Л1Ж Л1111 -ifavwvv. 111 111 г«ж«%w
5
; /:.
/
Изобретение относится к способам лужения пайки печатных плат и может быть использовано в приборостроител ной и радиоэлектронной отраслях. Цель изобретения - повышение качества печатных плат петельно-прово ного контакта путем предотвращения смещения .петель при снятии защитной маски н иясение трудоемкости проце са лужения. , На чертеже представлена схема ре лизации предлагаемого способа. Сущностью способа является использование в качестве защитной мас ки жидкости с температурой кипения менее 100°С, окисление поверхности ванны. Эффект защиты контактных площадо платы от смачивания припоем обеспечивается за счет слоя окислов толщи ной 0,05. ..О, 1 MMJ за счет образова ния газообразной подушки между поверхностью окислов и поверхностью платы, за счет того, что температур закипания жидкости не менее , а пары жидкости снижают температуру поверхности ркисной пленки приблизительно100°С ео,„,„.„, - С„,вп,приг, препятствуя смачиванию контактных площадок припоем, однако за время лужения равное 2...4 с сам припой остыть до температуры ниже 330 С практически не может (330 С - температура лужения провода ПЭВТЛК). Использование жидкости, температура кипения которой ниже 100 С, например спирта, не обеспечивает до статочную продолжительность образов ния газообразной подушки, достаточной для процесса лужения (2...4 с). Необходимое количество жидкости на поверхности платы в течение всег процесса лужения обеспечивается за счёт смачивания поверхности платы и захватом жидкости петлями. Жидкость, находящаяся на поверхности проводов (петель), практически на процесс лужения влияния не оказывает, так как удельный вес жид кости (воды) гораздо меньще удельного веса расплавленного припоя и при погружении петель, смоченных жидкостью, в распавленный припой происходит как бы соскабливание жидкости с поверхности петель и ее испарение. При длине петель t 1,5... 5 мм петли опускают в расплавленный при72пой на глубине соответственно 1,1... 4,6 мм и выдерживают после полного опускания 2с. Скорость погружения петель в припой при времени лужения 2...4 с (среднее значение 3 с) и длине петель 1,5... 5 мм лежит в интервале О,5...1,5 мм/с. Если скорость погружения петель в припой больше (0,5... 1,5 мм/с), то нарушается плавность образования газообразной подущки, так как жидкость, находящаяся на петлях и на поверхности плиты, практически начинает взаимодействовать с окисной пленкой расплавленного припоя одновременно, что приводит к бурному, резкому образованию газообразной подушки, а равно и ее отталкивающей силы, действукяцей на поверхность платы и поверхность окисной пленки. Целостность окисной пленки в этом случае может быть нарушена, и при контакте жидкости с чистым припоем может произойти разбрызгивание (вскипание) припоя. При с.корости 0,3...1,5 мм/с газообразная подушка образуется плавно. Сначала происходит испарение жидкости, находящейся на петлях, при этом образовавшихся газов достаточно для образования газообразной подущки под всей поверхностью платы, а затем происходит испарение жидкости, находящейся , на поверхности платы, и сила действия газообразной подушки увеличивается плавно и равномерно под всей поверхностью платы. Плавность увеличения силы действия газообразной подушки на поверхности окисНой пленки на первом этапе снижает температуру поверхности окисной пленки, тем самым увеличивается прочность окис- ной пленки и она выдерживает дальнейшее увеличение силы действия газообразной подушки. В ванне 1 разогревают припой до температуры 350.. ., плату 2 с петлями 3 предварительно опускают в жидкость, температура закипания которой не менее .нои не более 130 С, так как пары этой жидкости под платой имеют практически ту же температуру и препятствуют перегреву контактных площадок. В качестве жидкости использовалась обычная вода. На поверхности расплавленного припоя создают окисную пленку 4 толщиной 0,05...О,1 мм, так как при толщине окисной пленки менее 0,05 мм при воздействии паров может произойти ее разрушение и Налипание припоя на контактные площадки, а при толпщне окисной пленки более 0,1 мм может произойти частичное на липанив окислов на петли и снизится . качество лужения петель.
Затем.плату 2 ;с петлями 3 опускают в асплавлённый припой, петли 3 прокалывают окисную пленку и погружаются в припой со скоростью, равной ..... ,... .. . .
v , где f - длина петель, t - время лзгжения петель.
Когда плата опускается до контакта жидкости, находящейся на петлях и на поверхности платы, с поверхностью окисной пленки, происходит испарение жидкости, что приводит к образованию
газообразной подушки 5, после .выдержки t-2 с производится подъем платы.
Использованиеспособа лужения проводов печатных плат для лужения петель петлевого проводного монтажа обеспечивает повышение технологичности способа и снижение его трудоемкости, так как исключаются операции закрепления и удаления защитной маски, имеющие негативные последствия вьщергивание петель и связей что препятствует их дальнейшей автоматической укладке ипайке к контактным площадкам.
Кроме того, контактные площадки во время лужения предохраняются не только от налипания припоя, но и от температуры расплавленного припоя равной З50...380с за счет образования газо-г образной Подушки, имеющей более низкую температуру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лужения проводов печатных плат | 1988 |
|
SU1512728A1 |
| Способ лужения выводов радиоэлементов | 1987 |
|
SU1666277A1 |
| Способ пайки изолированных проводов с контактными площадками печатных плат | 1975 |
|
SU585925A1 |
| Способ изготовления монтажной платы | 1978 |
|
SU790380A1 |
| ФЛЮС ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2004 |
|
RU2263569C1 |
| Способ группового нанесения припоя на токопроводящие поверхности печатных плат | 1985 |
|
SU1258636A2 |
| СПОСОБ ЛУЖЕНИЯ ВЫВОДОВ РАДИОЭЛЕМЕНТОВ | 2009 |
|
RU2386521C1 |
| Устройство для монтажа проводов на плате | 1982 |
|
SU1095471A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ПЕЧАТНОЙ ПЛАТЫ | 2015 |
|
RU2604721C1 |
| СПОСОБ МОНТАЖА РАДИОЭЛЕМЕНТОВ НА ПЛАТЕ | 1992 |
|
RU2047286C1 |
СПОСОБ ЛУЖЕНИЯ ПРОВОДОВ ПЕЧАТНЫХ ПЛАТ, преимущественно петельно-прово дно ГО-, монтажа, включающий изготовление платы, нанесение защитной маски, введение в отверстия платы петель проводов и их закрепление, погружение петель в расплавленный припой, удаление защитной маски, о тличающийся тем, что, с целью повьшения качества печатных плат путем предотвращения смещения петель при снятии защитной маски и снижения трудоемкости процесса, в качестве защитной маски используют жидкость с температурой закипания не менее , смачивая ею плату со стороны петель, а погружение петель в расплавленный припой производят со скоростью V l , где f - длина петель, i t - время лужения петель. (Л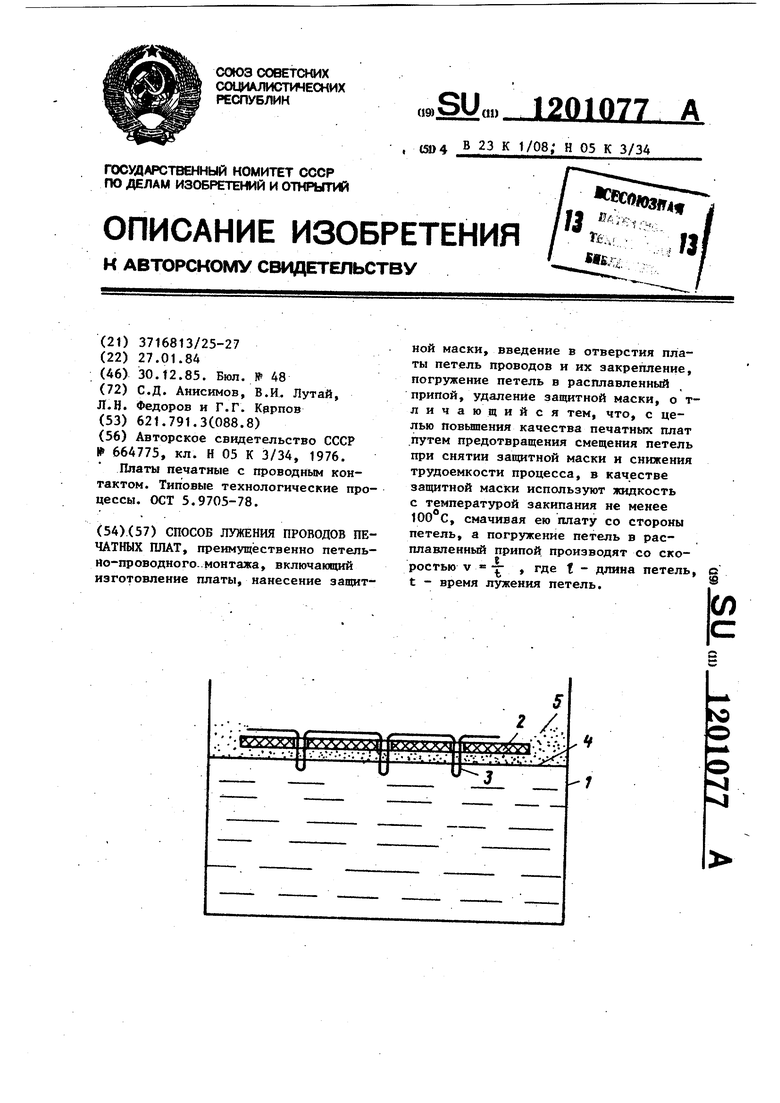
| Способ подготовки печатных плат под пайку | 1976 |
|
SU664775A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Платы печатные с проводным контактом | |||
| Типовые технологические процессы | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
