Предлагаемый автомат предназначается для сборки непроволочных трубчатых сопротивлений, к концам которых приклеиваются токопроводным клеем проволочные выводы.
Основной особенностью этого автомата, обеспечивающей повышение производительности труда, является выполнение механизма укладки выводсв на сборочный барабан. Этот механизм представляет собой систему цилиндрических гнезд с зажимами, расположенных по радиусам на вращающемся валу и раскрывающихся при взаимодействии с неподвижными упорамиДля укладки трубок на сборочный барабан в автомате применен механизм, состоящий из поворотного рычага с удерживающей трубку (щтабик) защелкой, выключающейся в момент укладки. Нанесение клея на концы выводов производится приспособлением, состоящим из ванночки и выдвигающейся воронки с клеем. В автомате предусмотрена электрическая блокировка, обеспечивающая автоматическое его выключение при неправильной работе.
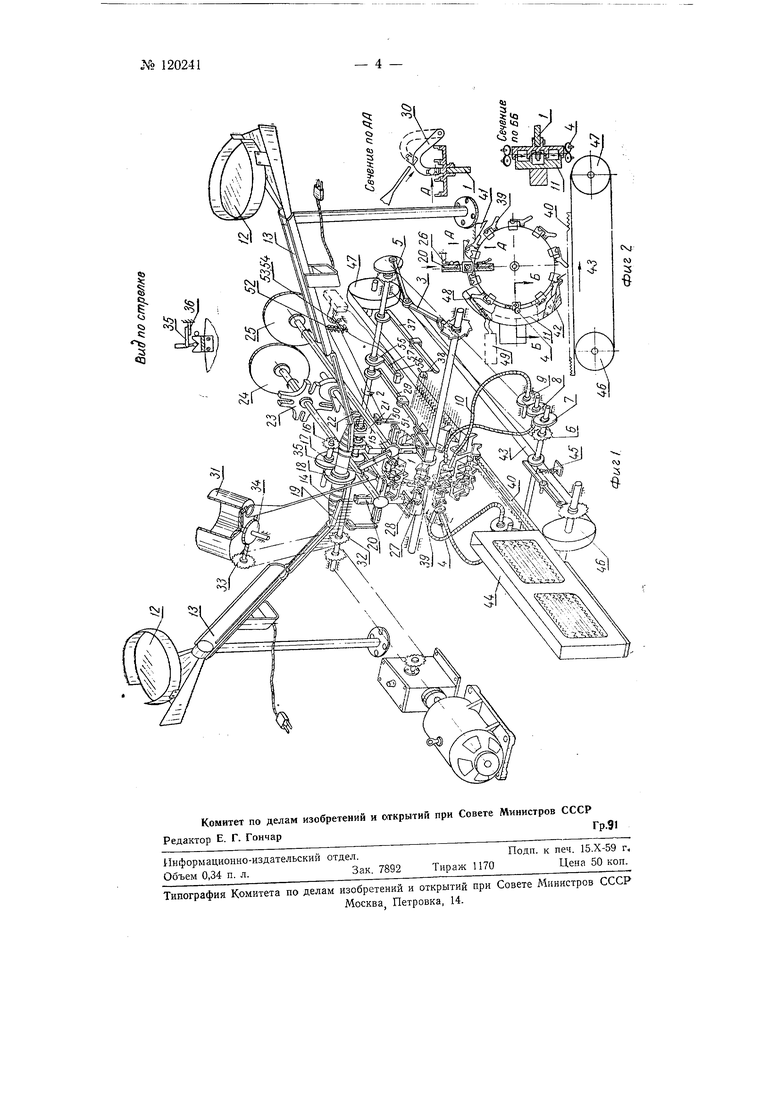
На фиг. 1 изображена кинематическая схема предлагаемого автомата для сборки непроволочных трубчатых сопротивлений; на фиг. 2 -сборочный барабан.
Сборочный барабан / получает импульсное вращение от распределительного вала 2 через рычажно-храповой механизм 3. При вращении барабана / концы выводов сопротивлений попадают между двумя парами перекрещивающихся разиновых роликов 4, которые сообщают выводам, кроме вращательного движения, также и поступательное движение вдоль оси, в результате чего и происходит сборка выводов с трубками (щтабикамн). Ролик 4 приводятся во вращение от распределительного вала 2 через звездочки 5 и цепной передачи шестерни 7, 5 и Р и гибкие валики 10 (фиг. 1).
№ 120241
Для надежного центрирования выводов в гнездах сборочного барабана 1 во время сборки выводов с трубками (штабиками) имеется ограничительная скоба //, зазор между которой и гнездами сборочного барабана / регулируется винтами (ограничительная скоба на фиг. 1 не показана).
Для подачи выводов на сборочный барабан / применен вибрационный бункер 12, из которого выводы под действием вибрации поступают в наклонный желоб 13 (ф-иг. 1) со щелью, ориентирующей их в вертикальном положении.
С наклонного желоба выводы поштучно забираются специальным конусным валом 14 с квадратной винтовой нарезкой, приводимым во вращение от распределительного вала 2 через звездочки 15, 16 цепной передачи и шестерни 17, 18 (фиг. 1). В автомате предусмотрено два бункера, вследствие чего вал 14 имеет винтовую нарезку: с одной стороны- правую, с другой - левую- За один оборот вала 14 выводы продвигаются вдоль оси на шаг резьбы. Ограничительные планки 19 предохраняют выводы от выпадания; при выходе из нее они поштучно надают в гнезда механизма 20 укладки выводов «а сборочный барабан.
Механизм 20 укладки выводов получает импульсное вращение от распределительного вала 2 через конические шестерни 21, 22, мальтийский механизм 23 и шестерни 24, 25 (фиг. 1).
После попадания вывода с вала 14 в гнездо механизма 20 через два импульса гнездо с выводом оказывается в нижнем положении, где происходит нанесение токопроводного клея на конец вывода.
Для предотвращения выпадания выводов из гнезд механизмов 20 при повороте последних на 180° преду;смотрены специальные рычажные прижимы 26 (фиг. 2).
Токопроводный клейНаходится в специальных ванночках 27 (фиг. 1) с подвижными воронками 28, обеспечивающими смачивание клеем вывода на определенную высоту независимо от изменений уровня клея в ванночке.
Воронки 28 получают движение от распределительного вала 2 через кулачково-рычажный механизм 25 (фиг. 1).
Выводы с нанесенным токопроводным клеем поступают на сборочный барабан. Импульсное вращение сборочного барабана / синхронизировано с движением механизмов 20 укладки выводов таким образом, что после поворота последних на 90° начинает поворачиваться сборочный барабан. В конструкции механизма 20 предусмотрена возможность раскрытия их гнезд.
При повороте сборочного барабана 1 выступы призмообразных гнезд раскрывают гнезда механизмов 20 укладки выводов, и выводы под действием собственного веса падают в призмообразные гнезда ;сборочного барабана 1. Для укладки штабиков на сборочный барабан 1 предусмотрен механизм 30, в гнезда которого штабики поступают (синхронно с движением сборочного барабана /) из дискового карманчикового бункера 31. Диск бункера 31 получает вращение от распределительпого вала 2 через звездочки 32 и 33 цепной передачи и через червячную передачу 34. Механизм 30 укладки штабиков совершает возвратно-качательные движения, причем когда он опускается, сборочный барабан / находится в стадии остановки. Гнездо механизма 30 имеет возможность раскрываться, т. е. когда этот механизм опускается, рычаг 35 упирается в выступ 36, в результате чего гнездо раскрывается и штабик ложится на основание призмы барабана / Гнездо механизма 30 укладки штабика закрывается под действием плоской пружины (на фиг. не показана).
Возвратно-качательное движение механизм 30 укладки штабиков получает от распределительпого вала 2 через кулачково-рычажный механизм 37 и гибкий трос 38. Штабики к основанию призмообразных гнезд сборочного барабана / прижимаются подпружиненным рычажным прижимом 39. В момент укладки штабика на сборочный барабан 1 и перекладки собранного основания сопротивления на специальные рейки 40 рычажные прижимы 39 находятся в открытом состоянии. Это достигается в результате взаимодействия роликов рычажных прижимов 39 с копирами 41 и 42 (фиг.PJ. Рейки 40 пол чают импзльсное движение, синхронное с вращением сборочного барабана 1 от конвейерной ленты 43, снабженной штырями. Рейки 40 загружаются в кассету 44, откуда они во время работы автомата поштучно захватываются штырями конвейерной ленты 43, которая получает илшульсное движение от распределительного вала 2 через звездочки 5 и (, кулачково-рычажно-храповой механизм 45 и шкивы 46 и 47.
В автомате предусмотрена электроблокировка обеспечивающая автоматическое отключение двигателя и остановку автомата в случае непоступления штабиков или выводов на сборочный барабан /. В случае непопадания штабика на сборочный барабан / ролик рычажного прижима 39 находится на большем раднусе, и при вращении сборочногобарабана замыкаются контакты выключателя 48, срабатывает магнитный пускатель 49 и электродвигатель отключается.
При наличии выводов в гнездах механизмов 20 концы выводов замыкают контакты 50 и 51, вследствие чего реле 52 размыкает контакты 53 и 54.
Кулачок 55 установлен на распределительном валу таким образом, что он замыкает контакты 56 и 57 после поворота механизма 20, т. е. при наличии вывода в его гнезде после замыкания контактов 50 и 51 и соответственно после размыкания контактов 53 и 54Таким образом, магнитный пускатель 49 отключает электродвигатель в том случае, если контакты 53, 54, 56 и 57 замкнуты, а это имеет место в том сл)1ае, когда контакты 50 и 51 разомкнуты, т. е. когда во время поворота механизма 20 в его гнездах отсутствуют выводы, концы которых должны замыкать контакты 50 и 5Л
Предмет изобретения
1.Автомат для сборки непроволочпых трубчатых сопротивлений, к концам которых приклеиваются токопроводным клеем проволочные выводы, отличающийся тем, что, с целью повышения производительности труда, механизм укладки выводов на сборочный барабан выполнен в виде системы цилиндрических гнезд с зажимами, расположенных по радиусам на вращающемся валу и раскрывающихся при взаимодействии с неподвижными упорами.
2.В автомате по п. 1 применение механизма для укладки трубок (на сборочный барабан), состоящего из поворотного рычага с зДерживающей трубку (штабик) защелкой, выключающейся в момент укладки.
3.В автомате по пп. 1 и 2 применение приспособления для нанесения клея,на концы выводов, состоящего из ванночки и выдвигающейся воронки с клеем.
4.В автомате по пп. 1-3 применение электрической блокировки, состоящей из реле и контактов, взаимодействующих с подаваемыми заготовками, защелками сборочного барабана и кулачком распределительного вала, с целью выключения автомата при его неправильной работе.
- 3 -№ 120241