Изобретение относится к обработке металлов на токарно-револьверных. станках и может быть использовано на других станках токарной группы.
Целью изобретения является повь шение точности обработки.
Цель достигается за счет того, что резец в плане устанавливается с отклонеиием от нормали к обрабатываемой поверхности под углом иС , величину которого устанавливают по формуле
0 arctg -f(1) X
где Л j(
величина осевого упругого отжатия технологической системы резец-державка в результате воздействия осе вой составляющей P) силы резания;
h
радиальная составлякщая при упругом отжатии на величину Л х
На фиг. 1 показана в исходном по ложении схема продольного течения жесткой (относительно большого диаметра и с малым вылетом) заготов ки 1, закрепленной в патроне 2, исходное положение; на фиг. 2 - способа токарной обработки в действии.
Резец 3 установлен в державке 4 с отклонением от нормали. Державка установлена в револьверной головке 5. Радиальная Рц и осевая Р составляющие силы резания в процессе резания воздействуют на элемеиты технологической системы резец-державка.
В процессе резания радиальная Р и осевая Pj составляющие силы резания воздействуют на злементы технологической системы резец-державка, В результате режущая кромка резца отжимается как в радиальном, так и в осевом направлениях. Наибольщее влияние на точность обработки оказывает величина радиального yniJyror отжатия А(., которая уменьшает заданную глубину резания t,- (tja установлена при наладке станка) до фактической
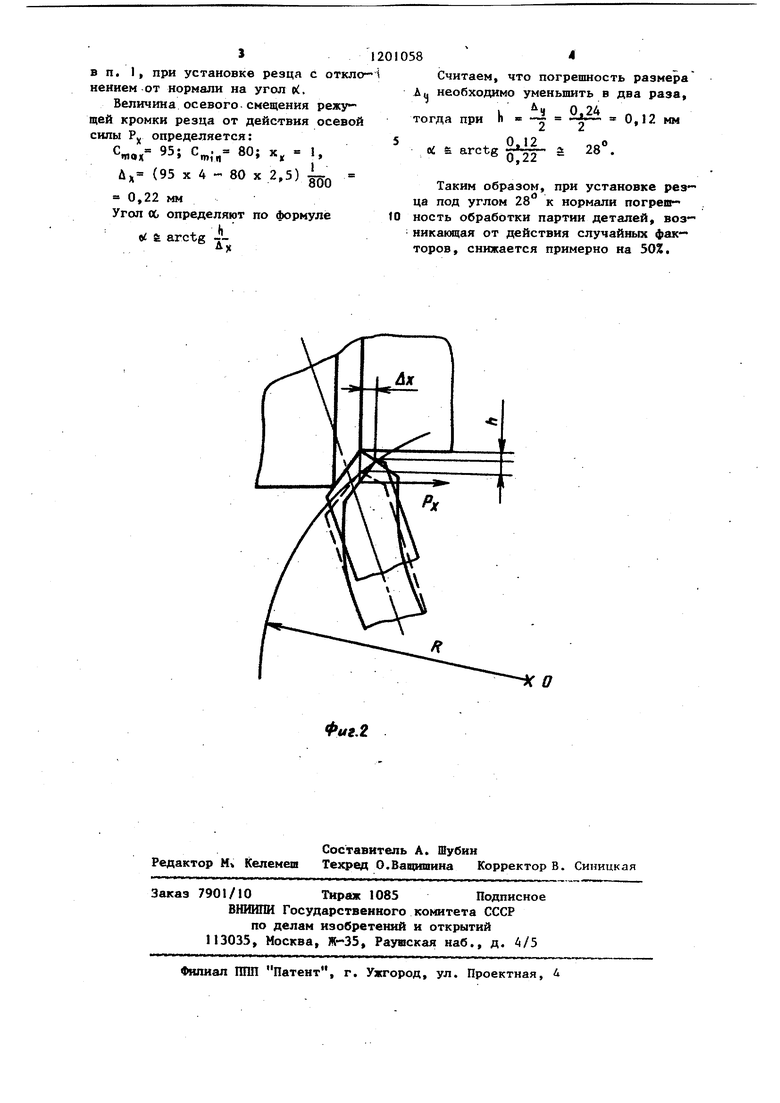
В результате воздействия на резе осевой силы РХ режущая кромка резца за счет податливости систе й | резецдержавка перемещается не по прямой, а по дуге вокруг центра жесткости системы (центр жесткости находится
в районе закрепления державки в гнезде револьверной головки) с радиусом R. В связи с этим траектория перемещения режущей кромки резца имеет осевую &), и радиальную h составляющие. При этом вектор перемещения за счет установки резца под углом «: направлен в противоположную сторо-
ну вектора перемещения &
ЧТаким образом, величина перемещения режущей кромки резца относительно его положения при настройке станка погрещность обработки определяется разностью . Л Л,, -h причем при А ц
Приближенная формула (I) получена аналитически.
Точное ее значение имеет вид
.2 ,2
&x+-b
(ХК
2u,ht
2R
М
,Ь
Г I 2R 1 J
Упрощение формулы (2) вполне приемлемо для практических расчетов.
Пример. Определение погрешности выполнения размера при обработке партии заготовок на предварительно настроенном стайке за счет упругих деформаций технологического узла резец-державка - револьверная головка.
Расчет ведем по формуле ij
(С t - С tM wiflbjwiV у
Ч
Д(| - погрешность выполнения раза (упругое перемещение резца по мали к обрабатываемой поверхности действия силы)
,5.
«ах Чтак 120;
нв,
так НВ;;„ 100)
ИИ
Чг.,и
4 мм jneJt
Чп. 2,5
мм
0,9,
а
у 800 krc/MM - жесткость узла ец-державка - револьверная головВ итоге получаем
0,9 . „ „Ч 1
&,j (20 X 4
100 X 2,5
;
800
- 0,24 мм.
Определение погрешности выполнения размера при условиях, указанных
в п. 1, при установке резца с откло-i неиием от нормали на угол рС.
Величина осевого смещения режущей кромки резца от действия осевой
силы Pj( определяется:
80; х 1, 1 800
тех min
80 X 2,5) Л {95 X 4 0,22 мм
Угол ОС определяют по формуле
h
fe arctg - Дх
Считаем, что погрешность размера Л ц необходимо уменьшить в два раза,
, Д ij О 24 тогда при h - 0,12 мм
0.12
28 ос arctg Таким образом, при установке резца под углом 28 к нормали погрешность обработки партии деталей, возникающая от действия случайных факторов, снижается примерно на 50%.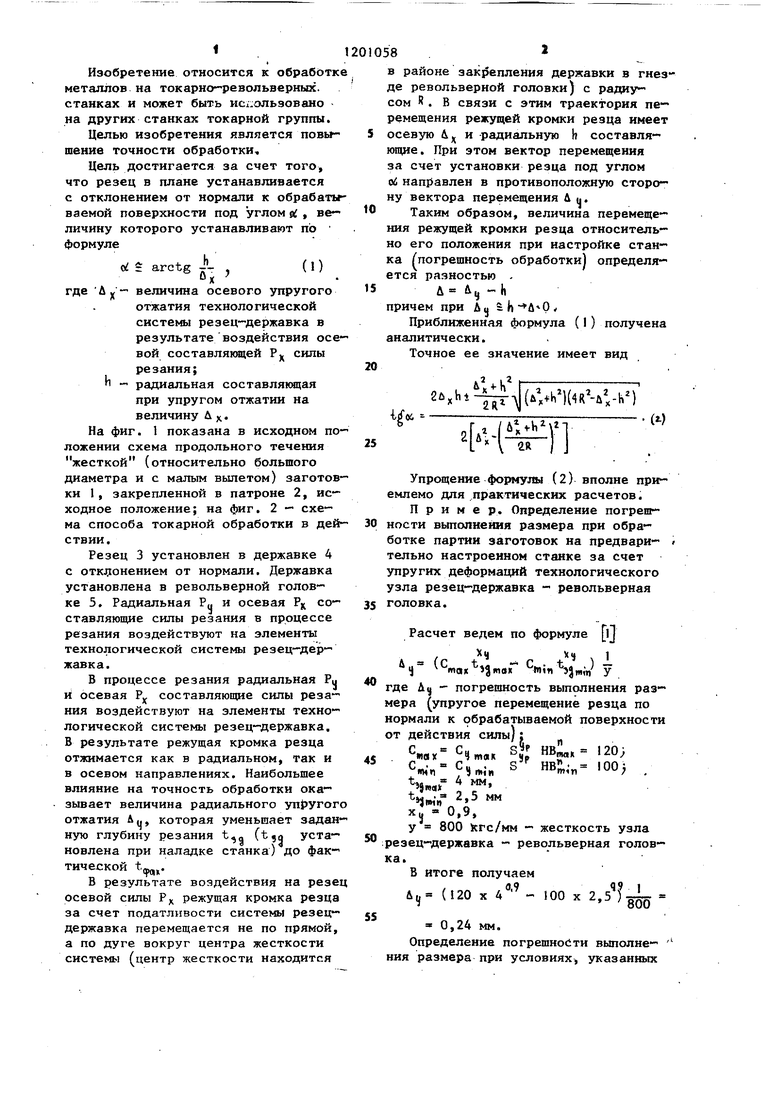
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки на токарно-револьверных станках | 1981 |
|
SU956155A1 |
| Резец | 1990 |
|
SU1780931A1 |
| Резец | 1983 |
|
SU1115856A1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Токарный демпфирующий резец | 1989 |
|
SU1726147A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| Устройство для адаптивного управления точностью механической обработки | 1983 |
|
SU1240547A2 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| РЕЗЕЦ ДЕМПФЕРНЫЙ | 2019 |
|
RU2739048C1 |
СПОСОБ ТОКАРНОЙ ОБРАБОТКИ, при котором резец располагают по нормали, к вектору ожидаемой макси мальной погрепшости, отличающийся тем, что, с целью по- ВЕ«1ения точности обработки, резец в плане устанавливают с отклонением от нормали к обрабатываемой поверхности на угол об arctgh/A,,, где h - радиальная составляющая величины упругого отжатия под действием осевой составляющей сшш резания; Л у - величина осевого упругого отжатия технологической системы резец-державка под действием осевой составляющей силы резания. г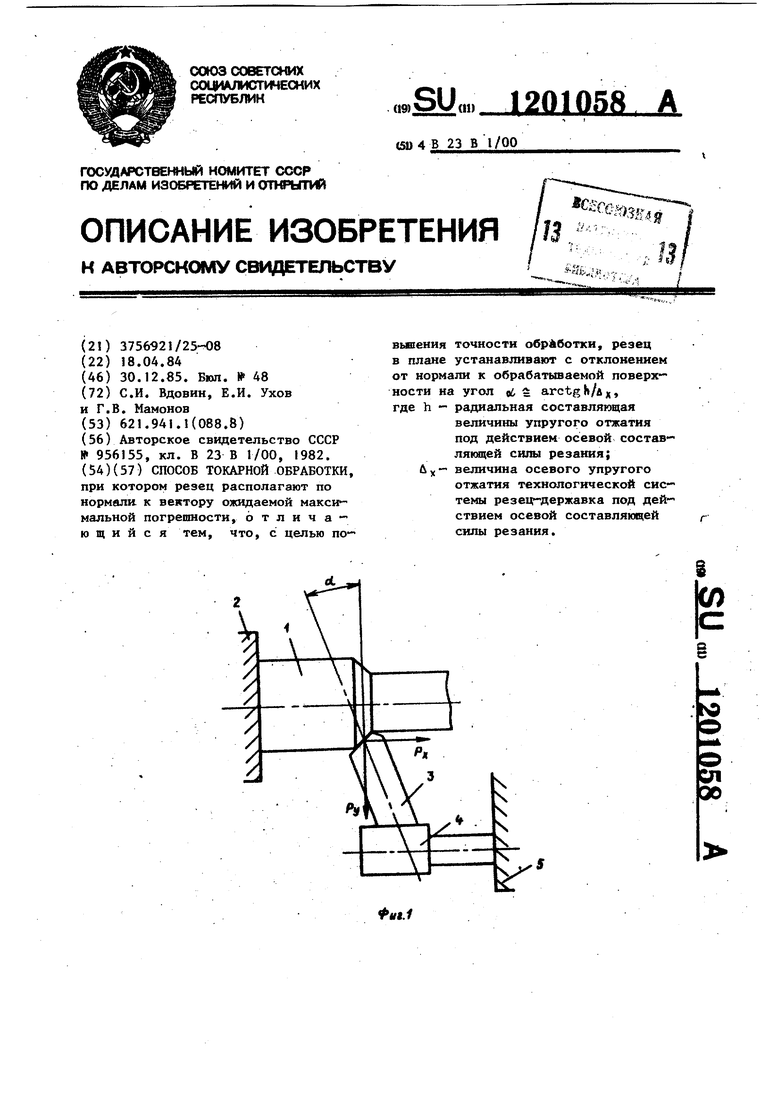
Фиг,2
| Способ обработки на токарно-револьверных станках | 1981 |
|
SU956155A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
