2. Д ормирующе-режущая протяжка, включающая деформирующие элементы и
размещенные между ними с равным угловым щагом режущие зубья, отличающаяся тем, что, с целью повыщения производительности за счет снижения усилий резания, деформирующие элементы выполнены в виде послеИзобретение относится к металлообработке и может быть использовано для чистовой и получистовой обработки внутренних поверхностей, например при протягивании.
Цель изобретения - повышение производительности путем снижения усилий резания.
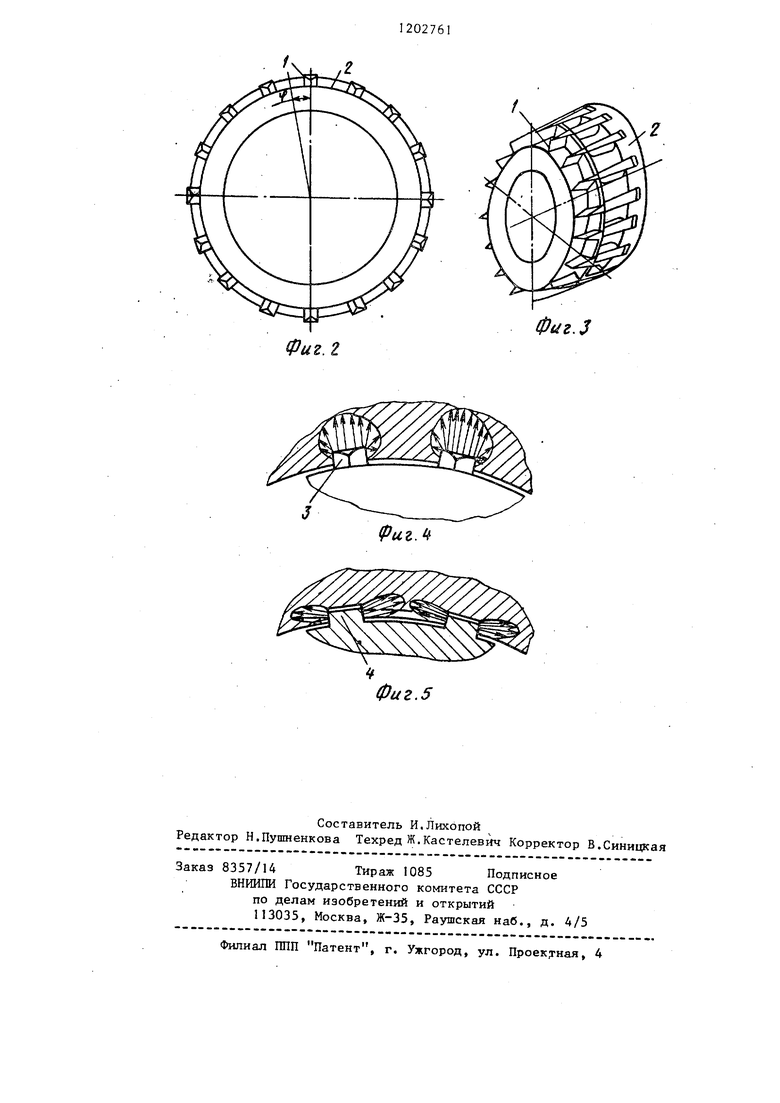
На фиг.1 показана деформирующе- режущая протяжка, общий вид; на фиг.2 - деформирующе-режущая протяжка, вид сбоку; на фиг. 3 - деформи- рующе-режущая протяжка, аксонометрия на фиг.4 - схема возникновения напряжений в обрабатываемой детали при прохождении первой клиновидной ступени} на фиг.5 - то же, при прохождении второй клиновидной ступени.
Протяжка для осуществления способа деформирующе-режущей обработки содержит деформирующие элементы 1 и режущие элементы 2. Деформирующие элементы 1 имеют первую заходную клиновидную ступень 3, переходящую во вторую клиновидную ступень 4 и ступень прямоугольной формы 5 с параллельными боковыми гранями. Ступень 3 вьтолнена с диаметральным превышением над ступенью 4, равным радиальной усадке отверстия. В месте перехода деформирующей клиновидной ступени 4 в -ступень 5 располагается режущая кромка 6 режущего элемента 2. Такие элементы деформи- рующе-режущей протяжки, сочетающие деформирующие и режущие зубья, следует располагать парами, каждая из
довательно расположенных двух клиновидных и одной прямоугольной ступеней, причем первая по ходу работы протяжки ступень изготовлена с диаметральным превышением над второй, & режущие кромки зубьев расположены в месте перехода второй клиновидной ступени в ступень прямоугольнойформы,
которых смещена относительно соседней с угловым смещением . При этом режущие кромки 6 первой пары элементов срезают только упруго нагружен5 ный поверхностный слой. Все остальные режущие зубья 7, начиная со вто- -рой пары, срезают упруго и пластически деформированный поверхностньй слой. Как вариант уравнивания усло 9 ВИЙ резания для всех режущих элементов 2, включая первый, первым по ходу работы протяжки устанавливается деформирующий .элемент 8 со сплошной или прерывистой рабочей кромкой, де 5 формирующей поверхностный слой только в местах, подвергаемых последующему срезанию. При прохождении за- ходной ступени 3 деформирующего элемента 1 образуется продольный паз,
20 при этом возникают окружные растягивающие и радиально сжимающие напряжения по дну канавок. При прохождении второй клиновидной ступени 4 через уже образованные пазы отверс25 тие дает усадку за счет уменьшения диаметра по вершинам ступеней 4. При этом радиальные напряжения в зоне образованных пазов ослабевают, но возникают всесторонние сжимакмие
30 напряжения на выступах, которые в момент всестороннего обжатия срезаются по линии MN.
Осуществление первоначальной 35 пластической деформации необходимо для повьппения степени впоследствии создаваемых сжимающих напряжений.
0tdl.3
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| Деформирующе-режущая протяжка | 1988 |
|
SU1634398A1 |
| РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ ПРОТЯЖКА | 2004 |
|
RU2264892C2 |
| Способ деформирующе-режущей обработки отверстий и протяжка для его осуществления | 1987 |
|
SU1586861A1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ОТВЕРСТИЙ | 2006 |
|
RU2316416C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2003 |
|
RU2237552C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2478456C2 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОЙ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕЙ ОБРАБОТКИ С КАЛИБРОВАНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2487785C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
1, Способ деформирующе-режущей обработки деталей, включающий пластическую деформацию поверхностного слоя детали деформирующим элементом и последующее упругое нагружение деформирующе-режущим элементом с одновременным срезанием поверхностного слоя, отличающийся тем, что, с целью повьщ1ения производительности за счет снижения усилий резания, срезание поверхностного слоя осуществляют в направлении сжатия. (Л 1чЭ о to vl OS фиг I
(ригЛ
Составитель И.Лихопой Редактор Н.Пушненкова Техред Ж.Каетелевич Корректор В.Синицкая
Заказ 8357/14 Тираж 1085 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проекд-ная, 4
фиг.5
| Подураев В.Н | |||
| и др | |||
| Способ обработки с опережающим пластическим деформированием | |||
| - Вестник машиностроения, 1971, № 4, с | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Деформирующе-режущая протяжка | 1983 |
|
SU1146149A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
