Устройство относится к области устранения эксплуатационных дефектов шатунных шеек коленчатых валов машин без его демонтажа из машины и может быть использовано в машиностроении, судостроении, судоремонте и других отраслях промышленности.
Известен резец для чистовой обработки шеек коленчатых валов /А.с. СССР N 1414507, кл. B 23 B 27/00, опубл. 1988/. Резец состоит из пружинной державки с вилкообразным хвостовиком для крепления ее в суппорте токарного станка. На пружинной державке жестко закреплена режущая пластина с режущей кромкой при помощи крепежных элементов. В отверстии пружинной державки с двух противоположных сторон установлены параллельно режущей кромки пластины штыри, взаимодействующие через пружины с обоймами. В отверстия обойм установлены и зачеканены шарики, а сами обоймы взаимодействуют с винтами, которые предотвращают их выпадение. В пружинной державке выполнено резьбовое отверстие, переходящее в цилиндрическое и расположенное в горизонтальной плоскости, сообщающее с отверстием, в котором расположены штыри. В резьбовое отверстие ввинчен винт с квадратным концом и конусной головкой, взаимодействующей со штырями и предназначенной для регулировки усилия поджима шариков к плоскостям щек, ограничивающих обрабатываемую шейку коленчатого вала. Резец при помощи пружинной державки крепится к суппорту токарного станка болтами. Режущая кромка резца, соответствующая длине обрабатываемой шейки, устанавливается при помощи болтов параллельно оси обрабатываемой шейки. Точность получения геометрической формы обрабатываемой шейки определяется установкой режущей кромки и не связана с ошибками и погрешностями поперечной подачи суппорта станка.
Недостатком вышеописанного устройства является то, что оно предназначено для проточки шеек коленчатого вала на станке в заводских условиях, а доставка коленчатого вала в цех потребует материальных затрат на сопутствующие работы в, несколько раз превышающие затраты непосредственно на ремонт вала.
Наиболее близким устройством того же назначения к заявляемому изобретению по совокупности существенных признаков является устройство для обработки шеек валов и представляет собой сборную конструкцию, которая устанавливается на шейку с возможностью вращения вокруг нее. Устройство состоит из двух несущих кольцевых разъемных звездочек, выполненных в виде двух половин, охватывающих шейку вала. Две части звездочек соединяются при сборке между собой двумя кронштейнами при помощи болтов. Между звездочками при сборке монтируются две установочные стяжки, опорные цапфы которых зафиксированы неподвижно на несущих звездочках. Каждая установочная стяжка состоит из двух половин, соединенных между собой резьбовым соединением посредством гайки. Устройство также содержит четыре опорные соединительные балки круглого сечения, опорные цапфы которых зафиксированы неподвижно на несущих звездочках попарно и диаметрально противоположно. На одной паре опорных соединительных балок устанавливается механизм механической обработки шейки, включающий в себя резец, а на другой паре - механизм перемещения. Механизм механической обработки и механизм перемещения соединены между собой упругим кольцом, состоящим из двух половин и монтируемым при сборке устройства на шейке вала. Упругое кольцо позволяет передавать осевые перемещения механизма перемещения к механизму механической обработки, т.е. резцу, когда идет операция точения шейки вала. Механизм механической обработки устроен так, что позволяет регулировать глубину проточки (глубину резания) резцом, которую устанавливают до проведения операции точения. Механизм перемещения устроен так, что позволяет регулировать величину осевой подачи резца, которую устанавливают до проведения операции точения. Механизм механической обработки и механизм перемещения опираются на опорные соединительные балки и свободно могут перемещаться от одной несущей звездочки к другой, т.е. от одного крайнего положения до другого, при вращении устройства вокруг шейки. Для создания осевых перемещений механизм перемещений содержит винт подачи, имеющий резьбу по всей длине и имеющий цапфы на концах для опоры на несущие звездочки. С одного из торцов винт подачи имеет цилиндрический выходной конец, на который насажена звездочка подачи, которая при вращении устройства вокруг шейки вступает в зацепление с цепью, приводящей во вращательное движение устройство. Такая конструкция механизма перемещения позволяет осуществлять периодически ступенчатую подачу резца механизма механической обработки вдоль оси шейки вала при вращении устройства вокруг шейки во время проведения операции точения. Каждая несущая звездочка устройства имеет четыре радиальных выемки, равномерно распределенных по окружности, куда при сборке устройства на шейке вала по скользящей посадке вставляются четыре упора. Каждый упор имеет радиальный паз, куда вставляется болт, крепящий упор к несущей звездочке. К каждому упору с торца, обращенного к шейке вала, крепится башмак, наружная опорная поверхность которого имеет сферическую форму и имеет антифрикционное покрытие. Базирование устройства на шейке вала производится путем радиальных перемещений упора на пазу в несущих звездочках и после окончательной установки (необходимо, чтобы оси опорных соединительных балок, на которых располагается механизм механической обработки, были параллельны оси шейки вала) болт крепления упоров затягивания /Патент Великобритании N 2011290, кл. B 24 B 5/42, опубл. 1979/.
Тем не менее описанное выше устройство для обработки шеек валов по патенту Великобритании N 2011290 имеет существенные недостатки. Применяемые в устройстве упоры имеют башмаки с антифрикционным покрытием. Если устройство применяется для обработки шеек конкретно коленчатого вала машины, то оно базируется опорной сферической поверхностью башмаков упоров при сборке устройства на поверхность перехода шейки в щеку (галтель). В процессе проведения обработки шейки (операция точения) наличествует пара трения скольжения "опорная поверхность башмака - галтель шейки". При использовании устройства по назначению будет происходить износ антифрикционного слоя башмака, причем этот износ для всех башмаков упоров будет различен. Неравномерность износа поверхностного антифрикционного слоя башмаков за время обработки может отразиться на качестве обработки шейки (неравномерность износа башмаков перенесется на форму обработанной шейки по ее длине, т.е. шейка приобретает конусность). Также износ антифрикционного слоя башмаков упоров потребует периодической замены башмаков (а их восемь в устройстве), что приведет к дополнительным материальным затратам. Кроме того, конструкция устройства не позволяет производить операцию точения образующей поверхности шейки на всей ее длине за одну установку. При первичной установке резца в одно из крайних его положений на начало образующей поверхности шейки в процессе сборки и базирования устройства перемещение резца в другое его крайнее положение в процессе операции точения не приведет резец на окончание образующей шейки, т.к. механизм механической обработки, на котором крепится резец, имеет определенные осевые размеры и может перемещаться по опорным соединительным балкам только между несущими звездочками. Поэтому для проточки оставшейся необработанной части образующей поверхности шейки потребуется остановка операции точения (т. е. прекращения вращения устройства вокруг шейки), перестановка резца на механизме механической обработки и вторичная операция точения. Выше сказанное приведет к тому, что образующая поверхность шейки вала будет иметь после обработки два участка с разными (хоть и незначительной разницей) диаметрами. Это ухудшает качество обработки шейки вала данным устройством. Также ухудшает качество обработки шейки вала и периодически ступенчатая подача резца механизмом механической обработки вдоль оси шейки при вращении устройства вокруг шейки во время проведения операции точения.
Одним словом, конструкция данного устройства сложна, металлоемка и имеет возможность модернизации с целью повышения качества обработки шейки вала.
При создании изобретения ставилась задача упростить конструкцию и снизить металлоемкость материалов при одновременном повышении качества обработки шейки вала.
Поставленная задача достигается тем, что в известное устройство, представляющее собой сборную конструкцию, которая устанавливается на шейку с возможностью вращения вокруг нее и содержащее две несущие кольцевые разъемные звездочки, выполненные в виде двух половин, соединенных между собой, упоры для базирования его на шейке вала, механизм механической обработки и установленные между звездочками опорные соединительные балки, предложено ввести нижеописанные усовершенствования. Особенностью заявляемого устройства является то, что опорные соединительные балки, в количестве трех, равномерно расположены по торцу несущих кольцевых разъемных звездочек, а упоры для базирования устройства на шейке вала выполнены в виде шести упорных винтов, размещенных в резьбовых отверстиях опорных соединительных балок под углом к оси устройства и имеющих с торца, обращенного к шейке, гнездо к шариком, предназначенным для упора в галтель шейки вала, при этом механизм механической обработки выполнен в виде пружинной державки с режущей пластиной, длина режущей кромки которой равна длине образующей обрабатываемой поверхности шейки, и закреплен на одной из опорных соединительных балок, кроме того, устройство снабжено двумя опорными элементами, установленными на двух других соединительных балках с возможностью радиального перемещения.
Отличительные признаки заявляемого технического решения - выполнение упоров для базирования на шейке вала в виде шести упорных винтов, размещенных в резьбовых отверстиях опорных соединительных балок под углом к оси устройства и имеющих с торца, обращенного к шейке, гнездо с шариком, опирающегося при проведении обработки шейки (операции точения) в галтель шейки вала, обеспечивает то, что при этом наличиствует пара трения качения "шарик - галтель шейки", которая имеет значительно меньший коэффициент трения и поэтому износ поверхности шарика, обладающего такой же твердостью, что и материл галтели шейки, будет практически отсутствовать, что повысит качество обработки поверхности шейки. Кроме того, выполнение механизма механической обработки в виде пружинной державки с режущей пластиной, длина режущей кромки которой равна длине образующей обрабатываемой поверхности шейки дает возможность обработать шейку за одну установку, что приведет к повышению качества обработки, к значительному увеличению производительности и упрощению технологического процесса, а также позволило отказаться от механизма перемещения, который является необходимым элементом в прототипе. Отличает заявляемое устройство то, что оно снабжено двумя опорными элементами, установленными на двух других соединительных балках с возможностью радиального перемещения, износ опорной поверхности этих элементов не будет сказываться на качестве обработки поверхности шейки. Выбор такого взаимного положения узлов устройства продиктован постановкой и решением задачи упрощения конструкции устройства, обладающего достаточной жесткостью.
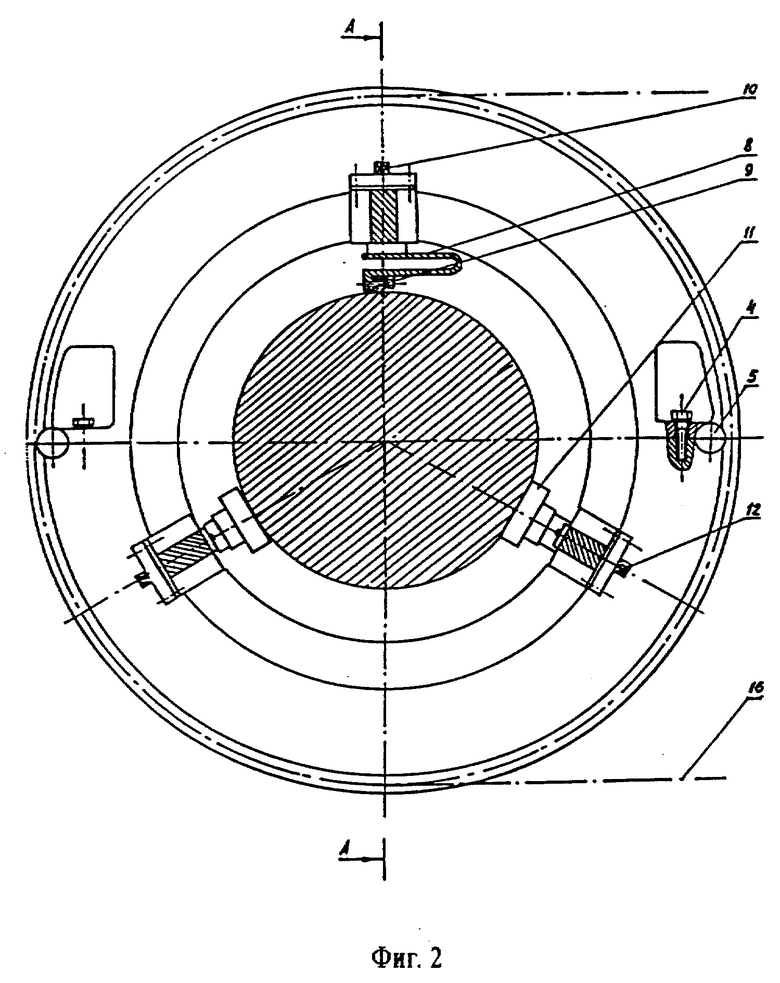
Сущность изобретения поясняется чертежом, где на фиг. 1 показан общий вид устройства, а на фиг. 2 вид устройства по разрезу А-А.
Устройство состоит из двух несущих кольцевых разъемных звездочек 1, выполненных в виде двух половин, охватывающих шатунную шейку 2 коленчатого вала 3. Две части звездочек соединены между собой, например, болтами 4 и зафиксированы шрифтами 5. Между звездочками установлены три опорные соединительные балки 6, имеющие достаточно большую изгибную жесткость, соединенные между собой, например, при помощи "ласточкина хвоста" и зафиксированные винтами 7. На одной из опорных соединительных балок 6 закрепляется пружинная державка 8 с режущей пластиной 9. Для радиального перемещения пружинной державки 8 с режущей пластиной относительно шейки коленчатого вала служит винт 10. На двух других опорных соединительных балках 6 установлены два опорных элемента 11. Для радиального перемещения опорных элементов 11 служат винты 12. При базировании режущей кромки 9 пружинной державки 8 устройства относительно шейки коленчатого вала использованы шесть упорных винтов 13, которые завернуты в отверстия с резьбой опорных соединительных балок 6 под углом к оси устройства. Упорные винты 13 имеют с торца, обращенного к шейке, гнездо с шариком 14, опирающимся в галтель шейки вала, которая, как правило, не подвергается износу при эксплуатации и может быть использована в качестве базовой поверхности. Для стопорения упорных винтов 13 служат гайки 15. Вращение устройства вокруг шейки вала обеспечивается с помощью ценной передачи 16 от внешнего привода, который на рисунке не показан.
Монтаж устройства и обработка повреждений шатунной шейки 2 коленчатого вала 3, например двигателя внутреннего сгорания, осуществляются в следующей последовательности.
Демонтируют крышку соответствующего цилиндра, демонтируют поршень с шатуном и вскрывают крышку картерного люка.
Две верхние части несущих звездочек 1 соединяются между собой одной опорной соединительной балкой 6, например, при помощи "ласточкина хвоста" и фиксируются винтами 7. В отверстие данной опорной соединительной балки вставляется пружинная державка 8 с закрепленной на ней режущей пластиной 9, длина режущей кромки которой соответствует длине цилиндрической части обрабатываемой шейки 2 коленчатого вала 3.
Две другие части несущих звездочек соединяются между собой двумя опорными соединительными балками 6, например, при помощи "ласточкина хвоста" и фиксируются винтами 7. В отверстия обеих опорных соединительных балок вставляются опорные элементы 11.
На резьбовую поверхность всех шести упорных винтов 13, имеющих с одного торца гнездо шариком 14, заворачиваются до упора гайки 15. Затем упорные винты 13 вставляются в отверстия с резьбой всех опорных соединительных балок 6. Обе разъемные части собранного таким образом устройства одеваются на обрабатываемую шейку 2 коленчатого вала 3, фиксируются относительно друг друга двумя штифтами 5 и соединяются между собой двумя болтами 4.
Базирование приспособления на шейке коленчатого вала проводится с помощью упорных винтов 13 путем их вращения до упора шариков 14 в галтели коленчатого вала. Регулировка проводится до тех пор, пока режущая кромка режущей пластины 9 не установится параллельно оси обрабатываемой шейки с необходимой точностью. После этого осуществляется стопорение упорных винтов 13 гайками 15. Упорные элементы 11 при помощи винтов 12 приводятся в соприкосновение с поверхностью обрабатываемой шейки 2 коленчатого вала 3. Винтом 10 режущая пластина 9 подводится до соприкосновения с обрабатываемой шейкой и создается необходимый натяг в пружинной державке 8. При помощи цепной передачи 16 от внешнего привода осуществляется вращение устройства и производится обработка шейки.
В процессе работы могут происходить остановки рабочего движения без отвода режущей пластины 9 от обрабатываемой поверхности шейки для контроля ее диаметра. После окончания обработки устройство снимается с шейки вала. Точность получения геометрической формы обрабатываемой шейки определяются установкой режущей кромки.
Обработка шеек коленчатого вала разработанным устройством позволяет устранять нарушение геометрической формы шеек, уменьшает трудоемкую операцию отделки шеек полированием и значительно повышает производительность труда, что резко сокращает материальные затраты и сроки ремонта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ АНТИФРИКЦИОННОЙ БЕЗАБРАЗИВНОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2187577C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2000 |
|
RU2181322C2 |
| ПОДШИПНИКОВОЕ УСТРОЙСТВО | 1998 |
|
RU2132980C1 |
| УСТРОЙСТВО ДЛЯ ТАНГЕНЦИАЛЬНОЙ ОБРАБОТКИ МОТЫЛЕВЫХ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1993 |
|
RU2093312C1 |
| РАДИАЛЬНАЯ ИМПУЛЬСНАЯ ТУРБИНА НАДДУВА ДИЗЕЛЯ | 1994 |
|
RU2107825C1 |
| БОЕК УСТРОЙСТВА ДЛЯ ЧЕКАНКИ ГАЛТЕЛЕЙ | 2001 |
|
RU2201324C1 |
| ГАЗОТУРБОНАГНЕТАТЕЛЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2182245C1 |
| НАСАДКА ГРЕБНОГО ВИНТА | 1997 |
|
RU2133691C1 |
Изобретение предназначено для устранения эксплуатационных дефектов шеек валов машин, в частности шатунных шеек коленчатых валов, без его демонтажа из машины. Устройство представляет собой сборную конструкцию, которая устанавливается на шейку с возможностью вращения вокруг нее. Оно содержит две несущие кольцевые разъемные звездочки, соединенные между собой тремя опорными соединительными балками, расположенными равномерно по окружности. Механизм механической обработки выполнен в виде пружинной державки с режущей пластиной, длина режущей кромки которой равна длине образующей обрабатываемой поверхности шейки, и закреплен на одной из опорных соединительных балок. На двух других опорных соединительных балках установлены опорные элементы с возможностью радиального перемещения. Упоры для базирования устройства на шейке вала выполнены в виде шести упорных винтов, завернутых в отверстия опорных соединительных балок под углом к оси устройства и имеющих с торца, обращенного к шейке, гнездо с шариком, опирающимся в галтель шейки вала. Такая конструкция позволяет устранять нарушение геометрической формы шеек, уменьшает трудоемкую операцию отделки шеек полированием и значительно повышает производительность труда, что резко сокращает материальные затраты и сроки ремонта. 2 ил.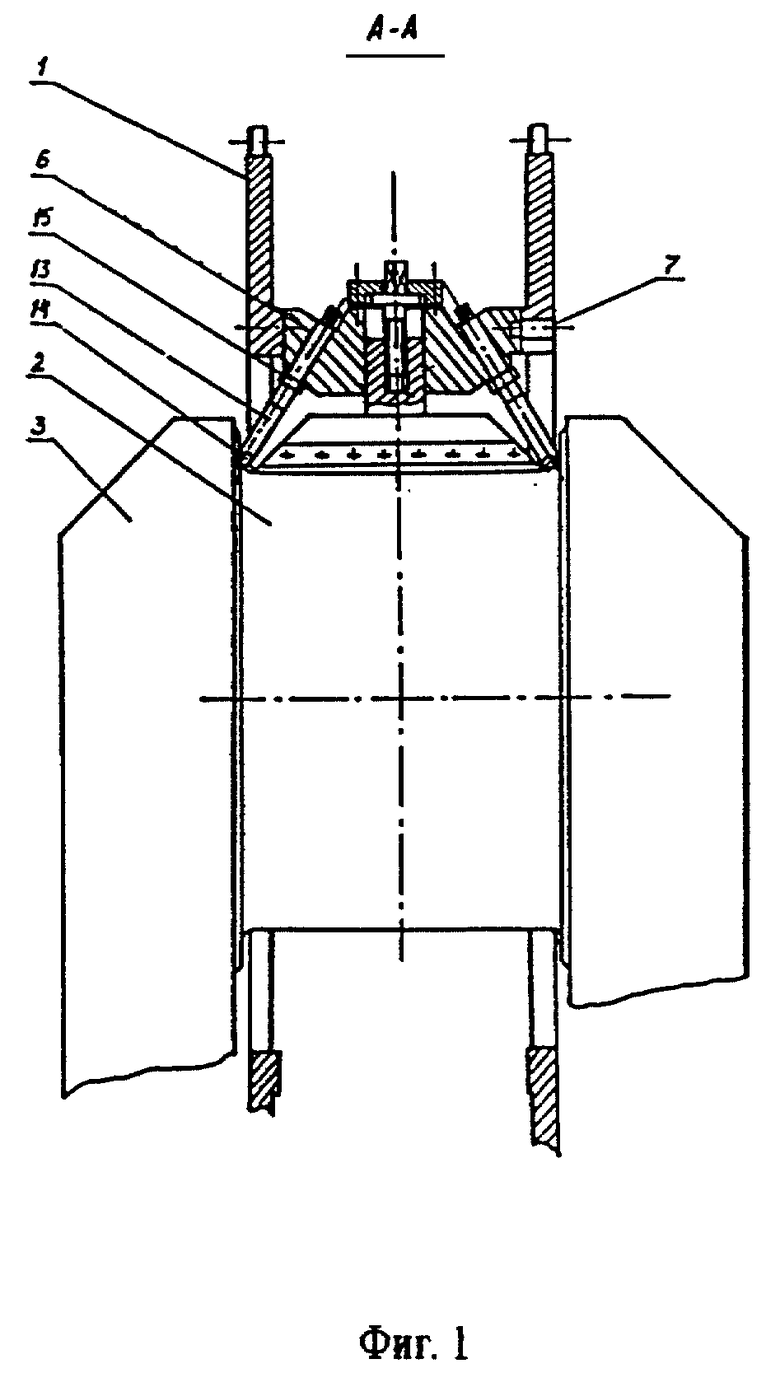
Устройство для обработки шеек вала, представляющее собой сборную конструкцию, устанавливаемую на шейку с возможностью вращения вокруг нее, и содержащее две несущие кольцевые разъемные звездочки, выполненные в виде двух половин, соединенных между собой, упоры для базирования его на шейке вала, механизм механической обработки и установленные между звездочками опорные соединительные балки, отличающееся тем, что опорные соединительные балки, в количестве трех, расположены равномерно по торцу несущих кольцевых разъемных звездочек, а упоры для базирования устройства на шейке вала выполнены в виде шести упорных винтов, размещенных в резьбовых отверстиях опорных соединительных балок под углом к оси устройства и имеющих с торца, обращенного к шейке, гнездо с шариком, предназначенным для упора в галтель шейки вала, при этом механизм механической обработки выполнен в виде пружинной державки с режущей пластиной, длина режущей кромки которой равна длине образующей обрабатываемой поверхности шейки, и закреплен на одной из опорных соединительных балок, кроме того, устройство снабжено двумя опорными элементами, установленными на двух других соединительных балках с возможностью радиального перемещения.
| ЦИФРОВАЯ РЕГУЛИРУЕМАЯ ЛИНИЯ ЗАДЕЖКИ | 1992 |
|
RU2011290C1 |
| Устройство для обработки деталей,НАпРиМЕР, КОлЕНчАТОгО ВАлА | 1978 |
|
SU814570A1 |
| 0 |
|
SU155377A1 | |
| Устройство для шлифования шатунной шейки коленчатого вала в двигателе | 1985 |
|
SU1311911A1 |
| Устройство для шлифования коленчатых валов | 1990 |
|
SU1802785A3 |
| Фара автомобиля с устройством крепления лампы | 1980 |
|
SU1255066A3 |
| СПОСОБ ВЫРАБОТКИ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2441463C1 |
