Изобретение относится к переработ ке полимерных материалов в изделия, в частности изготовления армированных изделий из фторопласта, и может быть использовано при изготовлении деталей узлов трения приборов и машин, особенно устройств микрокриогенной техники.
Цель изобретения - повьшение надежности соединения облицовки с деталью.
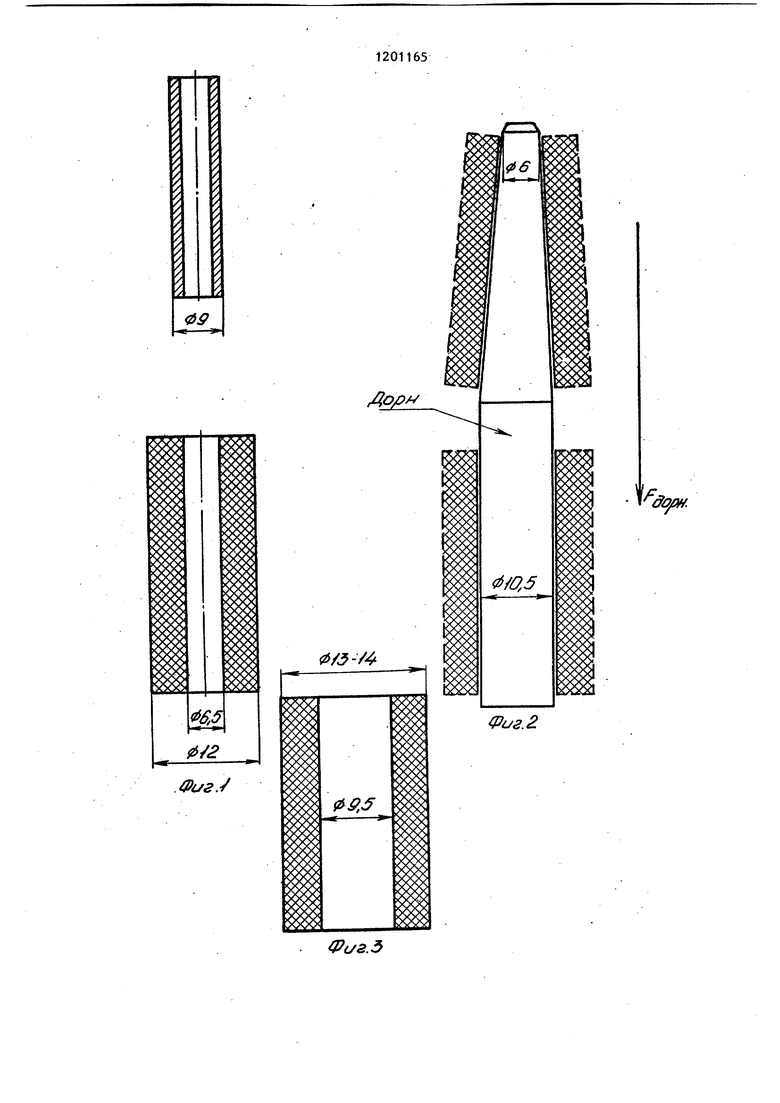
На фиг.1 изображены корпус, который необходимо облицовать, и заготовка облицовки; на фиг.2 - техноло гические переходы изготовления цилиндрической поверхности заготовки перед посадкой ее на деталь; на фйг.З - заготовка посл,е формования; на фиг.4 - деталь, собранная с заготовкой на технологической оснастке перед термообработкой; на фиг.5 облицованная деталь, сопряженная по 1и1линдрической поверхности с здготовкой, после термообработки.
Способ изготовления армированных изделий цилиндрической формы осуществляют следующим образом.
В начале методом течения отдельно изготавливают деталь из металла и методом холодного прессования и последующего спекания цилиндрическую заготовку из фторопласта 4. При этом диаметр отверстия в заготовке из фторопласта 4 меньше наружного диаметра облицовываемой детали из металла на величину 0,15 - 0,3 диаметра облицовываемой поверхности. Затем отверстие в заготовке из фторопласта4 пропшвают дорном для получения отверстия большего диаметра, чем облицовываемая поверхность детали. Цри
165
этом заготовку нагревают до 80-100 0 После дорнования заготовку устанавливают на облицовываемую деталь, фиксируя от осевого перемещения заготовки относительно детали технологической оснасткой, выполненной в виде оправки и гайки. Собранную таким образом деталь с заготовкой на технологической оснастке подвергают термообработке путем равномерного нагрева в печи до 327-360 с и выдерживают при этой температуре в течение 30-60 мин с последующим охлаждением со скоростью, равной УО-ЮО С/ч В процессе охлаждения с ограниченной скоростью заготовка облицовки стремится возвратиться к исходным размерам до дорнования и при этом плотно облегчает цилиндрическую поверхность облицовываемой детали и поверхность технологической оправки, геометрия и размеры которой соответствуют форме отверстия, необходимого для будущей сборкиоблицовываемой детали в будущее изделие (например, поршень холодильного компрессора). Заданная скорость охлаждения обеспечивает продолжительность охлаждения, необходимую и достаточную для полного завершения процесса релаксации и достижения термодинамического равновесия в структуре фторош1аста-4, а значит и стабильность свойств и размеров сформированной облицовки. При этом заданный натяг облицовки и детали обеспечивает качественное соединение двух деталей по цилиндрической поверхности.
Предлагаемый способ изготовления армированных изделий цилиндрической формы обеспечивает повышенную надежность соединения облицовки и детали.
r/.
до/w.
Tejf/va/7/ysuf/sf ci/
----4-1--- it ttsn
C/7/УaSA У
/7o/pcL/ &
5cfa /r S/fa: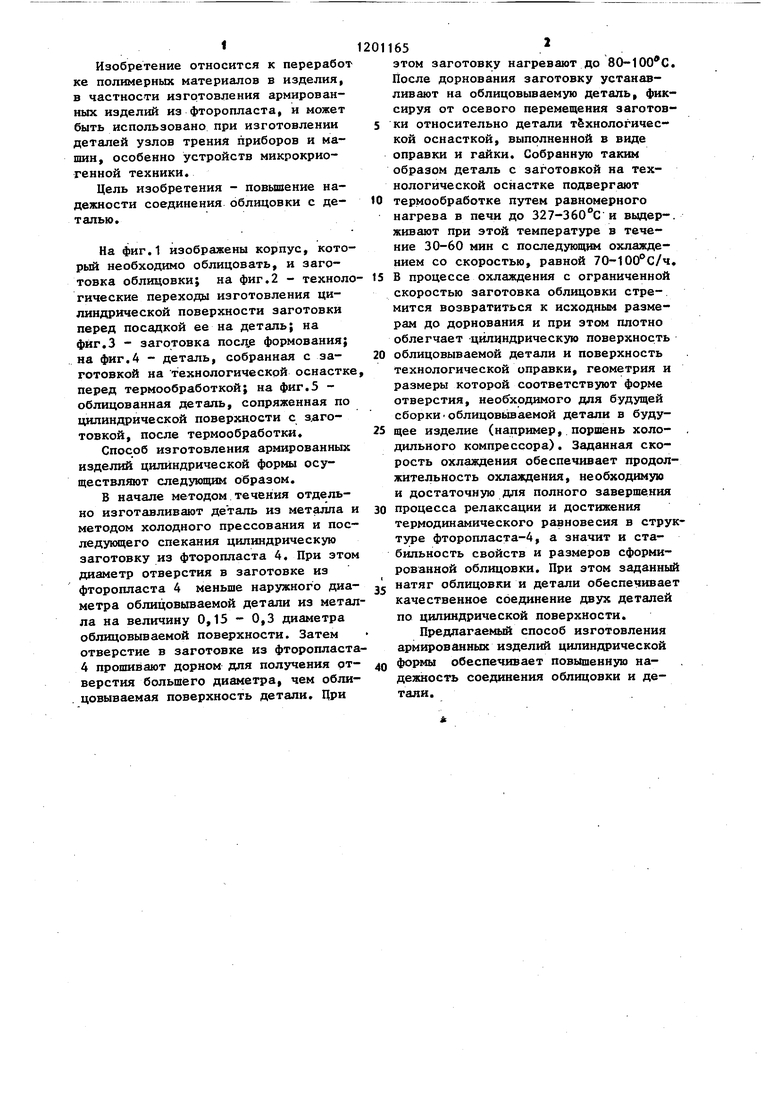
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2006 |
|
RU2317203C1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026508C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ АРМИРОВАННЫХ АНТИФРИКЦИОННЫХ ФТОРОПЛАСТОВЫХ ЗАГОТОВОК | 2010 |
|
RU2428314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОЛИМЕРОВ | 2004 |
|
RU2266925C2 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026507C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ПОЛИТЕТРАФТОРЭТИЛЕНА | 2015 |
|
RU2603673C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ ИЗ ФТОРОПЛАСТА-4 | 1991 |
|
RU2024406C1 |
| СПОСОБ ОБЛИЦОВКИ ДЕТАЛЕЙ ПОЛИМЕРНЫМ МАТЕРИАЛОМ | 1973 |
|
SU380467A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ИЗ ПОРОШКОВ ФТОРОПЛАСТА Ф-4 | 1992 |
|
RU2024403C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК С ТРЕБУЕМЫМИ РАЗМЕРАМИ ИЗ ПОРОШКООБРАЗНОГО ПОЛИТЕТРАФТОРЭТИЛЕНА | 2004 |
|
RU2278785C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, при котором изготавливают трубчатую заготовку из фторопласта - 4 или из другого композиционного материала на его основе методом прессования или спекания с внутренним диаметром, меньшим наружного диаметра армируемой детали в случае облицовки ее наружной поверхности и больше внутреннего диаметра отверстия армирующей детали в случае облицовки ее внутренней поверхности, а затем трубчатую заготовку с натягом соединяют с армируемой деталью, отличающийся тем, что, с целью повьш1ения качества изделий за счет обеспечения прочного соединения трубчатой заготовки с армируемой деталью, натяг выбирают в пределах 0,15 - 0,30 диаметра армирующей детали, а перед установкой на армируемую деталь трубчатую заготовку предварительно деформируют по посадочному диаметру, изменяя ее посадочные размеры до возможности свободной установки трубчатой заготовки на армируемую деталь с последующей фиксацией их от осево(Л го перемещения одна относительно другой технологической оснасткой, при этом поддерживают температуру трубчатой заготовки в пределах 80-100С, а после сборки трубчатой заготовки с армируемой деталью производят термическую обработку при 327-3бО С в течение 30-60 мин с последующим охлаждением со скоростью . .
| Анзфьев В.И | |||
| Справочник кон,структора-машиностройтеля | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Воронков Б.Д | |||
| Подшипники сухого трения | |||
| Л.: Машиностроение, 1978 с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
