Изобретение относится к машиностроению в частности к металлообработке и может быть применено при обработке деталей типа тел вращения с неравномерным припуском.
Известен резец, содержащий державку и жестко закрепленную на ней режущую пластину.
Недостатком известного резца является то, что при обработке таким резцом пере- менная сила резания, обусловленная изменением величины припуска, неравномерными физикомеханическими свойствами материала, вызывает перемещения элементов технологической системы. В результате этого образуется погрешность обработки (погрешность формы, размеров), снижающая качество обработанной поверхности. Для достижения требуемого качества обработку проводят на заниженных режимах, что снижает производительность и увеличивает себестоимость металлообработки.
Известен резец, у которого с целью стабилизации осевой составляющей силы резания державка, на которой жестко закреплена режущая пластина, установлена на подшипниках качения с возможностью вращения относительно продольной оси резца, проходящей через режущую вершину.
Однако такая конструкция позволяет изменять преимущественно углы у, А, от которых в значительной степени зависит процесс пластической деформации. Изменение их в процессе резания неизбежно приведет к снижению стойкости резца. Вместе с тем, при такой схеме поворота углы р и р, оказывающие наибольшее влияние на распределение составляющих силы резания, изменяются незначительно, что снижает эффективность адаптации резца к колебанию припуска.
Наиболее близким техническим решением, выбранным в качестве прототипа, является резец, предназначенный для компенсации размерного износа, содержащий державку, в гнезде которой установлен вращающийся сектор с режущей пластиной, взаимодействующий с упругим элементом
(Л
С
VI
со
о ю
Сл
Резец позволяет компенсировать размерный износ в процессе обработки.
Недостатком такой конструкции является то, что ось поворота сектора выбрана таким образом, что при его повороте, вызванном увеличением силы резания, происходит перераспределение составляющих силы резания в сторону увеличения радиальной составляющей. Это приводит к увеличению упругих отжатий как резца, так и детали, и, как следствие, снижение точности обработки.
Цель изобретения - повышение размерной точности и точности формы обработанной поверхности при токарной обработке деталей типа тел вращения.
Указанная цель достигается тем, что в резце, содержащем державку, вращающийся сектор с жестко закрепленной на нем режущей пластиной и пружину кручения, взаимодействующую с сектором и державкой, выполняющую роль упругого элемента, ось поворота вращающегося сектора, совмещена с вершиной режущей пластины и перпендикулярна плоскости, в которой лежит режущая пластина. Для обеспечения поворота сектора относительно державки, между ними в радиальных канавках помещены стальные шарики.
Новым существенным признаком предлагаемого резца является то, что ось поворота вращающегося сектора совмещена с вершиной режущей пластины и перпендикулярна плоскости, в которой лежит режущая пластина, что обеспечивает повышение размерной точности и точности формы обработанной поверхности.
Резец позволяет поворачиваться режущей пластине относительно ее вершины на определенный угол под действием изменяющейся силы резания в плоскости XY, изменяя тем самым углы в плане р
Угол поворота пластины Д определяется жесткостью пружины кручения: АРУ
Д#
jn.n.
Жесткость пружины Jn п выбирается таким образом, чтобы увеличение или уменьшение силы ДРУ вызвало поворот пластины на угол, компенсирующий это изменение.
В процессе резания колебания припуска, твердости или затупление инструмента вызывает изменение размера статической настройки на величину размера динамической настройки.
Ас Асо + Ад
где Ас - размер статической настройки в процессе обработки;
Асо размер статической настройки до начала обработки;
Ад - размер динамической настройки.
В результате упругого поворота пласти- ны относительно вершины под действием силы резания происходит перераспределение составляющих силы резания Рх и Ру в сторону стабилизации составляющей Ру f(t, pt p ) действующей в направлении нормальном к обработанной поверхности и как следствие стабилизации размера динамической настройки. Это видно.из формулы:
л РУ
А Й
где Ру - сила, направленная по нормали к обработанной поверхности;
JTC жесткость технологической системы.
Поскольку в технологический размер детали АД входят размер статической настройки АС и размер динамической Ад настройки:
АД Ас + Ад
то для обеспечения зада иной точности детали при-обработке достаточно внести коррекцию в размер статической настройки ДАС, равный по абсолютному значению стабилизированному Ад
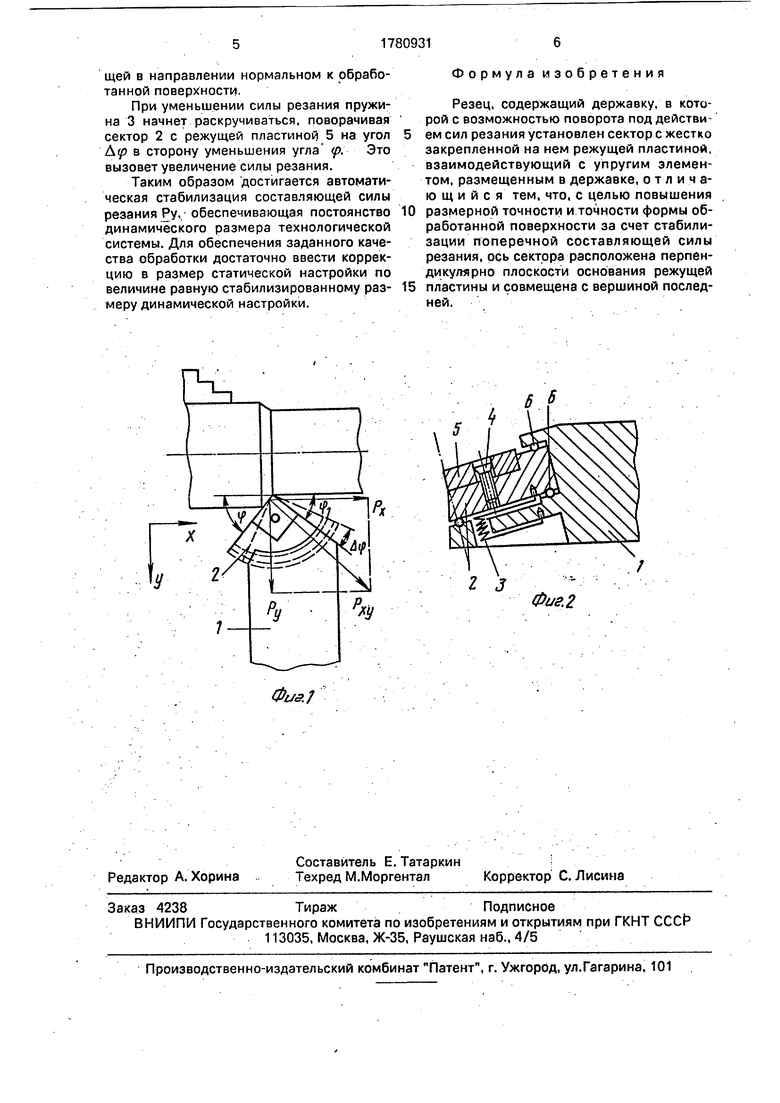
На фиг.1, 2 представлена конструкция заявляемого резца.
Резец содержит державку 1, сектор 2 и пружину кручения 3, взаимодействующую с державкой 1 и сектором 2, Поворртный сектор 2 одновременно является опорной пластиной, на которой жестко закреплена с помощью винта 4 режущая пластина 5.
Сектор имеет возможность вращаться под действием сил резания, относительно
вершин режущей пластины 5. Для этого между сектором 2 и державкой 1 в радиальных канавках помещены стальные шарики 6.
Жесткость пружины кручения 3 выбирается таким образом, чтобы изменение силы резания Д Ру вызвало поворот пластины на угол , компенсирующий это изменение.
Резец работает следующим образом.
в процессе резания колебания припуска, твердости заготовки, износ инструмента вызывают изменение силы резания. Увеличение силы резания больше величины предварительного натяга пружины 3
вызовет деформацию последней и поворот сектора 2 на угол Ду5, определяемый жесткостью пружины 3 в сторону увеличения угла р. При этом произойдет уменьшение составляющей силы резания Ру, действующей в направлении нормальном к обработанной поверхности
При уменьшении силы резания пружина 3 начнет раскручиваться, поворачивая сектор 2 с режущей пластиной 5 на угол Ар в сторону уменьшения угла р. Это вызовет увеличение силы резания.
Таким образом достигается автоматическая стабилизация составляющей силы резания Ру, обеспечивающая постоянство динамического размера технологической системы. Для обеспечения заданного качества обработки достаточно ввести коррекцию в размер статической настройки по величине равную стабилизированному размеру динамической настройки.
0
5
Формула изобретения
Резец, содержащий державку, в которой с возможностью поворота под действием сил резания установлен сектор с жестко закрепленной на нем режущей пластиной, взаимодействующий с упругим элементом, размещенным в державке, отличающийся тем. что, с целью повышения размерной точности и точности формы обработанной поверхности за счет стабилизации поперечной составляющей силы резания, ось сектора расположена перпендикулярно плоскости основания режущей пластины и совмещена с вершиной последней.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления точностью механической обработки | 1985 |
|
SU1292986A1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Способ комбинированной обработки резанием и поверхностно-пластическим деформированием | 1991 |
|
SU1773701A1 |
| Способ определения жесткости станка | 1985 |
|
SU1294490A1 |
| Расточной резец | 2018 |
|
RU2692537C1 |
| РЕЗЕЦ ДЛЯ ВИБРАЦИОННОГО РЕЗАНИЯ | 2004 |
|
RU2292990C2 |
| Устройство для адаптивного управления точностью механической обработки | 1983 |
|
SU1240547A2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2000 |
|
RU2179092C2 |
| РАСТОЧНАЯ ОПРАВКА | 2002 |
|
RU2227084C2 |
| Резец | 1990 |
|
SU1745412A1 |
Использование: машиностроение, металлообработка, обработка деталей типа тел вращения с неравномерным припуском. Сущность изобретения: резец содержит державку, в которой с возможностью поворота под действием сил резания установлен сектор с жестко закрепленной на нем режущей пластиной, взаимодействующий с упругим элементом, размещенным в державке. Ось сектора расположена перпендикулярно плоскости основания режущей пластины и совмещена с вершиной последней. 2 ил.
Фи&1
Фиг. 2
| Семенченко И.И., Матюшин В.М., Сахаров Г.Н | |||
| Проектирование металлорежущих инструментов | |||
| - М.: Машгиз, 1962, с | |||
| Железобетонный фасонный камень, форма для его изготовления и устройство из него стен | 1924 |
|
SU935A1 |
