«
Изобретение относится к машиностроению и может быть использовано в шпинделях внутришлифовальных станков
Цель изобретения - повышение точности установки натяга.
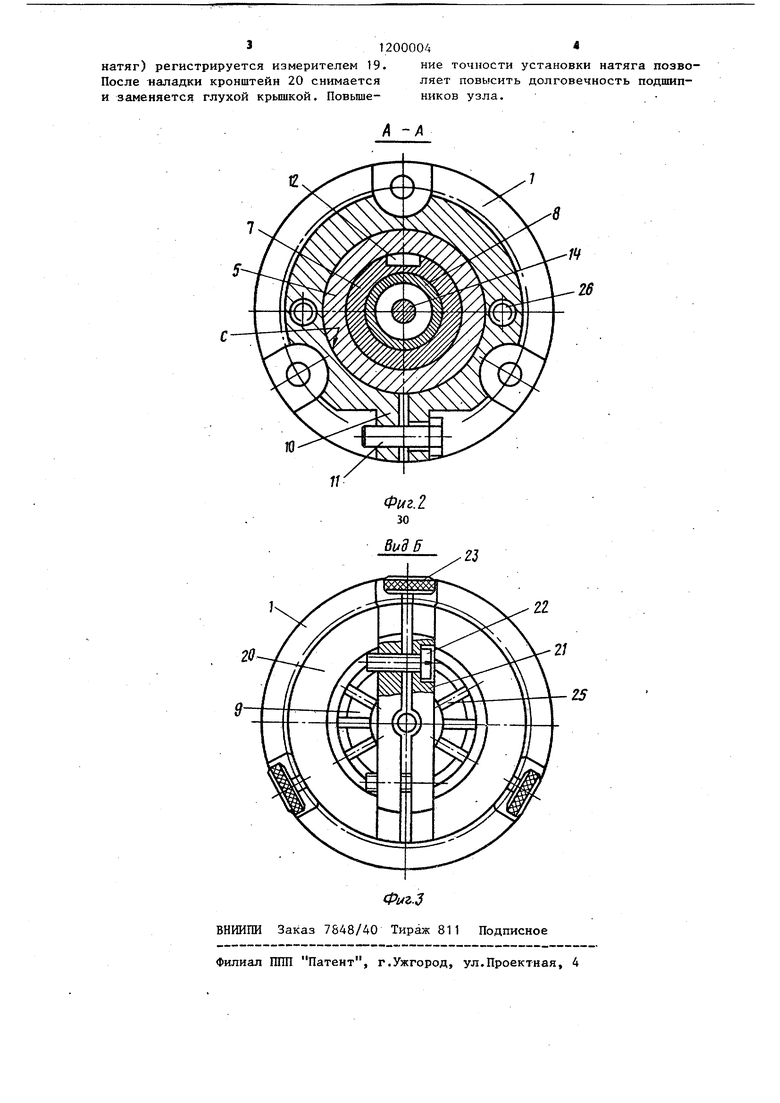
На фиг.1 показан узел предварительного натяга подшипников качения, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вид Б на фиг.1.
Узел содержит корпус 1, закреплен ньй с помощью винтоЁ -2 на крьш1ке 3 задней опоры 4 электрошпинделя, втулку 5, в которой установлены подвижный упор 6 и направляющий стакан 7, выполненные в виде одной детали, упругий элемент 8, выполненный в виде цилиндрической прорезной пружины, и дифференциальную гайку 9 для взаимодействия с подвижным упором 6 и втулкой 5. Втулка 5 установлен в корпусе 1 с возможностью осевого перемещения по поверхности С . Корпус 1 снабжен упругим радиальным зажимом 10 с винтом 11 (фиг.1 и 2) для фиксирования рабочего положения втул ки 5 в корпусе 1. Подвижный упор 6 имеет шпоночный паз 12 и связан с втулкой 5 при помощи шпонки 13. Промежуточный элемент 14 снабжен фланцем 15, установленным между упругим элементом 8 и опорным шариком 16 нажимного элемента 17. Для удобства сборки промежуточный элемент 14 снабжен стопорным кольцом 18. Для установки измерителя 19 натяга (микронной индикаторной головки) предусмотрен кронштейн 20, имеющий зажимное устройство 21 с винтами 22 (фиг.З). Кронштейн 20 закреплен на наружной поверхности втулки 5 с помощью винтов 23 (фиг.1). Во время работы Шпинделя между переналадками кронштейн 20 заменяется глухой крьш1кой (не показана). Для подвода маслянного тумана в корпус 1 предусмотрено резьбовое отверстие 24. Дифференциальная гайка 9 на торцовой поверхности имеет пазы 25 (фиг.З) под ключ.
Втулка 5 поджата к корпусу 1 в сторону шпиндельного узла с помощью упругих элементов, например, пружин 26 растяжения, закрепленных в корпусе 1 с помощью винтов 27.
Узел предварительного натяга подшипников качения работает следующим образом.
00004
Производят установку узла на шпиндель, для этого корпус 1 закрепляет на крышке 3 электрошпинделя с помощью винтов 2, предварительно установив в нем нажимной элемент 17 и шарик 16, фиксируемьй пружинным кольцом. Отдельно собирают винтовой дифференциальный механизм содержащий втулку 5, подвижный упор 6, дифференциальную гайку 9, шпонку 13, упругий элемент 8 и промежуточный элемент 14 со стопорным кольцом 18. Опустив винт 11 упругого радиального зажима 10 корпуса 1, устанавливают в
15 корпус 1 предварительно собранный винтовой дифференциальный механизм, втулка 5 при этом входит-в корпус 1 по поверхности С по скользящей посадке.
20 За счет усилий растянутых пружин 26 винтовой дифференциальньй механизм смещается ь сторону задней опоры электрошпинделя и выбираются все осевые зазоры как в самом узле, так
25 и в подшипниках электрошпинделя. При этом в подшипниках электрошпинделя создается минимальный известный осевой натяг в дальнейшем принимаемый за нулевой. Величина нулевого натяга
30 достаточно стабильна и практически не зависит от начальных осевых зазоров в подшипниках шпинделя и механизмах узла, так как рассеяние этих зазоров мало, а осевая жесткость
35 пружин 26 растяжения благодаря их значительной длине невелика. Затем втулку 5 фиксируют в корпусе 1 с помощью радиального зажима, поворачивая винт 11. Устанавливают измеритель
40 19 натяга и фиксируют его с помощью винтов 22 так, что его наконечник упирается в промежуточньй элемент 14. Шкалу измерителя 19 натяга-устанавливают на нуль.
Необходимую величину предварительного натяга подшипников устанавливают следующим образом. Вращают дифференциальную гайку 9, воздействуя на
50 пазы 25 специальным ключом, перемещая подвижньй упор 6 на величину разности шагов резьбы дифференциальной гайки 9, снимают упругий элемент 8, при этом усилие через фланец 15,
55 шарик 16, нажимной элемент 17 передается на наружное кольцо подшипника качения. Величина смещения кольца подшипника (предварительньй осевой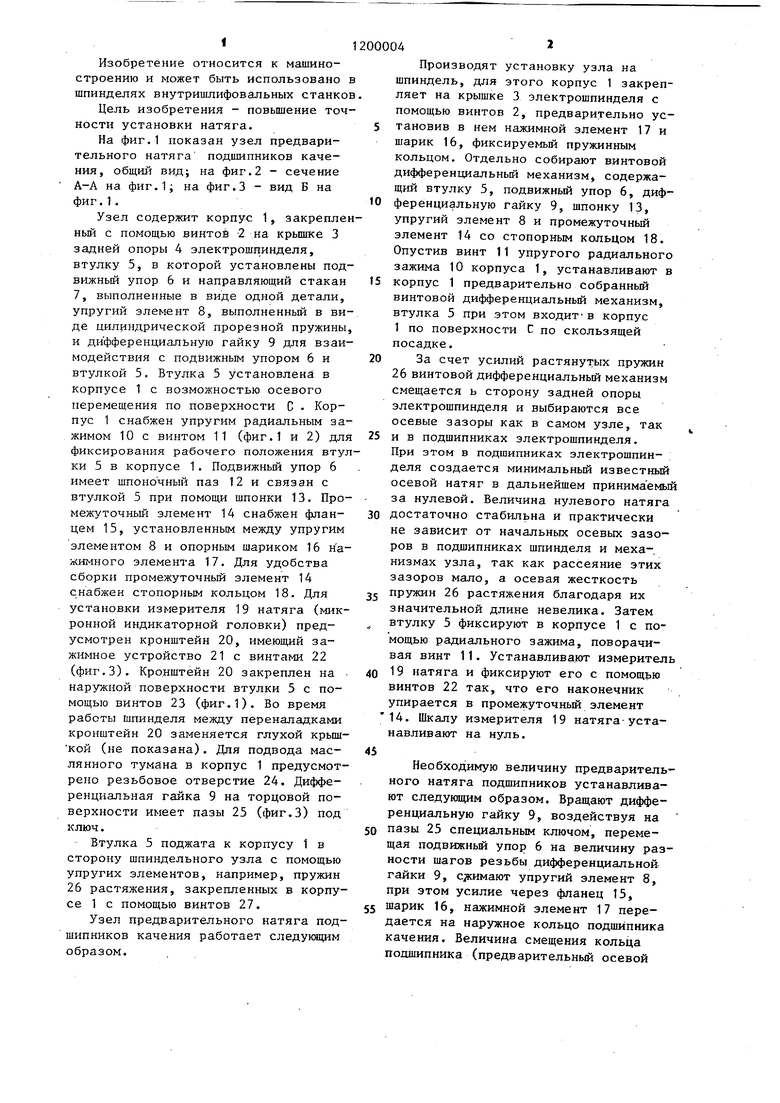
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел предварительного натяга подшипников качения | 1987 |
|
SU1580065A1 |
| Шпиндель металлорежущего станка | 1974 |
|
SU1386416A1 |
| Электрошпиндель | 1991 |
|
SU1784407A1 |
| Инструмент для обработки глубоких отверстий | 1987 |
|
SU1523261A1 |
| Шпиндельный узел металлорежущего станка | 1987 |
|
SU1447578A1 |
| Электрошпиндель металлорежущего станка | 1988 |
|
SU1636197A1 |
| Шпиндель станка | 1979 |
|
SU850364A1 |
| Шпиндель металлорежущего станка | 1987 |
|
SU1442380A1 |
| Шпиндель металлорежущего станка | 1981 |
|
SU986610A1 |
| УСТРОЙСТВО ДЛЯ БЕСЦЕНТРОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU365244A1 |
УЗЕЛ ПРЕДВАРИТЕЛЬНОГО НАТЯГА ПОДШИПНИКОВ КАЧЕНИЯ, содержащий корпус с установленным в нем с возможностью осевого перемещения направ/ . г 7л to %v - / - ч;;;: W --... 5 / ляющим стаканом и дифференциальную гайку, отлича-ющийся тем, что, с цельно повьшения точности установки натяга, он снабжен подпружиненной в сторону нажимного элемента втулкой, установленной в корпусе с возможностью осевого перемещения и взаимодействия с последовательно установленными направляющим стаканом и дифференциальной гайкой, при этом с одной стороны корпуса выполнены поперечная и продольная прорези, образующие на нем упругий радиальный заясим для фиксирования рабочего положения втулки. (Л с ГО
| Авторское свидетельство СССР № 756098, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
