Изобретение чэтносится к обработ- ке металлов давлением и быть использовано в инструментально- штамповочном производстве при изготовлении пресс-форм для прямозу- бызс конических колес с криволинейными образующими поверхностями вершин и впадин зубьев.
Целью изобретения является повышение качества получаемых изделий.
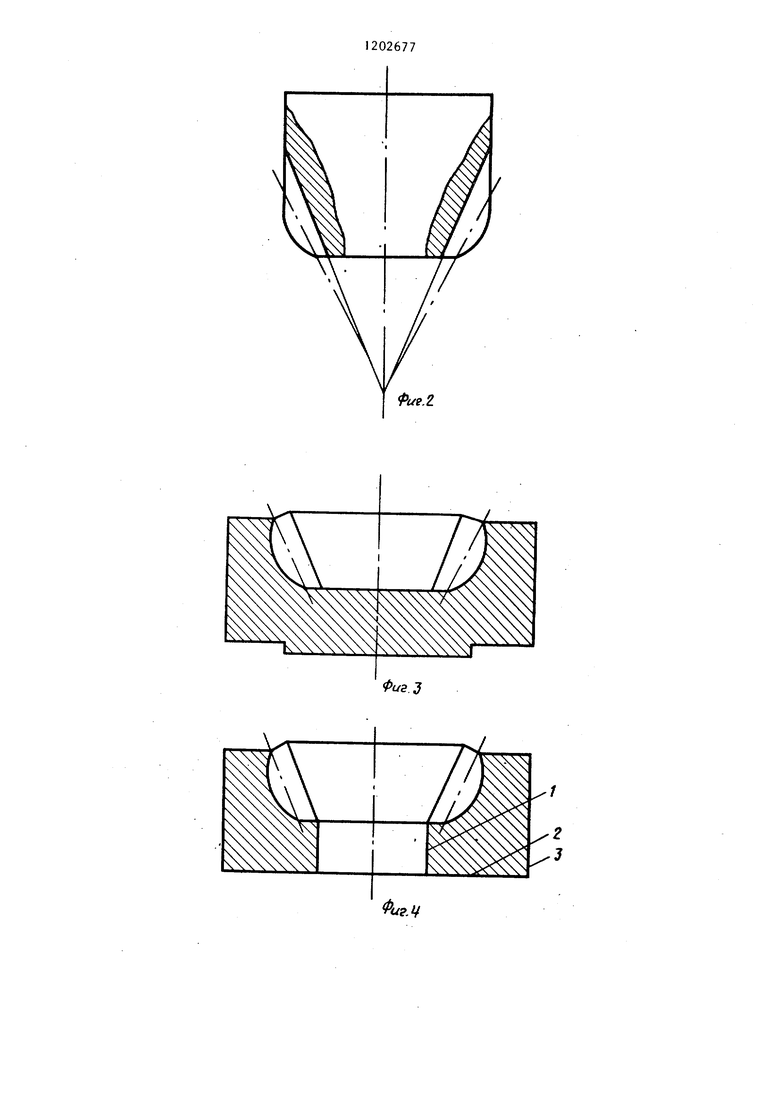
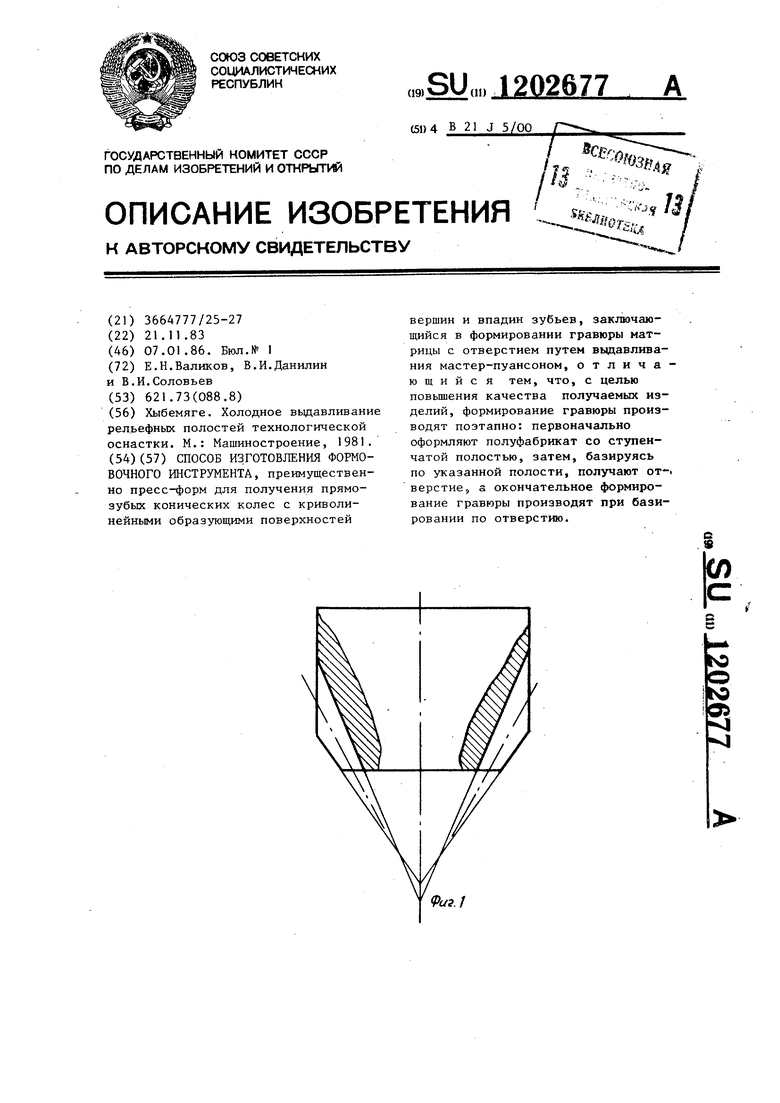
На фиг.1 представлен мастер-пуансон после нарезания зубьев; на фиг.2 - то же,после профилирования поверхностей выступов зубьев; на фиг.З - матрица после выдавливания рабочей поверхности; на фиг.4 - то же,после механической обработки отверстия, торца и наружной поверхности; на фиг.З - то же, после механической обработки поверхностей впадин зубьев и торца.
Мастер-пуансон изготавливают вначале как обычное прямозубое коническое зубчатое колесо (фиг.1) , а затем поверхность выступов зубьев профилируется по соответствующей кривой :(фиг.2). Полученный таким образом мастер-пуансон применяется .цля выдавливания рельефной полости матрицы (фиг.З) . Полученный после выдавливания формовочный инструмент (фиг.3j обрабатывают по поверхностям 1 - 3, базируясь по выдавленной зубчатой поверхности полости (первый этап, фиг.А , и поверхностям 4 и 5, (Эазируясь по поверхностям 2 и I (второй этап). Далее производят термическую и окончательную механическую обработку.
Пример. Производится изготовление зубчатых матриц для производства прямозубых конических зубчатых колес дифференциала грузового
мотороллера Муравей с модулем.ni 3 мм, числом зубьев Ъ 13 и Z 2. 20, имеющих поверхности вершин и впадин зубьев с криволинейными
образующими. Мастер-пуансон после нарезки на зубострогальном станке мод. 5П23БП подвергается обработке на токарном станке фасонным резцом по поверхности, соответствующей
поверхности выступов зубчатого коле- чса.
Нагретые до 820t20 С заготовки матриц устанавливаются в штамповочном пакете, в которые производится вдавливание мастер-пуансоном на чеканочном прессе МОД.К8336 усилием 400 тс, в результате чего в заготовке матрицы образуется оттиск, по
форме и размерам соответствующий мастер-пуансону. Затем матрица с отформованными зубьями подвергается механической обработке, которая выполняется в следующей последова
тельности: базируясь на зубчатьш венец, обрабатьшается наружный диаметр и один торец матрицы. Далее, базируясь по обработанному торцу и наружному диаметру, обрабатьшается второй торец, растачивается
центральное отверстие и обтачивается фасонным резцом поверхность, соответствующая поверхности впадин зубчатого венца, производится слесарная обработка внутренней полости.
Последующая термическая обработка матрицы производится с предохранением поверхности от окалины. Режимы закалки и отпуска устанавливаются в зависимости от марки стали и модуля зубчатого колеса.
После термообработки зубчатая полость матрицы доводится и полируется .
Фие.г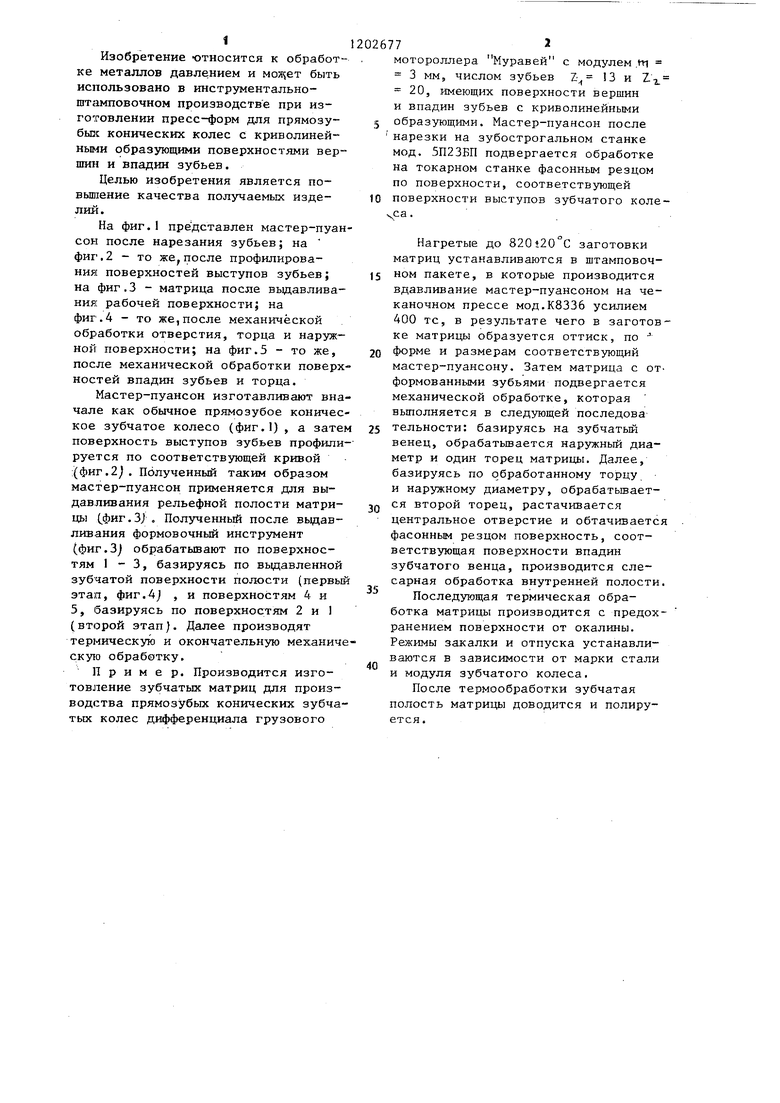
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления конических зубчатых колес | 1990 |
|
SU1729677A1 |
| Способ изготовления осесимметричных заготовок | 1990 |
|
SU1738464A1 |
| Способ объемной штамповки зубчатых колес и шестерен | 1984 |
|
SU1488097A1 |
| Поковка для получения конических зубчатых колес | 1989 |
|
SU1676735A1 |
| Узел ступенчатой коробки передач с жестко связанными одно с другим блокирующим кольцом синхронизатора и зубчатым кольцом и способ его сборки | 1984 |
|
SU1157288A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1967 |
|
SU203450A1 |
| Способ изготовления деталей типа обрезных пуансонов и устройство для его осуществления | 1980 |
|
SU912385A1 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| Способ формообразования зубчатого венца | 2015 |
|
RU2617187C1 |
| Способ получения зубчатых колес | 1990 |
|
SU1771860A1 |

Фиг S
2 -J
5- Ч
Составитель В.Бещеков Редактор О.Бугир Техред Т.Дубичнак
Заказ 8352/10 Тираж 646Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная,4
Корректор И.Муск
| Хыбемяге | |||
| Холодное выдавливание рельефных полостей технологической оснастки | |||
| М.: Машиностроение, 1981 |
