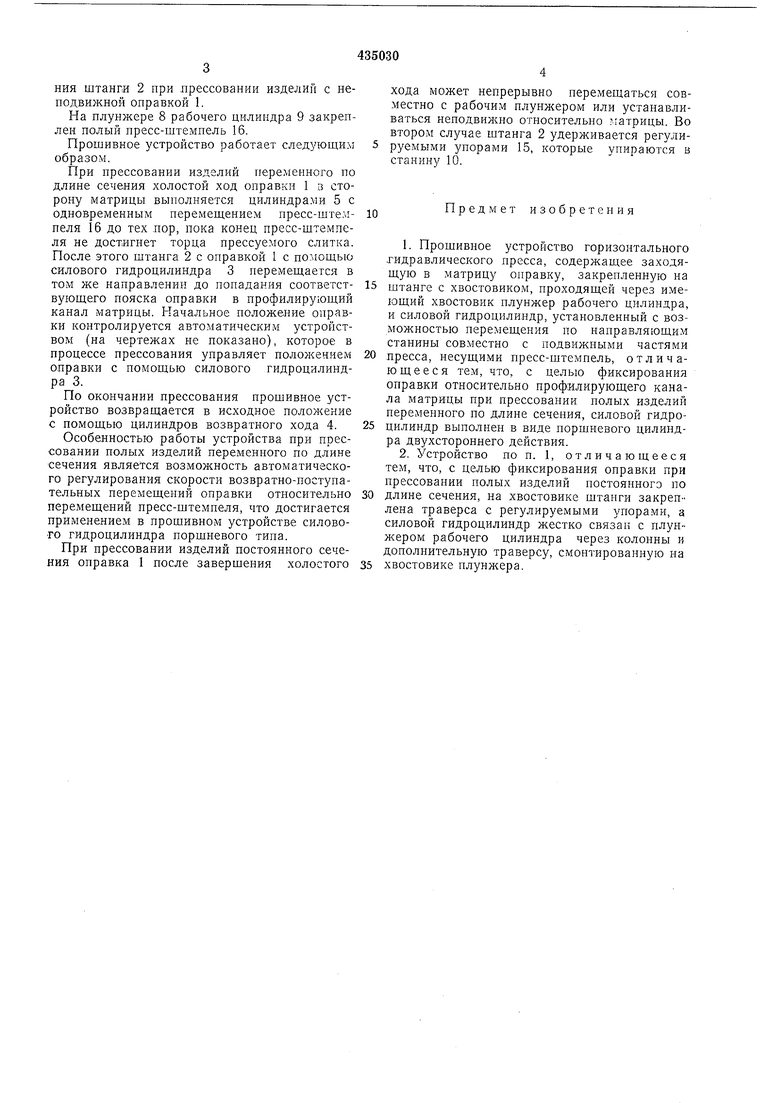
На фиг. 1 изображено предлагаемое прошивное устройство с частичным вертикальным разрезом по оси; на фиг. 2 - вид устройства в плане с частичным горизонтальным разрезом по оси; на фиг. 3 - разрез по А-А на фиг. 1.
Прошивное устройство содержит оправку 1 штанги 2 силового гидроцилиндра 3 поршневого типа, цилиндры возвратного хода 4, холостого хода 5. Гидроцилиндр 3 через колонны 6 и траверсу 7 жестко связан с хвостовиком плунжера 8 рабочего цилиндра 9. Внутреннее отверстие в рабочем плунжере 8 служит направляющей штанги 2. являющейся одновременно штоком поршня силового гидроцилиндра 3, который установлен на неподвижной станине 10 и может перемещаться по направляющим 11 в процессе работы. Станина 10 жестко связана с цилиндровой траверсой 12 колоннами 13. На хвостовике щтанги 2 установлена траверса 14 с регулируемыми упорами 15, предназначенными для фиксирования штанги 2 при прессовании изделий с неподвижной оправкой 1.
На плунжере 8 рабочего цилиндра 9 закреплен полый пресс-штемпель 16.
Прошивное устройство работает следующим образом.
При прессовании изделий перемениого по длине сечения холостой ход оправки 1 з сторону матрицы выполняется цилиндрами 5 с одновременным перемешением пресс-штемпеля 16 до тех лор, пока конец пресс-штемпеля не достигнет торца прессуемого слитка. После этого штанга 2 с оправкой 1 с силового гидроцилиидра 3 перемешается в том же направлении до попадания соответствующего пояска оправки в ирофилируюший канал матрицы. Начальное положение оправки контролируется автоматическим устройством (на чертежах не показано), которое в процессе прессования управляет иоложениел оправки с помощью силового гидроцилиндра 3.
По окончании прессования прошивное устройство возвращается в исходное положение с помощью цилиндров возвратного хода 4.
Особенностью работы устройства при прессовании полых изделий переменного по длине сечения является возможность автоматического регулирования скорости возвратно-поступательных перемещений оправки относительно перемещений пресс-штемпеля, что достигается применением в прошивном устройстве силового гидроцилиидра поршневого тииа.
При прессовании изделий постоянного сечения оправка 1 после завершения холостого
хода может непрерывно перемещаться совместно с рабочим плунжером или устанавливаться неподвилсио относительно т-гатрицы. Во втором случае штанга 2 удерживается регулируемыми упорами 15, которые упираются в станину 10.
Предмет изобретения
1.Прошивное устройство горизонтального гидравлического пресса, содержащее заходящую в матрицу оправку, закрепленную на
штанге с хвостовиком, проходящей через имеющий хвостовик плунжер рабочего цилиндра, и силовой гидроцилиндр, установленный с возможностью перемещения по направляющим станины совместно с подвижными частями
пресса, несущими пресс-штемпель, отличающееся тем, что, с целью фиксирования онравки относительно профилирующего канала матрицы при прессовании полых изделий перемениого по длине сечения, силовой гидроцилиндр выполнен в виде поршневого цилиндра двухстороннего действия.
2.Устройство по п. 1, отличающееся тем, что, с целью фиксирования оправки при прессовании полых изделий постоянного по
длине сечения, на хвостовике штанги закреплена траверса с регулируемыми упорами, а силовой гидроцилиндр жестко связан с плунжером рабочего цилиндра через колонны и дополнительную траверсу, смонтированную на
хвостовике плунжера.
:-J/, I
NN
.b.../.Pkq
-ТН
3 Фиг.1
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ ТРУБОПРОФИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1998 |
|
RU2139158C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| Гидравлический пресс для выдавливания труб | 1990 |
|
SU1785456A3 |
| Гидравлический трубный пресс | 1975 |
|
SU556861A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| Вертикальный гидравлический пресс | 1991 |
|
SU1802798A3 |
| ГОРИЗОНТАЛЬНЫЙ ТРУБОПРОФИЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС&^^а<;:: | 1972 |
|
SU323294A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| ГИДРАВЛИЧЕСКИЙ ТРУБОПРОФИЛЬНЫЙ ПРЕСС | 1972 |
|
SU360127A1 |
| ПРУТКОВО-ПРОФИЛЬНЫЙ ПРЕСС | 2001 |
|
RU2231408C2 |

